長輸管道環焊縫缺陷返修
2017-07-24 15:42:27牛連山王叢亮胡立新劉文虎
電焊機 2017年6期
牛連山,王叢亮,董 偉,胡立新,閆 臣,劉文虎
(1.中國石油天然氣管道科學研究院有限公司,河北廊坊065000;2.中國石油天然氣管道局 第三工程分公司,河南鄭州451450)
長輸管道環焊縫缺陷返修
牛連山1,王叢亮1,董 偉2,胡立新1,閆 臣1,劉文虎1
(1.中國石油天然氣管道科學研究院有限公司,河北廊坊065000;2.中國石油天然氣管道局 第三工程分公司,河南鄭州451450)
隨著長輸管道鋼級的提高、壁厚減薄,管材的可焊性越來越低,對管道工程建設質量的要求也越來越高。返修作為管道焊接的最后一道工序,也是最主要的工序,返修質量直接決定著焊接工程的綜合效率。詳細分析長輸管道缺陷的形成和返修工藝,以及操作者需要注意的事項。剖析典型案例,針對不同類型的缺陷,返修時操作手法和工藝也不同。為管道焊道的返修提供一定的參考和借鑒。
管道;焊道;缺陷;返修
0 前言
焊道受設計、工藝、材料、環境等多方面因素的影響,不可避免地會出現缺陷[1-2]。焊接缺欠與焊接缺陷的定義:(1)焊接缺欠是焊接接頭中因焊接產生的金屬不連續、不致密或連接不良的現象,簡稱缺欠;(2)焊接缺陷是超過規定限值的缺欠。將這些超標缺欠從焊道內清除干凈的工藝稱為返修。這種不超標的缺欠是允許存在焊道里的,不用進行返修;而超標的缺陷,必須進行返修。
1 缺陷返修工序
1.1 返修標志
返修工作要由操作技能水平較高、經驗較豐富的焊工執行。返修焊工應先分析X光射線片結果,制定出合理的返修措施。在焊道上標出缺陷的具體位置,確定缺陷所處層次,做好缺陷形態標記。
1.2 返修環境
返修過程中注意溫差、氣候、時間和光線的影響。例如,在溫差較大時,管口內的氣壓與外界不同,返修時容易造成向內吸氣或向外吹氣的現象;在夜間返修時照明光線不佳,不易發現小密集氣孔和未熔合;在降溫時返修,鋼材熱脹冷縮的特性使得焊口所受外力增大,易產生裂紋[3-5]。當施焊條件不符合焊接工藝規程要求時,應采取有效的防護措施,如增加照明燈、擋雨棚、防風棚等。返修管底與地面高度的要求約為500 mm,操作空間要合適,以免影響焊工操作。
1.3 返修預熱
長輸管道返修的預熱是非常重要的環節。打磨前應先對焊口進行預熱,目的是除潮氣、加熱焊道,減小焊接或組對產生的應力對焊道的影響。在整個返修過程中控制環焊縫間各部位的溫差,防止冷卻速度過快而產生裂紋。加熱應根據環境溫度、管徑、壁厚、材質等選擇合適的預熱溫度。
1.3.1 返修預熱方法
以根焊缺陷為例,預熱分3次進行:
(1)定位缺陷的位置做好標記后,進行第一次預熱。預熱方法是對整圈焊道加熱至80℃~100℃。-20℃時返修打磨前第一次預熱所產生的冰柱如圖1所示。
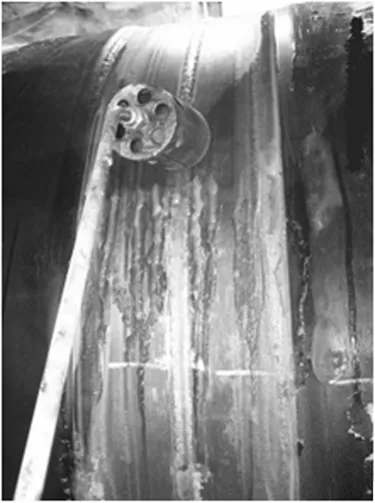
圖1 打磨前預熱
(2)打磨至距根部約4 mm時,先打磨好兩側坡口斜面和上下起弧、收弧的緩坡,再進行第二次加熱,如圖2所示。由于管材較厚,打磨時間較長導致整體溫度下降,有必要在缺陷較多、打磨范圍較大時,一邊打磨一邊預熱。
(3)磨透根焊層,打磨好坡口面,修理鈍邊厚度及上下接頭處緩坡,準備焊接前進行第三次預熱,整圈焊口預熱,預熱的溫度不得低于150℃。預熱過程中需特別注意,烤把不能直接加熱開透的焊縫,而是加熱兩邊的母材,防止因鈍邊薄而烤把加熱的高溫使其退火,如圖3所示。其他原焊道可以直接對焊縫加熱。整圈均勻加熱至150℃方可進行焊接。

圖2 即將磨透焊道預熱
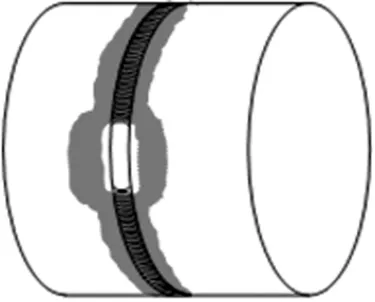
圖3 磨透后預熱
焊接根焊的同時,加熱過程還不能停止。由一名配合人員在焊接部位的對角位置以小火持續加熱至熱焊層焊接完畢,如圖4所示,防止焊接熱收縮產生應力。焊接完成后注意焊后緩冷,必要時包保溫被。
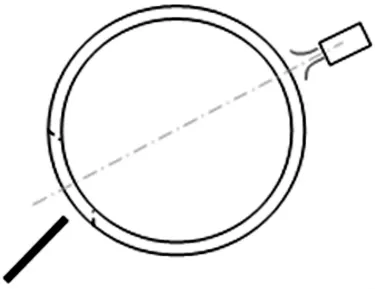
圖4 補焊同時預熱
整個返修過程中,控制好整個環焊縫間的溫差能夠有效防止返修過程中因應力而產生的裂紋。
1.4 缺陷清除
缺陷清除即用角磨機磨去缺陷。返修素有“七分磨三分焊”的說法,打磨遠比焊接更重要。返修焊工不僅要根據X片缺陷的形狀、點數用砂輪機逐層仔細打磨完全清除缺陷,還要打磨出原始的坡口角度、鈍邊厚度、合適的間隙、適合焊接的寬窄等。打磨過程中,打磨得越深應力越集中,越容易引發裂紋,因此要特別注意打磨方法。不能磨出死角,兩邊的坡口面要磨成30°,為下一步的焊接工作創造條件。打磨也因壁厚不同、缺陷所處的層次不同而靈活變動。
一次開透不能超過300 mm,大于300 mm時需分段返修。每處返修長度應大于50 mm。相鄰兩返修處的距離小于50 mm時,按一處缺陷進行返修。在返修仰焊位置時,打磨根部產生的鐵屑都集中根部間隙周圍,可用焊條清理鐵屑和其他雜物,防止焊接根部凹陷。若有氣孔,特別是肉眼看不到的密集型小氣孔,可用砂輪刷反復刷幾次,使氣孔放大至肉眼可見。若有肉眼難以分辨的表面裂紋時,可由調小至紅火的烤把火焰反復烤幾次,裂紋即清晰可見。
1.5 返修工藝注意事項
(1)在返修根焊時,根據間隙大小、母材材質選擇合適的焊條直徑(φ3.2 mm、φ4.0 mm)、焊條型號(如X80鋼采用LB52U)、焊接參數進行補修。間隙大時,熔池溫度過高容易引起塌陷、縮孔,可采用斷弧焊,當焊接到收弧熔孔時采用連弧封口。
(2)根焊與熱焊的間隔時間不得大于5 min,填充時要避免“堆焊肉”的焊接方式,盡量做薄層多道焊接。起弧或收弧要求:嚴禁在坡口以外的管壁上起弧,相鄰焊道的起弧或收弧應相互錯開30 mm以上。
(3)返修焊接完成后需處理焊縫表面,清除焊縫表面熔渣、飛濺和其他污物。余高超高時,應打磨至要求范圍內,打磨余高與母材圓滑過渡,且不得傷及母材。返修完成后重新進行外觀檢查,確保返修的外觀質量。
2 返修案例
2.1 案例1
φ1 219 mm×21 mm焊口如圖5所示,6點(仰臉)位置在填充時燒穿,產生內部很寬的內凹缺陷。由于該位置受重力影響容易產生內凹,且凹陷很寬,若一次打磨干凈,焊縫很寬,難以焊接,甚至造成更大的缺陷。針對這樣的缺陷,返修時根焊應選用排焊方式,即根焊是兩道。第一道開透的縫隙偏向原根焊道的一旁(見圖5b),然后正常打底、熱焊再填充1~2層。其次在原根焊道的另一旁再開透做打底、熱焊直至蓋面完成。這樣就能焊接出一條凸起的根焊道,如圖5c所示。若缺陷很寬,根焊可以排3道完成,先在原根焊道兩邊分別開透、打底、填充,最后在正中間再做一次返修根焊。需要注意的是:根焊次數增多會導致焊道擴散氫含量增多、易產生淬硬馬氏體,打磨時盡量打磨出小的根焊間隙,并使用較小的焊接參數焊接。

圖5 焊口對接示意
2.2 案例2
當0點位置錯邊量很大,根焊時易產生長的單邊未熔合,此位置的焊接熔池受重力影響易產生焊瘤(見圖6a)。管道施工中常遇到此類缺陷。該位置的返修看似簡單,但由于其錯量邊較大,返修操作時容易產生未熔合缺陷甚至出現難以控制的裂紋。錯邊量較大(見圖6b):產生焊瘤、根部未熔合,尤其在圖中的灰色區域因焊瘤與母材的夾角,射線探傷時容易因拍片角度偏差而誤評為未熔合,更嚴重的是該區域部位焊肉較少,在外力或者焊接熱收縮影響下,很短時間就會看到咬向母材內的裂紋。這類缺陷的難點在于返修時的根焊層焊接,在保證兩邊都焊透的情況下不易控制其內部的成形。并且在焊肉薄的一側由于材質變化,加受外力影響易產生裂紋,如圖6c所示。
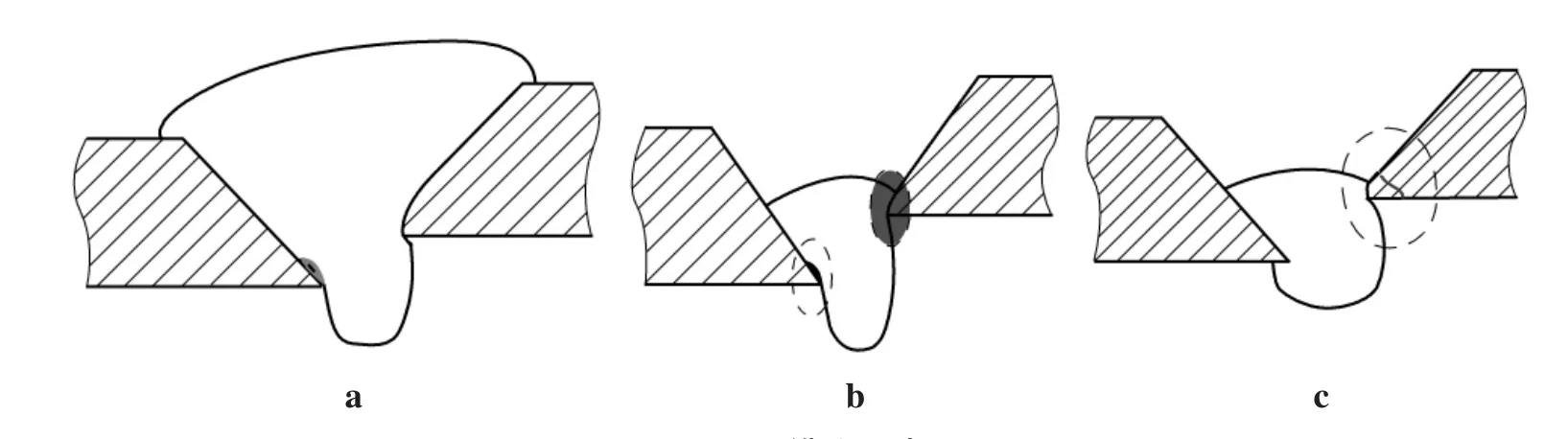
圖6 錯邊示意
返修時為保證根焊一次焊接合格,應著重考慮錯邊量較大的因素。錯邊量越大,打磨根焊的間隙要求越大,否則無法保證根焊內部的成形。在焊接根焊時可采用大電流災弧焊的方法,從錯邊高的一側起弧斜拉向錯邊低的一側,并且起弧一側在保證該側能焊透的情況下盡可能多地占用坡口斜面(見圖7a),防止熔池較大、溫度較高向內部塌陷,產生焊瘤或根焊內產生夾角。焊條拉向錯邊低的一側時,要斜拉至坡口根部,稍作停留看到一點熔孔即可停弧,可得到質量較好的內外成形(見圖7b)。反復熄弧操作完成根焊焊接,并快速清根熱焊直至整個返修完成。這樣的內部成形兩邊坡口受力較均勻且無死角,射線探傷時不會因拍片角度偏差而出現像未熔合的黑線。應注意的是,熱焊層較寬,此處不能采用排焊方法,而應該用斜拉擺焊或熄弧擺焊一道完成熱焊層焊接,以防止熱焊排焊時使另一側受力導致裂紋產生。
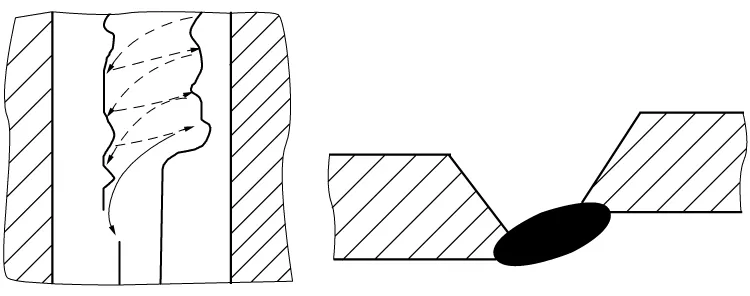
圖7 焊接手法及焊后示意
[1]賈維君,邵洪波,李頌宏.高寒地區長輸管道環焊縫的返修[J].電焊機,2009,39(5):169-171.
[2]張釗,胡定榮.大口徑長輸管道焊口返修方法的應用[J].甘肅科技,2011,22(11):88-89.
[3]潘際璽.現代弧焊控制[M].北京:機械工業出版社,1999.
[4]李亞江,王娟.焊接原理及應用[M].北京:化學工業出版社2009.
[5]薛振奎,尹長華.國內外長輸管道焊接技術標準對比分析[J]焊接,2006(10):37-45.
Experience in repairs of girth weld defects for long-distance pipeline
NIU Lianshan1,WANG Congliang1,DONG Wei2,HU Lixin1,YAN Chen1,LIU Wenhu1
(1.China Petroleum Pipeline Research Institute Co.,Ltd.,Langfang 065000,China;2.China Petroleum Pipeline Bureau No.3 Branch Company,Zhengzhou 451450,China)
As the steel grade of long-distance pipeline improves,the wall thickness and weldability of pipeline reduces,thus the requirements for the quality of pipeline construction are increasing.As the last but the most important procedure of pipeline welding,repair directly determines the comprehensive efficiency of welding project.The formation of defects of long-distance pipeline and its repair are investigated deeply,and some notes for welding operators are also presented.For a better understanding,some typical cases,which contain different operation methods and techniques for different weld defects are discussed.All of the experience has great significance for guiding weld repair.
pipeline;bead;defect;repair
TG457.6
B
1001-2303(2017)06-0055-04
10.7512/j.issn.1001-2303.2017.06.12
2016-09-18;
2017-02-17
牛連山(1974—),男,高級技師,本科,主要從事石油天然氣長輸管道焊接技術和裝備研究工作。E-mail:582864858@qq.com。
本文參考文獻引用格式:牛連山,王叢亮,董偉,等.長輸管道環焊縫缺陷返修[J].電焊機,2017,47(06):55-58.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24