汽車座椅支架機器人自動焊接工藝實施與控制
2017-07-24 15:41:59張永波岳德梅
電焊機 2017年6期
張永波,岳德梅
(1.日照職業技術學院 機電工程學院,山東 日照 276826;2.山東海大機器人科技有限公司,山東 日照 276826;3.日照市工業學校,山東 日照 276826)
汽車座椅支架機器人自動焊接工藝實施與控制
張永波1,2,岳德梅3
(1.日照職業技術學院 機電工程學院,山東 日照 276826;2.山東海大機器人科技有限公司,山東 日照 276826;3.日照市工業學校,山東 日照 276826)
汽車座椅支架結構復雜,焊點位置多,自動化焊接難度較大。分析汽車座椅支架的焊接工藝性,提出主要焊接工藝參數和切實可行的自動化焊接工藝方案;編制汽車座椅支架結構焊接作業指導書,使焊接作業流程化。采用機器人自動焊接,解決了焊接節拍高,焊點位置復雜,工人工作環境惡劣、勞動強度大、人工成本高等的問題,并為焊接過程中出現的問題給出了解決措施。機器人焊接的一致性克服了人為因素帶來的不足,實現了全自動焊接,焊接過程穩定,飛濺較小,無氣孔、裂紋、燒穿、咬邊和夾渣等缺陷,焊接效率高,產品成形美觀,質量穩定可靠,具有較強的工程實用性。
氣體保護焊;汽車座椅支架;機器人自動焊接
0 前言
汽車座椅支架由管件和沖壓件組焊構成[1]。圖1為座椅支架總成,結構精度要求高,整體誤差小于0.5 mm。該工件要求節拍非常高,總共42個焊點,焊點位置復雜,單件生產時間要求不高于50 s。
1 焊接性分析
(1)Q235材料成分如表1所示。
(2)碳當量 Ceq(單位:%)計算。
Ceq=C+Mn/6+(Cr+V+Mo)/5+(Cu+Ni)/15
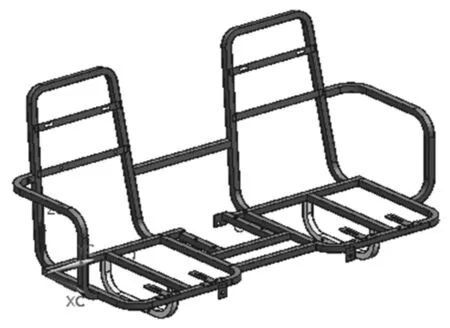
圖1 汽車座椅支架總成Fig.1 Car seat bracket assembly

表1 Q235化學成分Table 1 Q235 chemical composition %
經計算Ceq=0.28%,鋼材的淬硬傾向很小,可焊性好,焊前無需預熱。
2 焊接方法
根據上述材料成分和焊接性分析,選用氣體保護焊。氣體保護焊焊絲分為粗絲和細絲,直徑0.5~1.2 mm的細絲應用最為普遍,而且可進行全位置焊接。本研究鋼板厚度1.8~2.0 mm,故選用1.2 mm細絲氣體保護焊,熔滴短路過渡方式焊接。
3 焊接工藝參數
3.1 焊接電流、電壓和焊接材料
(1)焊接電流。
焊接電流應根據焊件厚度、焊絲直徑、施焊位置及熔滴過渡形式等確定。焊絲直徑與焊接電流的關系如表2所示。
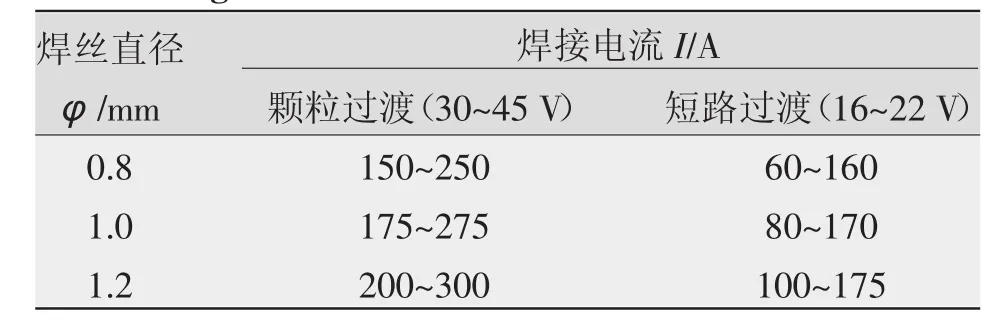
表2 焊絲直徑與焊接電流的關系Table 2 Relationship between diameter of welding wire and welding current
(2)電弧電壓。
為保證焊接過程的穩定性和良好的焊縫成形,電弧電壓必須與焊接電流配合適當。短路時電弧電壓與焊接電流的關系如圖2所示。
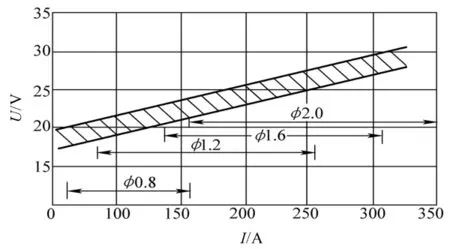
圖2 短路時電弧電壓與焊接電流的關系Fig.2 Relationshipbetweenarcvoltageandweldingcurrent in short circuit
在氣體保護焊過程中,焊接電流和電弧呈周期性變化。確定焊絲直徑后,電流的調節要通過改變送絲速度來實現,而且電流和保護氣體流量應協調控制,不宜過大或過小。采用直流反極性,電弧穩定,焊接過程平穩、飛濺小。
(3)焊接材料。
焊絲選用H08Mn2SiA(ER50-3),直徑φ1.2mm。
3.2 CO2保護氣體
使用純度不低于99.5%、含水量小于0.05%的CO2氣體,氣壓不低于1MPa,使用前將氣瓶倒立0.5~1 h進行排水處理。氣體流量與焊接電流、焊絲伸出長度、焊接速度等均有關系。通常細絲焊接時,氣體流量 5~15 L/min。
確定的焊接參數如表3所示。
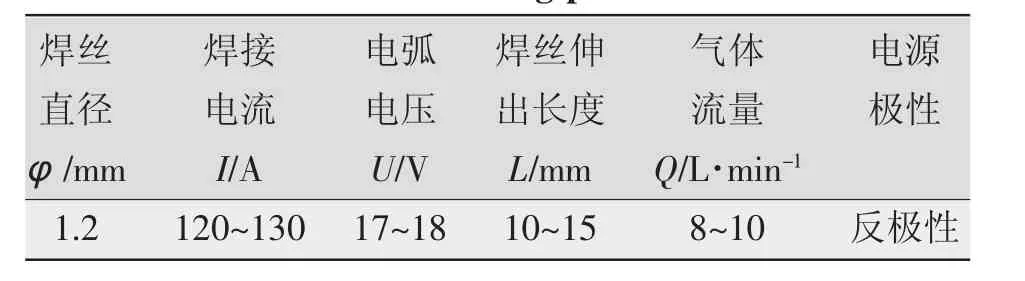
表3 焊接參數Table 3 Welding parameter
4 焊接過程
4.1 焊接前準備工作
焊接前清理油污以防止產生氣孔和不熔合缺陷。
4.2 焊接過程
采用水平位置與全方位焊接相結合。汽車座椅自動焊接作業由機器人自動完成。系統由三個部分組成[2-5]。
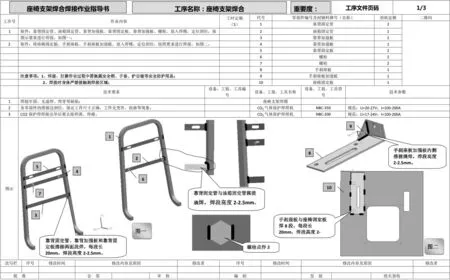

圖3 焊接作業指導書
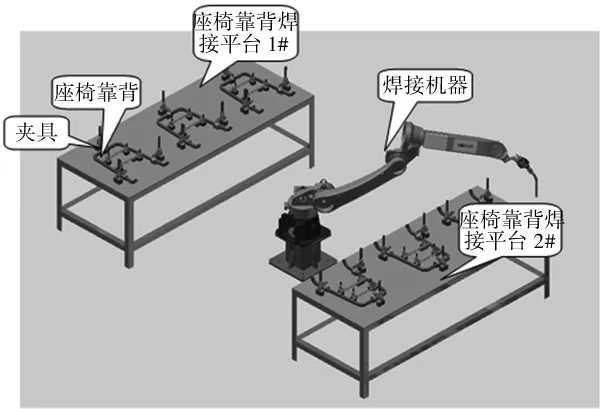
圖4 座椅背焊接Fig.4 Seat back welding
(1)第一部分。先由人工把3個座椅靠背各零件固定在一個焊接座椅靠背工作臺上的相應位置后,由機器人自動進行焊接作業。與此同時,人工把另外3個座椅靠背各零件固定在另一個焊接座椅靠背工作臺上的相應位置,等待機器人焊接。機器人焊接完第一個工作臺上的座椅靠背后,再焊接第二個工作臺上的座椅靠背,如此循環作業。一個機器人按一個循環順序負責6個座椅靠背的焊接作業,如圖4所示。
(2)第二部分。先由人工把一個座椅底座各零件固定在一個焊接座椅底座變位工作臺上的相應位置后,由2個機器人自動進行焊接作業。與此同時,人工把另外一個座椅底座各零件固定在另一個焊接座椅底座變位工作臺上的相應位置,等待機器人焊接。2個機器人同時焊接完第一個變位工作臺上的座椅底座后,再焊接第二個變位工作臺上的座椅底座,如此循環作業。2個機器人按一個循環順序負責兩個座椅底座的焊接作業,如圖5所示。
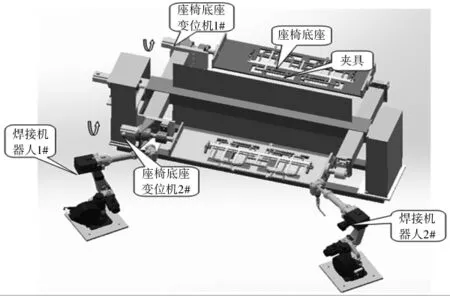
圖5 座椅底座焊接Fig.5 Seat base welding
(3)第三部分。先由人工把一個座椅底座和靠背各零件固定在一個焊接座椅變位工作臺上的相應位置后,后由2個機器人自動進行焊接作業。與此同時,人工把另外一個座椅各零件固定在另一個焊接座椅變位工作臺上的相應位置,等待機器人焊接。兩個機器人同時焊接完第一個變位工作臺上的座椅后,再焊接第二個變位工作臺上的座椅,如此循環作業。兩個機器按一個循環順序負責2個座椅的焊接作業,如圖6所示。
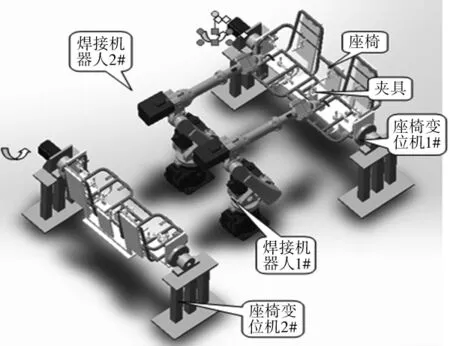
圖6 座椅背與底座組焊Fig.6 Seat back and the base group welding
座椅焊接完成后,人工拆下焊好的座椅存放到座椅成品區域。成品如圖7所示。

圖7 汽車座椅支架總成組焊成品Fig.7 Assembly welding of automobile seat bracket
5 焊接缺陷及改進措施
在焊接工藝調試過程中,經常出現咬邊、焊穿焊核偏小等缺陷。產生咬邊的主要原因是焊接位置調試不當,需要重新調整焊接位置;焊穿的主要原因是焊接電流偏大、焊接時間偏長或者是工件搭接縫隙過大;焊核偏小的主要原因是焊接電流偏小焊接時間短。
6 結論
采用上述機器人自動焊接工藝進行座椅支架組焊,過程穩定,飛濺較小,焊縫外形美觀,無氣孔、裂紋、燒穿、咬邊和夾渣等缺陷,座椅支架質量完全達到產品技術要求。機器人焊接的一致性克服了人為因素的不足,使產品成形美觀、質量穩定可靠,可以滿足同種規格座椅的焊接,提高了生產效率。
[1]許紀倩,劉穎.汽車座椅骨架機器人生產線[J].組合機床與自動化加工技術,2009(11):39-41.
[2]梁磊,徐敬超.汽車座椅骨架機械手焊接的工裝夾具技術優化分析[J].中小企業管理與科技,2016(14):195-196.
[3]陳國輝,胡國雨,陶淵亮.機器人點焊在汽車座椅骨架焊接的應用[J].汽車零部件,2012(11):95-97.
[4]方少勇.焊接機器人在汽車座椅骨架焊接中的應用[J].焊接技術,2008(1):62-64.
[5]覃南強,周舟.汽車座椅骨架自動焊接系統的設計[J].科技視界,2016(2):294-295.
Implementation and control of robot automatic welding technology for automobile seat bracket
ZHANG Yongbo1,2,YUE Demei3
(1.School of Mechanical and Electrical Engineering,Rizhao Polytechnic College,Rizhao 276826,China;2.Shandon Haida Robot Technology Co.,Ltd.,Rizhao 276826,China;3.Rizhao Polytechnic School,Rizhao 276826,China)
Robotic automatic welding of the car seat bracket is difficult because of its complex structure and solder joints.By analyzing th welding process of the automobile seat bracket,the main welding parameters and the feasible instruction scheme of robotic automati welding are given.And a welding work manual is made to streamline the robotic welding process.Robotic automatic welding can solve th problems caused by high welding rate and complicated solder joints.It gives solutions on the welding process incidents.And it reduces th high labor cost and intensity and improves the labor environment.Robotic automatic welding makes no pores,cracks,wear,undercut an slag inclusion,and makes smaller splash.The stability and the consistency of welding robot can overcome the shortage of human factors and make the products beautiful,stable and reliable,so welding robot has strong engineering practicability.
CO2gas shielded arc welding;automobile seat bracket;implementation and control of technology
TG457.2
B
1001-2303(2017)06-0014-06
10.7512/j.issn.1001-2303.2017.06.03
2016-09-14;
2017-06-10
國家發改委項目《基于自主機器人的沖壓、半軸、焊接自動化生產線》發改辦高技[2013]2519號
張永波(1973—),男,副教授,碩士,主要從事工業機器人集成應用和機械制造及其自動化方面教學與技術研究工作。E-mail:rzptzyb@163.com。
本文參考文獻引用格式:張永波,岳德梅.汽車座椅支架機器人自動焊接工藝實施與控制[J].電焊機,2017,47(06):14-19.
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
學生天地(2020年17期)2020-08-25 09:28:54
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
中國生物醫學工程學報(2019年4期)2019-07-16 08:04:16
模具制造(2019年3期)2019-06-06 02:10:54
故事大王(2016年7期)2016-09-22 17:30:08
沈陽醫學院學報(2014年4期)2014-12-27 13:44:20
航天器工程(2014年5期)2014-03-11 16:35:55