聚酯廢水的生化處理工藝及實踐
2017-06-11 00:33:49程琦赟
新教育時代·教師版 2017年38期
程琦赟

摘 要:本文介紹了聚酯廢水的生化處理工藝, 并介紹了有關的運行管理經驗,實現在應對不同異常情況下廢水生化處理后合格排放的目標。
關鍵詞:聚酯 廢水 生化處理
隨著社會的發展,國家的嚴格控制,現在對三廢排放有了更高的要求。廢水和廢氣在聚酯生產中較為突出的。在聚酯生產中產生的酯化和縮聚階段產生的廢水廢氣,如果直接排放會對周邊的水源、土壤等造成嚴重污染,將之汽提后送到廢水站處理合格達標后方可排放。聚酯廢水屬溶解性有機廢水,廢水中成分以醇類為主,含有乙二醇、乙醇和二甘醇及少量的乙醛、有機酸、低聚合物和無機鹽。聚酯廢水的特點是有機物含量高,雖然廢水組份較穩定,但間隙排水,沖擊負荷較大。由于廢水中存在一定數量的生物難降解的溶解性COD,雖然廢水可生化性較好,但要達標排放,需要采用一定的非常規處理方法或手段。海南一生產聚酯公司廢水處理設施采用厭氧—好氧的生化處理工藝,并在生產運行實踐,實現環保目標。
一、聚酯廢水處理的工藝流程
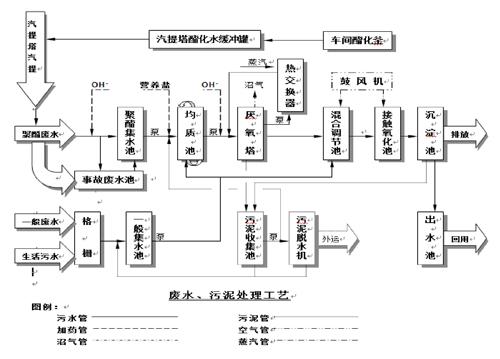
工藝流程圖如下所示:
在聚酯生產工藝過程中,車間酯化釜反應生成的聚酯廢水由車間排污管線以重力流形式排入到汽提緩沖罐,并經汽提塔汽提,沸點低的有機物變成汽提汽被送到熱媒爐里進行焚燒,廢水則通過壓力泵輸送至廢水處理站。
送到污水站的廢水首先進入聚酯廢水收集池進行水量收集(在生產工藝或處理工藝出現故障時,超高濃度的事故廢水直接進入事故廢水池收集,再在適當的時候分批提升進入酯廢水集水池,由主體處理系統處理)。聚酯廢水收集池中的廢水先進行PH調整后,提升進入均質酸化池均化和預酸化處理。
在均質池完成調節營養、水質、水量及PH值的進一步調整,在均質池中設置潛水攪拌機以避免固體懸浮物沉淀,并促進均質池內水體的混勻;池中廢水由池中的潛水提升泵提升并經加熱后送至厭氧塔。
送至厭氧塔的廢水充分混合后,經在線PH監測儀對廢水的PH值進行監測,并通過專門的NaOH自動投加裝置進行PH值調整后,從厭氧塔底部被送到厭氧塔進行處理。
厭氧塔由污泥床、污泥懸浮層、沉淀區和三相分離器4部分組成。
污泥床位于整個反應器的底部,其容積一般占整個反應器容積的30%左右,但它對反應器的整體處理效率起著極為重要的作用,它對反應器中有機物的降解量一般可占到整個反應器全部降解量的70%~90%。其較好的降解作用,使得在污泥床內產生大量的沼氣,微小的沼氣泡經過不斷和積累、合并而逐漸形成較大的氣泡,并通過其上升鼓泡而將整個污泥層得到良好混合。
污泥懸浮層位于污泥床的上部,它占整個反應器容積的70%左右,其中污泥濃度要低于污泥床,其靠來自污泥床中上升的氣泡使此層污泥得到良好的混合。污泥懸浮層中絮凝污泥的濃度呈自下而上逐漸減小的分布狀態。這一層污泥擔負著整個反應器有機物降解量的10%~30%。
沉淀區位于反應器的頂部,其作用是使由于水流的夾帶作用隨上升水流進入出水區的固體顆粒在沉淀區沉淀下來,并沿沉淀區底部的斜壁滑下而重新回到反應區內(包括污泥床和污泥懸浮層),以保證反應器中污泥不致流失而同時保證污泥床中污泥的濃度。
三相分離器設在反應器的頂部,其主要作用是將氣體(反應過程中產生的沼氣)、固體(反應器中的污泥)和液體(被處理的廢水)等三相加以分離,將沼氣引入集氣室,將處理出水引入出水區,將固體顆粒導入反應區。
廢水由塔底被送進到反應塔后,經污泥床、污泥懸浮層、沉淀區和三相分離器自下而上降解后從塔頂流出反應塔,靠重力作用,自流而下流進入到曝氣池(好氧池)利用好氧菌進行好氧處理,以進一步降解有機物。
低濃度生產廢水和生活污水作為一般廢水合流后經格柵攔截、一般廢水集水池收集,再提升進入混合調節池與厭氧反應系統出水合并處理。混合廢水經混合調節池調節均化后提升進入接觸氧化池進行好氧生化處理。如監測此類廢水COD值過高,則切換到均質池經由厭氧塔進行高濃度降解處理。
在氧化池應調整廢水的有機成分比,添加必要的營養元素。接觸氧化池出水采用豎流式沉淀池進行固液分離處理,固液分離后的上清經出水池達標排放。
二、工藝控制及運行管理
1.源頭控制
(1)對于防止產生的高濃度廢水,首先一定要在源頭上進行充分地控制,特別是如裝置開車初期和因生產事故所至的原料或中間產物的泄漏和排出,嚴重影響到廢水處理裝置的正常運行。所以生產裝置運行穩定,減少泄漏是保證廢水處理裝置運行正常的首要途徑。對于緊急突發生產事故產生的廢水,引入事故處理圍堰池,按應急方案處理。
(2)汽提塔的正常工作是保證污水站正常運行的根本。
送到污水站處理的廢水首先要經過汽提塔進行汽提,把COD降低到2000mg/L以下,而在酯化反應中生成的酯化水COD值達15000mg/L以上,如果汽提塔工作異常,則需將高濃度的廢水排進到事故水池,而事故水池僅最多容納一天的水量,因此要做好日常汽提塔的運行維護。
2.廢水處理工藝參數控制
廢水處理站主要控制的環境參數為均質池的PH值;厭氧系統的PH值、溫度、營養比例。
① 均質池PH值控制在5~7,手動調節堿投加量,檢測PH值。
② 厭氧系統PH值控制在6.8~7.6,自動調節堿投加量,由PH值控制儀在線檢測PH值,同時控制計量泵的投堿量,計量泵采用比例脈沖輸出形式。
③ 厭氧系統溫度控制在33~40℃,自動調節,由溫控儀接受控制點溫度信號,再直接控制自動溫度調節閥,控制蒸氣通量,穩定水溫。
④ 厭氧系統營養比例為C:N:P=100:5:1。(C為BOD值,N為氮值,P為磷值)
⑤ 好氧系統通常需調節PH值、溫度和營養比例,但因厭氧系統已經調節,故好氧系統可不必額外考慮。只有當泥量減少時可適當添加營養素,調節比例為C:N:P=100:7:1。
⑥ 沉淀池的排泥根據實際泥量確定氣提閥的開啟大小,通常開啟量為50%,避免對污泥層產生較大的擾動。
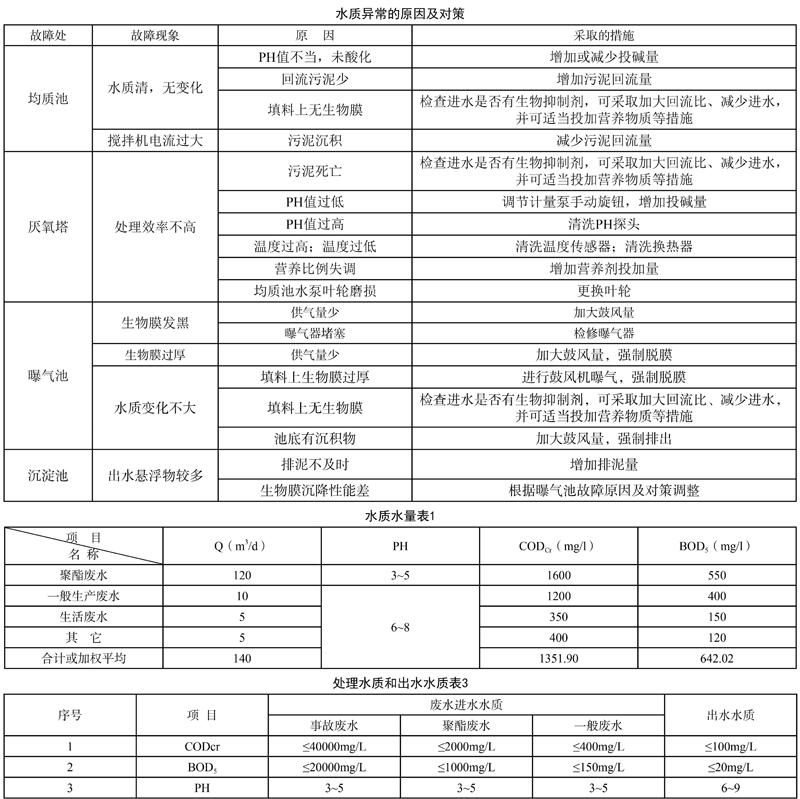
三、水質異常的原因及對策
若出現水質異常,部分原因分析及對策如表:
四、水量與水質
根據瓶片聚酯裝置一年以來的運行情況,總體水質及水量數據見表1:
事故廢水一次排放量按150m3考慮,CODCr=40000mg/L,BOD5=20000mg/L,考慮處理時間為90天。實際加權平均后CODCr=1500mg/L,BOD5=720mg/L。
1.設計處理水量
設計處理水量能力如下: 事故廢水處理排放量150m3/90d;聚酯廢水:288m3/d;一般廢水:156m3/d,合計水量處理能力: 450m3/d。
2.處理水質(見水質表3)
五、處理結果
廢水實際處理、排放情況見下表
結語
采用合理的廢水生化處理工藝和方法,企業能實時有效地控制對聚酯廢水處理,出水水質很好地達到并低于國家排放標準。
