刮板機推移橫梁焊接變形的解決措施
2015-09-11 05:41:15張蕾李曉鵬
科技與創新 2015年17期
關鍵詞:焊接變形
張蕾 李曉鵬

摘 要:通過調整刮板機推移橫梁點裝時的焊接變形預留量、焊接順序、焊接電流和電壓,解決了推移橫梁因焊接變形量太大而裝不上銷子的問題,進一步提高了推移橫梁的一次裝配率。
關鍵詞:刮板機;推移橫梁;焊接變形;焊接參數
中圖分類號:TG404 文獻標識碼:A DOI:10.15913/j.cnki.kjycx.2015.17.110
推移橫梁是我公司生產的刮板輸送機機頭推移部中極為關鍵的大件,其質量直接影響機頭架、過渡槽等裝配大件的質量。目前,我公司生產的3 m以上的推移橫梁由于其自身結構的特點,焊接后都發生了較大的變形,最終導致橫梁與固定架體聯接板處穿不上銷子,需要火焰切割長孔,經過火焰校正和壓力校正等。這樣做,不僅會增加工作的難度和復雜性,還會降低產品的美觀性。因此,為了控制推移橫梁的焊接變形,提高其一次性穿上銷子的概率,降低工作的復雜性,圍繞如何控制推移橫梁的焊接變形,提出了刮板機推移橫梁焊接變形的解決措施。推移橫梁如圖1所示。
圖1 推移橫梁
1 問題分析
我小組調查統計了2014-06—10推移橫梁焊接不合格品的情況,具體如表1所示。穿不上銷子的橫梁占橫梁總數的19.6%.
在分析影響推移橫梁焊接變形原因時,可以從人、機、料、法和環5個方面入手——員工的技能水平,設備運行是否正常,
下料尺寸是否合適,焊接電流、電壓、速度的調節是否合理,
點裝時是否預留尺寸量,或預留尺寸是否合適,能否保證點裝平臺的平面度等,這些因素都會影響推移橫梁的焊接變形。經過現場調查發現,因為推移橫梁的聯接板尺寸不合格,沒有合理規定兩端聯接板之間的尺寸預留量,焊接順序和焊接電流、電壓沒有詳細的參考值,只是焊工根據經驗操作,所以,發生了推移橫梁焊接變形的情況。由此可見,控制下料尺寸、點裝尺寸,規定焊接順序、電流和電壓是非常必要的。
2 方案
2.1 下料
一般情況下,生產一個橫梁的流程是:投放工單→組織子物料→點裝→焊接。聯接板是由數控火焰切割機下料,然后由鉆床或鏜床在其上加工聯接孔。由于數控火焰切割下料時存在“馬蹄”現象,使得連接孔在垂直方向上的位置存在偏差。現場測量時,偏差一般為1~2 mm。聯接板的“馬蹄”如圖2所示。
聯接板的“馬蹄”使得聯接孔的位置發生偏移。在點裝時,為了保證聯接板的垂直度和孔在垂直方向上的位置,應使用墊塊保證其垂直度,并將橫梁整體上抬。在點裝時,還可以利用同心桿保證聯接板之間孔的同心度。
2.2 點裝
為了抵消焊接變形,焊接前,將焊件向與焊接變形相反的方向變形,這樣,橫梁就會發生彎曲變形,向有聯接板的一側內弓。如果按照圖紙上兩連聯板之間的距離點裝,那么,橫梁彎曲變形之后,會導致聯接板之間的尺寸小于圖紙要求的尺寸。所以,在點裝時,要求保留一定的預變形尺寸量。
在點裝時,要保證主要尺寸的準確性,即聯接板與推移板之間的眼距、聯接板與聯接板之間的眼距、聯接板的同心度,并根據橫梁的大小預留不等的焊接變形量。根據推移橫梁的長度和寬度,總結、分析、跟蹤記錄推移橫梁的結果,并初步制定了橫梁點裝的預留變形尺寸量。點裝預留變形尺寸量如表2所示。
2.3 焊接
2.3.1 調整焊接順序
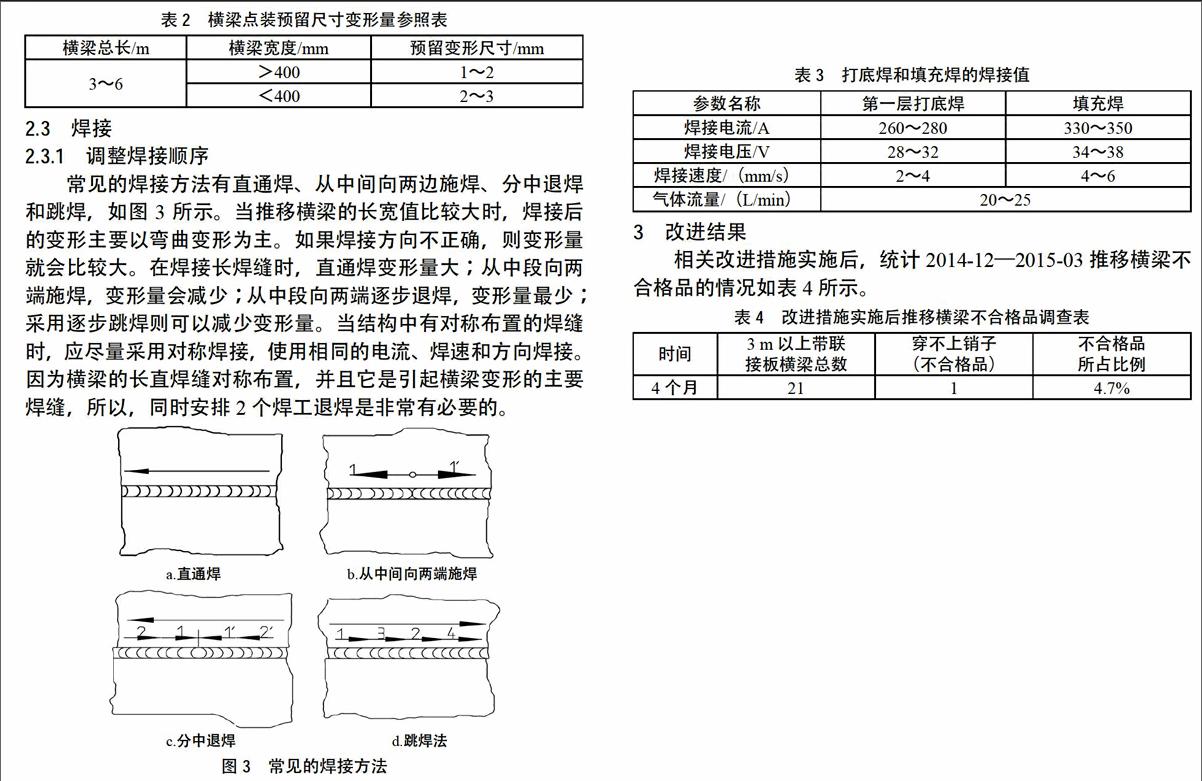
常見的焊接方法有直通焊、從中間向兩邊施焊、分中退焊和跳焊,如圖3所示。當推移橫梁的長寬值比較大時,焊接后的變形主要以彎曲變形為主。如果焊接方向不正確,則變形量就會比較大。在焊接長焊縫時,直通焊變形量大;從中段向兩端施焊,變形量會減少;從中段向兩端逐步退焊,變形量最少;采用逐步跳焊則可以減少變形量。當結構中有對稱布置的焊縫時,應盡量采用對稱焊接,使用相同的電流、焊速和方向焊接。因為橫梁的長直焊縫對稱布置,并且它是引起橫梁變形的主要焊縫,所以,同時安排2個焊工退焊是非常有必要的。
焊接順序為:①正面聯接板處等短焊縫打底,長焊縫先加固兩端,然后分段跳焊打底,將短小筋板角焊縫一次焊接完成,背面采用同樣的方法一次焊接完成;②將正面短焊縫焊完填滿,長焊縫分段蓋面焊接,待冷卻后再將其余焊縫焊完;③如果有加強壓板,在上述焊接工作完成后安裝,然后重復上述焊接順序,將壓板焊接完成。
根據后焊的比先焊的焊縫焊接變形大的原理,推移橫梁聯接板的焊接從外向內焊接。在此特別要注意的是,在焊接結構簡單的小橫梁時,可以按照以上步驟焊接,但是,當焊接有加強板的橫梁時,在焊接加強板的坡口時要注意橫梁的變形,采取邊測量邊焊接的方法,根據變形調整焊接順序。在焊接大橫梁時,要把聯接板留到最后焊接。
2.3.2 調整焊接速度、電流、電壓
經過現場調查發現,在焊接橫梁時,有的焊工沒有采用跳焊法焊接長直焊縫,也不能保證2個焊工同時完成焊接工作,這樣,通直焊就會引發7 mm以上的變形量。
焊接速度對焊縫成形、接頭性能都有影響,速度過快會出現咬邊、未焊透和氣孔等缺陷,速度過慢則效率低、輸入焊縫的熱量過多,接頭晶粒粗大,變形大,焊縫成形差。一般情況下,半自動焊接速度為15~40 m/h。
經過現場調查發現,打底焊和填充焊時焊工所用的焊絲是一樣的,但是,電流、電壓相差較大,焊接速度與焊接電流、電壓不匹配,電流、電壓太大、速度慢導致輸入焊縫的熱量大,焊接變形量增大。打底焊和填充焊的焊接值如表3所示。
3 改進結果
相關改進措施實施后,統計2014-12—2015-03推移橫梁不合格品的情況如表4所示。
從表4中可以看出,改進措施實施后,推移橫梁不合格品數大大減少了,不合格率由原來的19.6%降低到了4.7%,并且焊接后橫梁的變形大幅減少,各主要尺寸都在要求范圍內,一次性穿上銷子的概率也大幅增加。由此可見,在點裝時,預留焊接變形量,調整焊接順序,控制焊接電流、電壓的大小,可以有效解決推移橫梁因焊接變形量太大而裝不上銷子的問題。
參考文獻
[1]熊大勝.減少大型焊接結構件變形的措施[J].金屬加工(熱加工),2012(2).
[2]朱江.焊接變形的控制和預防[J].電焊機,2009(8).
[3]中國質量協會.QC小組基礎教材[M].北京:中國社會出版社,2008.
[4]付榮柏.焊接變形的控制與矯正[M].北京:機械工業出版社,2006.
〔編輯:白潔〕
猜你喜歡
山東工業技術(2017年6期)2017-03-28 10:26:34
建筑建材裝飾(2016年8期)2016-12-29 22:04:46
機械制造文摘·焊接分冊(2016年2期)2016-12-23 21:02:08
科學與財富(2016年18期)2016-12-22 18:18:55
中國高新技術企業(2016年30期)2016-12-20 04:00:34
科教導刊·電子版(2016年8期)2016-06-27 19:02:14
北極光(2016年2期)2016-04-29 22:39:00
中國科技博覽(2016年9期)2016-04-25 20:31:19
中國科技博覽(2016年7期)2016-04-25 15:41:57
哈爾濱理工大學學報(2015年3期)2015-09-21 10:37:19