2450冷軋鋁合金帶材展平壓下量與張力分析
2014-05-31 11:16:32楊海波
重型機(jī)械 2014年2期
梁 萌,楊海波
(北京科技大學(xué) 機(jī)械工程學(xué)院,北京 100083)
0 前言
展平機(jī)是鋁合金帶材冷軋中,設(shè)置在開卷機(jī)偏導(dǎo)輥與軋機(jī)入口側(cè)之間對(duì)熱軋來料進(jìn)行展平的設(shè)備。展平輥組實(shí)際上是一個(gè)有張力作用的輥式矯直機(jī)。帶材通過展平輥時(shí)產(chǎn)生反復(fù)的拉伸彎曲變形[1],改善板形的同時(shí),也改善了帶材的殘余應(yīng)力分布;在反復(fù)的拉彎變形中,開卷張力(后張力)也在帶材的塑性變形影響下不可避免的發(fā)生了變化。因此,探究帶材的展平過程以及如何調(diào)整展平設(shè)備的工藝參數(shù)以提供更好的軋制條件有著重要的意義。
1 展平機(jī)的工作原理
如圖1所示,展平機(jī)的展平輥組類似于一組矯直輥組,帶材通過時(shí)會(huì)產(chǎn)生反復(fù)的彈塑性變形,其基本原理是彈塑性拉伸彎曲矯直理論。帶材在張應(yīng)力和彎曲應(yīng)力的的疊加作用下,其中性層發(fā)生偏移,使得帶材的中心層產(chǎn)生塑性伸長(zhǎng)。因此,展平過程可以改善帶材板形,減小或消除橫向厚差。現(xiàn)在實(shí)踐與理論已經(jīng)證明:只有展平輥與正負(fù)彎輥的正確配合工作,可以達(dá)到既消除(或減少)帶材的橫向厚差,又能保證帶材的平直度要求[2]。
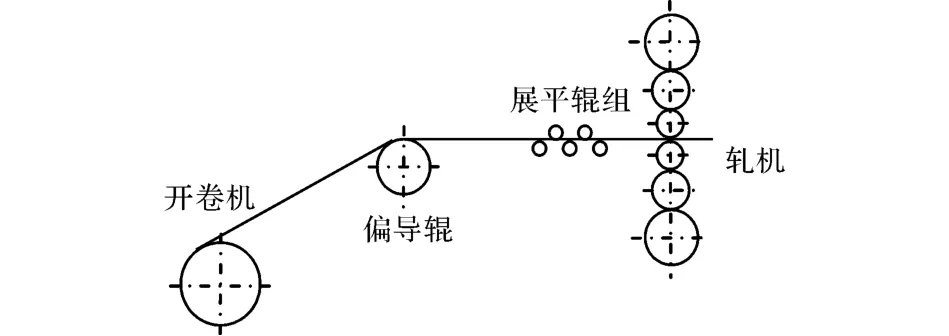
圖1 展平輥組位置示意圖Fig.1 Sketch of flattening roll location
拉伸彎曲過程合理工藝的制定主要取決于兩方面:其一是拉伸應(yīng)力與彎曲應(yīng)力對(duì)帶材延伸的貢獻(xiàn)問題;其二是拉彎過程拉伸應(yīng)力與彎曲應(yīng)力之間的相互關(guān)系問題[3]。展平機(jī)對(duì)帶材的展平中,帶材會(huì)發(fā)生彈塑性變形消耗能量以及摩擦的作用,均使張力產(chǎn)生損耗,導(dǎo)致展平機(jī)的入口張力小于出口張力。
2 建模仿真
2.1 模型建立的基本假設(shè)
(1)帶材的厚度相對(duì)于長(zhǎng)、寬很小,采用殼單元;
(2)由于展平輥各輥經(jīng)過表面硬化處理,展平過程中接觸變形很小,假定為剛性體;
(3)假設(shè)帶材的材料各向同性,忽略Bauschinger效應(yīng);
(4)假設(shè)帶材展平過程中速度穩(wěn)定,忽略帶材的慣性力和各種振動(dòng)。
帶材的展平過程是材料非線性、幾何非線性及邊界非線性的問題,而且?guī)Р脑谙蚯暗牡倪\(yùn)動(dòng)中產(chǎn)生變形,所以采用大位移的分析方法。
2.2 幾何模型
展平機(jī)輥組的尺寸及相互位置按某鋁廠現(xiàn)有設(shè)備給定,展平輥組各輥的直徑均為φ240 mm,各輥間水平間距為225 mm,帶材規(guī)格為1 200 mm×2 mm。實(shí)際中,帶材的展平過程是一個(gè)無限連續(xù)的過程,但不可能模擬全長(zhǎng)的展平,故只選取一段并只取帶材實(shí)際寬度的1/2進(jìn)行仿真。如圖2所示。
2.3 材料模型與單元選擇
在有限元模擬中,鋁帶材料取現(xiàn)場(chǎng)生產(chǎn)較多的3系鋁合金(主要為罐體料),其材料屈服極限取σs=100 MPa,泊松比為μ=0.33,彈性模量為E=69 MPa,硬化模量E1/E=0.01。

圖2 展平過程有限元建模Fig.2 Flattening process finite element modeling
帶材采用殼單元進(jìn)行建模,厚度方向上劃分為11個(gè)積分點(diǎn),提取其中第6個(gè)積分點(diǎn)(中間層)的縱向塑性應(yīng)變表征帶材的延伸率。
2.4 邊界條件
在展平機(jī)入口端即帶材后端截面上施加張應(yīng)力,在展平機(jī)出口處即帶材前端截面上施加位移載荷,完成帶材勻速向前運(yùn)行并經(jīng)歷展平輥組的過程。
對(duì)上兩個(gè)展平輥施加豎直向下的位移載荷,對(duì)最后一個(gè)調(diào)色輥施加豎直向上的位移載荷來完成展平輥組壓下量的調(diào)整。
3 仿真工況的確定
為了研究展平機(jī)兩個(gè)上展平輥壓下量對(duì)展平機(jī)出口張力以及展平效果的影響,固定展平機(jī)入口張力、帶材厚度等,設(shè)計(jì)的工況工藝見表1。

表1 不同壓下量工況工藝參數(shù)表Tab.1 Process parameters of different reduction
為了研究展平機(jī)入口張力對(duì)展平機(jī)出口張力以及展平效果的影響,固定展平機(jī)壓下量、帶材厚度等,設(shè)計(jì)的工況工藝參數(shù)見表2。
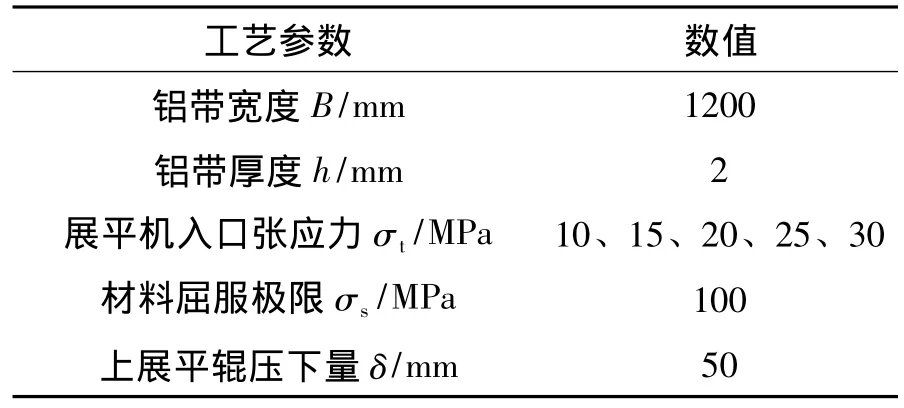
表2 不同入口張力工況工藝參數(shù)表Tab.2 Process parameters of different entry tension
4 計(jì)算結(jié)果分析
對(duì)表1、表2所列不同工況,采用Abaqus軟件仿真分析了展平輥的壓下量、展平機(jī)入口張力變化對(duì)展平過程的影響,以及不同板形缺陷的帶材的展平過程。
4.1 展平輥壓下量對(duì)展平過程的影響
(1)對(duì)展平機(jī)出口張力的影響。如圖3所示,隨著壓下量的增加,展平機(jī)出口張應(yīng)力呈線性增大。且相比入口張應(yīng)力15 MPa帶材經(jīng)過展平過程后出口張應(yīng)力均大于入口張應(yīng)力。原因是壓下量增加使帶材的彎曲曲率及其與輥面的接觸壓力均增大,進(jìn)而使帶材的延伸以及需克服的摩擦力增大,相應(yīng)的展平機(jī)出口張力也變大。

圖3 出口張應(yīng)力隨壓下量的變化Fig.3 The change of exit tension with reduction
(2)對(duì)帶材延伸率的影響。在展平過程中,往往更關(guān)心帶材產(chǎn)生的縱向塑性延伸。提取帶材延伸率的橫向分布。此外,為了直觀的描述帶材延伸率分布的均勻程度,采用寬度方向上N個(gè)節(jié)點(diǎn)縱向應(yīng)變值的標(biāo)準(zhǔn)差與平均值之比表示不均勻度。標(biāo)準(zhǔn)差,故不均勻度λ=SD。
如圖4a所示,隨著帶材壓下量的增大,帶材通過展平機(jī)產(chǎn)生的延伸率隨著兩個(gè)展平輥壓下量的增大而增大。當(dāng)壓下量達(dá)到70 mm左右時(shí),延伸率增長(zhǎng)曲線均變緩。這是因?yàn)椋瑤Р脑谠摴r下產(chǎn)生的彎曲曲率存在極限。如圖4b所示為展平輥不同壓下量時(shí),帶材延伸率橫向分布的不均勻度。隨著壓下量的增加,帶材延伸率的橫向分布趨于均勻。
如圖5所示,帶材的展平過程主要可以分為4個(gè)彎曲階段,在交替的拉伸彎曲變形中,各彎曲單元使帶材產(chǎn)生的彎曲曲率會(huì)有所不同。

圖4 帶材延伸率橫向分布不均勻度隨壓下量的變化Fig.4 The change of distribution unevenness of elongation rate with reduction

圖5 展平輥組彎曲單元Fig.5 Bending unit of flattening roll group
各個(gè)彎曲單元對(duì)帶材產(chǎn)生即延伸率的貢獻(xiàn),以及其隨著壓下量的變化如表3所示。
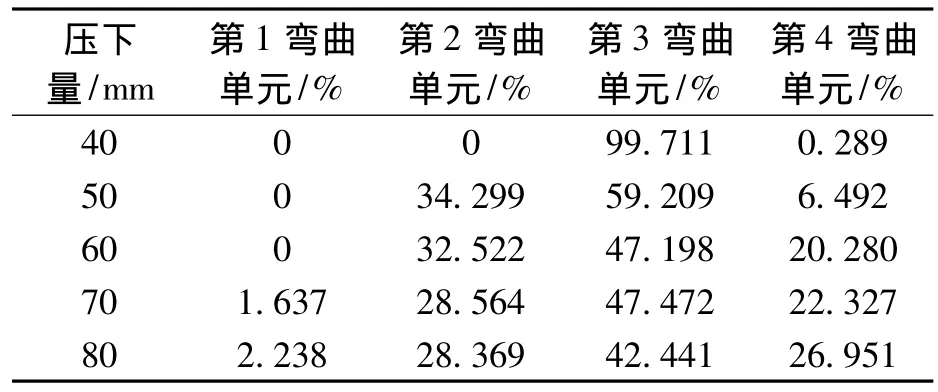
表3 各彎曲單元對(duì)延伸率貢獻(xiàn)隨壓下量變化Tab.3 Change of elongation rate with reduction
由表3可以看出,在壓下量較小時(shí),帶材在第1、4彎曲單元產(chǎn)生的延伸率較小;隨著壓下量的增加,第4彎曲單元產(chǎn)生的延伸率不斷增大,同時(shí)第2、3彎曲單元的延伸率貢獻(xiàn)減小。在展平過程中,第1彎曲單元對(duì)延伸率的貢獻(xiàn)始終很小,第3彎曲單元對(duì)帶材延伸率的貢獻(xiàn)最大。
4.2 展平機(jī)入口張力對(duì)展平過程的影響
(1)對(duì)展平機(jī)出口張力的影響。如圖6所示,與壓下量增加的情況相似,隨著展平機(jī)入口張力的增加,其出口張力完全呈線性增加,并且出口張力值均大于入口張力值。

圖6 延伸率及出口張應(yīng)力隨入口張應(yīng)力的變化Fig.6 Change of elongation rate and exit tension with entry tension
(2)對(duì)帶材延伸率的影響。如圖7a所示,帶材延伸率隨著展平張力的增大而增大,且隨著張力的增大始終呈線性增長(zhǎng)。即在足夠大的張力條件下,帶材的可以獲得足夠大的延伸率,帶材的板形缺陷均可以被展平。如圖7b中所示,隨著入口張力的增大,帶材的延伸率分布不均勻度不斷減小,即帶材的延伸率分布更加均勻。
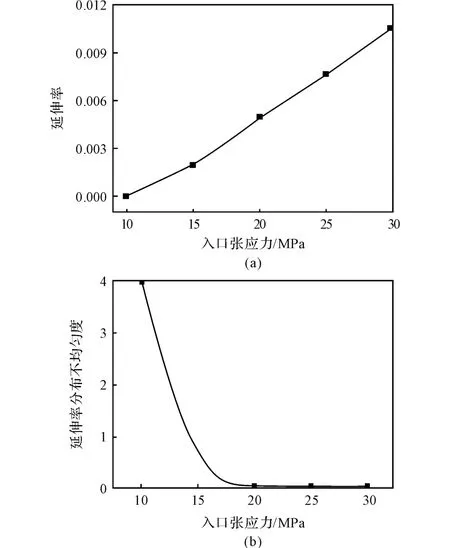
圖7 帶材延伸率及其分布隨入口張力的變化Fig.7 Change of distribution unevenness of elongation rate with entry tension
各個(gè)彎曲單元對(duì)帶材產(chǎn)生延伸率的貢獻(xiàn),以及其隨著入口張力的變化如表4所示。

表4 各彎曲單元對(duì)延伸率貢獻(xiàn)隨入口張力變化Tab.4 Change of elongation rate with entry tension
由表4可以看出,隨著入口張力的增加,第1彎曲單元對(duì)延伸率的貢獻(xiàn)率不斷增加,第2、第4彎曲單元的貢獻(xiàn)先增大然后減小,第3彎曲單元的貢獻(xiàn)率不斷減小。總體上,第2、第3彎曲單元對(duì)延伸率的貢獻(xiàn)較大,第4彎曲單元的貢獻(xiàn)率最小。
4.3 帶材縱向應(yīng)力的分布
在不同的工況情況下,取帶材橫截面上各厚度積分點(diǎn)縱向應(yīng)力的代數(shù)平均值,即為帶材經(jīng)過展平后殘余應(yīng)力與張應(yīng)力的合力。
如圖8所示,(a)、(b)為不同壓下量帶材縱向應(yīng)力的均值及分布不均勻度;(c)、(d)為不同入口張應(yīng)力的情況。

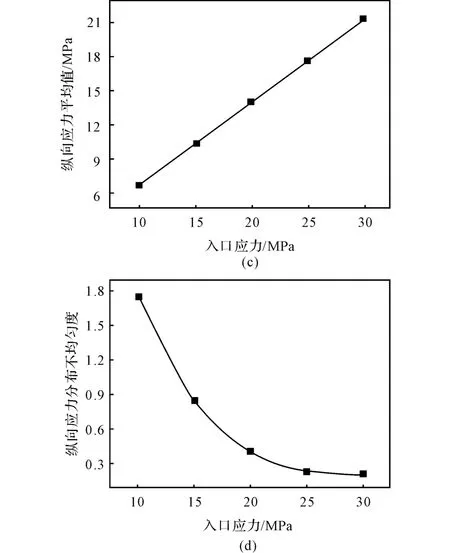
圖8 不同工況下帶材縱向應(yīng)力Fig.8 Longitudinal stress of different operating condition
由圖8可以看出,隨著壓下量和入口張應(yīng)力的增加,帶材展平后的縱向應(yīng)力值增大。入口張應(yīng)力的增加使縱向應(yīng)力分布不均勻度不斷減小;壓下量增大,縱向應(yīng)力分布不均勻度先增大后減小。
4.4 壓下量調(diào)整與入口張力調(diào)整的對(duì)比
在調(diào)整展平機(jī)壓下量和入口張應(yīng)力兩種工藝參數(shù)時(shí),可以通過不同的參數(shù)組合使帶材產(chǎn)生相同的塑性延伸,不同的工藝參數(shù)將得到不同的展平效果。
選取三種工藝方案,使帶材達(dá)到相同的延伸率:大壓下小張力(50/15)、中等壓下中等張力(38/20)、小壓下大張力(25/30)。對(duì)三種方案帶材的展平進(jìn)行對(duì)比分析,如圖9、10所示。
如圖9所示,通過數(shù)據(jù)的計(jì)算,對(duì)比三種調(diào)整方案,小壓下大張力的方案延伸率分布不均勻度最大,大壓下小張力的方案延伸率分布不均勻度最小。由此可見,在較大的壓下量可以使帶材的延伸率分布更趨于均勻。
如圖10所示,對(duì)比三種調(diào)整方案展平機(jī)展平輥組的展平力。不同的工藝方案下,展平力在各展平輥的分布略有不同:張力較大時(shí),第2、3輥展平力較大;壓下較大時(shí),第4輥的展平力更大。同時(shí)通過計(jì)算,展平機(jī)所受的總展平力在壓下較大時(shí)更大。
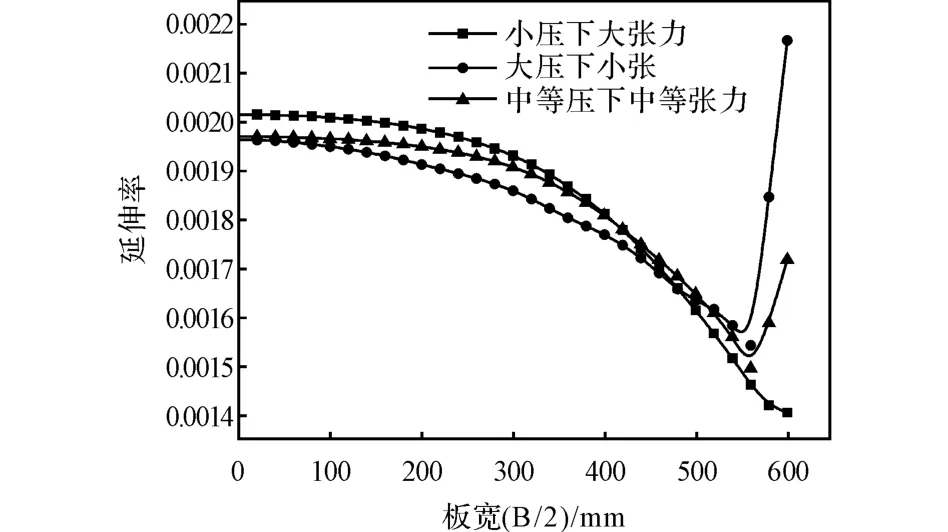
圖9 三種調(diào)整方案延伸率橫向分布Fig.9 Lateral distribution of elongation rate of 3 adjustment scheme
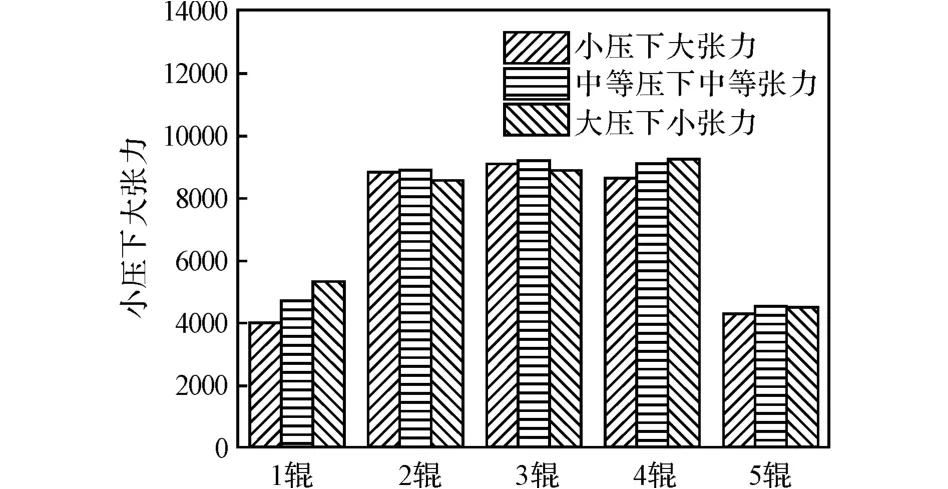
圖10 三種調(diào)整方案的展平力Fig.10 Flattening stress of 3 adjustment schemes
5 結(jié)論
(1)研究建立了關(guān)于鋁板帶展平過程的Abaqus有限元仿真模型,并針對(duì)2 450 mm五輥展平機(jī)作了大量的工況計(jì)算。
(2)研究分析了展平輥壓下量、展平機(jī)入口張力等因素對(duì)展平過程的影響規(guī)律,包括延伸率、縱向應(yīng)力、出口張應(yīng)力以及延伸率的產(chǎn)生過程。
(3)對(duì)比了調(diào)整壓下量以及調(diào)整入口張應(yīng)力兩種工藝調(diào)整方式對(duì)展平過程的影響。
[1]于超.鋁帶材冷軋機(jī)機(jī)前展平輥重疊量的探討[J].有色金屬加工,2007(2):48-50.
[2]劉啟森.鋁帶材冷軋機(jī)展平輥的工作原理及參數(shù)確定[J].輕合金加工,1983(4):50-54.
[3]李同慶,陳先霖,王建國(guó).拉彎矯直過程張力損失的力學(xué)分析[J].重型機(jī)械,1999:43-45.