雙卷筒卷取機的國產化研究與設計
2014-05-31 11:16:44謝二虎余小軍
重型機械 2014年2期
謝二虎,李 軻,陶 晶,余小軍
(中冶賽迪工程技術股份有限公司,重慶市鋼鐵冶金工程技術研究中心,重慶 401122)
0 前言
雙卷筒卷取機因具有卷取效率高,設備結構緊湊等特點,而成為目前最先進的冷軋卷取機,因此被廣泛地用在生產速度高的冷連軋機組上。但由于設備機構復雜,近年來雙卷筒卷取機基本上以引進為主,國內也有相關機構在雙卷筒卷取機的國產化方面做過相關工作,但僅停留在消化移植的層面上[1-4]。本文采用三維設計、有限元計算與仿真、數值分析與計算等方法對雙卷筒卷取機的設備結構、工作原理、主傳動系統及其振動特性、卷取過程的動態特性、二次脹徑等進行了系統的分析和研究,并結合編程開發出了雙卷筒卷取機輔助設計平臺,完成了雙卷筒卷取機的國產化研究與設計,并獲得國家發明專利一項,開發出的雙卷筒卷取機已成功應用于多個冷軋工程。
1 設備結構及工作原理分析
本文在計算分析中,采用的卷筒直徑為508 mm,帶鋼厚度為5 mm。
芯軸外套式雙卷筒卷取機主要由主傳動電機、初級減速機、次級減速機、轉盤及支撐機構、脹縮卷筒及皮帶助卷器組成,如圖1所示。兩個脹縮式卷筒A、B在轉盤上成180度布置,卷筒A所在的位置稱作“穿帶位”,卷筒B所在的位置稱作卷取位,雙卷筒卷取機的卷取流程:①卷筒A穿帶操作,此時卷筒B卸卷→②卷筒A完成穿帶,此時卷筒B完成卸卷→③轉盤旋轉180度→④卷筒A切換到卷取位,卷筒B進入穿帶位→⑤卷筒A開始正常卷取,卷筒B做好穿帶準備→⑥卷筒A卷完一卷鋼→⑦飛剪切斷帶鋼→⑧卷筒B開始穿帶,卷筒A準備卸卷,新的卷取循環開始。
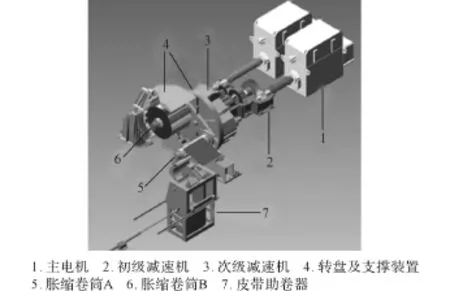
圖1 芯軸外套式雙卷筒卷取機設備結構示意圖Fig.1 Structure view of core shaft sleeve dual-mandrel coiler
2 主電機的選型設計
在雙卷筒卷取機主電機選型上,需要保證以下兩點:
1)確保主電機在最高轉速工作時,卷筒的轉速高于卷取最薄規格時的最高轉速;并盡可能讓主電機在額定轉工作時,卷筒的轉速低于卷取最厚規格帶鋼時的最低的轉速,即

2)確保主電機的最大輸出扭矩能滿足卷取最厚帶鋼時最大卷取扭矩的要求,即:
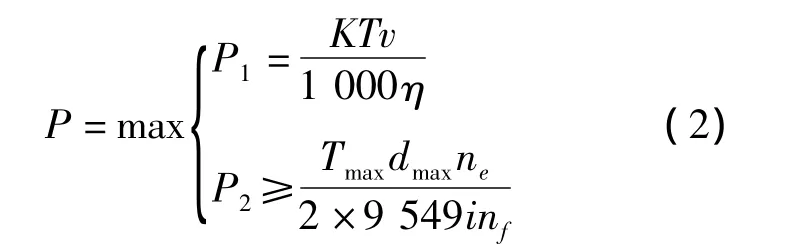
式中,ne為電機額定轉速;nf為卷筒的最低轉速;nmax為電機的最高轉速;ni為卷筒的最高轉速;P為電機功率;K為帶鋼彈性變形系數;T為帶鋼張力;υ為最高卷取速度;η為系統的傳動效率;i為卷取機傳動裝置的總傳動比;Tmax為最大帶鋼張力;dmax為最大卷徑。
3 卷取機特性分析
3.1 主傳動系統振動特性分析
大型軋鋼設備傳動系統的設計中應注意避開其共振區域,以防止設備發生共振破壞。因此,對雙卷筒卷取機的傳動系統進行扭轉振動的分析是十分必要的。本文采用Matlab、商用有限元軟件等對雙卷筒卷取機主傳動系統的扭振特性進行了分析計算,計算結果參見表1。
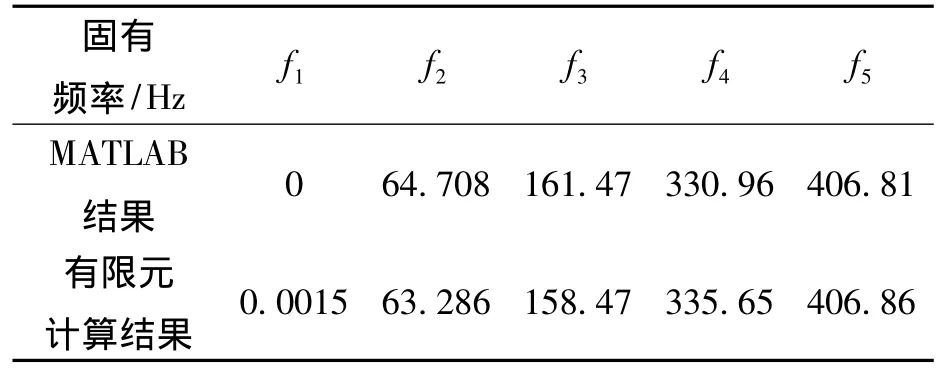
表1 某冷軋廠Carrousel卷取機傳動系統扭振分析結果Tab.1 Torsion oscillation analysis results of Carrousel coiler in a certain mill
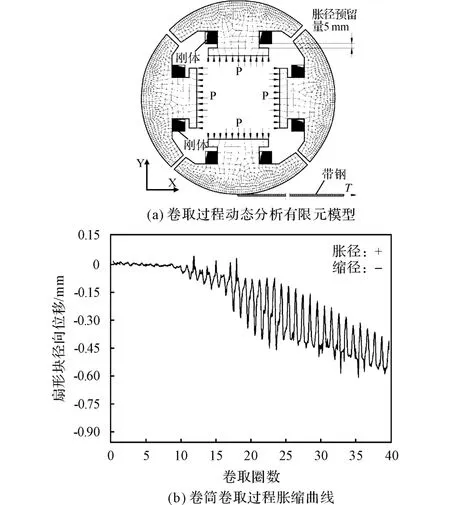
圖2 卷取機卷取過程動態特性分析Fig.2 Analysis of dynamic characteristics during coiling process
3.2 卷取過程動態特性分析
為了得到卷筒卷取過程中的徑向壓力和卷筒脹縮徑規律,本文采用三維設計、運動仿真、有限元分析等手段對雙卷筒卷取機的卷取過程進行了模擬分析,得到了脹縮式卷筒卷取過程中徑向壓力的變化趨勢及脹縮徑規律,為脹縮式卷筒的設計選型提供了理論依據。有限元模擬計算結果如圖2及表2所示。
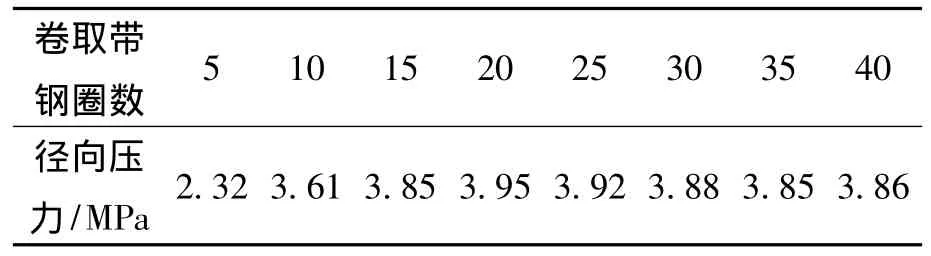
表2 徑向壓力計算結果Tab.2 Calculation results of radial pressure
從表2中可以看出,在卷筒卷取0~20圈時,隨著卷取圈數的增加,卷筒上所受的徑向壓力也不斷增大,而隨著卷取過程的繼續進行,當卷取圈數增加到25圈及以上時,卷筒表面的徑向壓力會有所下降,并維持在3.85 MPa左右。結合圖2中的脹縮曲線可知,在脹縮式卷筒卷取過程中,隨著卷取圈數的增加,卷筒表面的徑向壓力也會不斷增大,當徑向壓力增大到脹縮缸的拉力無法維持時,卷筒將發生自陷式縮徑,卷筒外表面與鋼卷內表面發生瞬時脫離,鋼卷內部的張應力得到短暫的釋放,卷筒表面所受到的徑向壓力下降,當徑向壓力下降到脹縮缸的拉力能維持時,卷筒停止縮徑,而隨著卷取過程的繼續,卷筒表面的徑向壓力還會繼續增大,卷筒還會繼續發生縮徑,脹縮式卷筒的脹縮徑過程是一個動態過程。
4 二次脹徑的研究
在穿帶過程中,因皮帶助卷器撤離后,為了防止帶鋼與卷筒之間的徑向壓力不夠而引起的帶鋼打滑擦傷,本文采用有限元分析的手段對卷筒二次脹徑技術進行了分析和研究:在初次脹徑時留一點余量,而在皮帶助卷器撤離時,對卷筒進行二次脹徑,以確保卷筒與帶鋼之間有足夠的徑向壓力,防止帶鋼打滑擦傷。本文采用商用有限元軟件對卷取3、4、5圈后卷筒的二次脹徑過程進行了分析和模擬了,得到脹縮曲線和計算結果如圖3、表3所示(預留脹徑量為5 mm)。
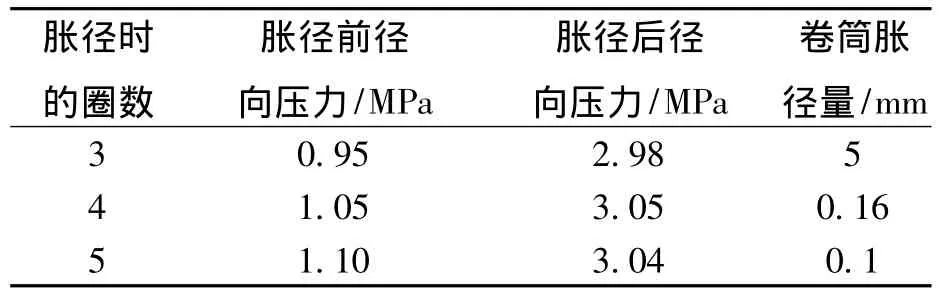
表3 二次脹徑模擬計算結果Tab.3 Calculation results of secondory expanding simulation
從圖3和表3中的模擬計算結果可看出,在卷取3圈后進行二次脹徑,卷筒能夠迅速脹開至最大直徑,并在卷筒與鋼卷之間形成足夠的徑向壓緊力,有效防止帶鋼的打滑。而在卷取4圈或4圈以上時進行二次脹徑,雖然能夠在卷筒與鋼卷之間形成足夠的徑向壓緊力,但由于卷筒并沒有脹到最大直徑,這會給后續的卸卷工序帶來困難。因此卷取3圈后時開始二次脹徑是最佳二次脹徑時機。
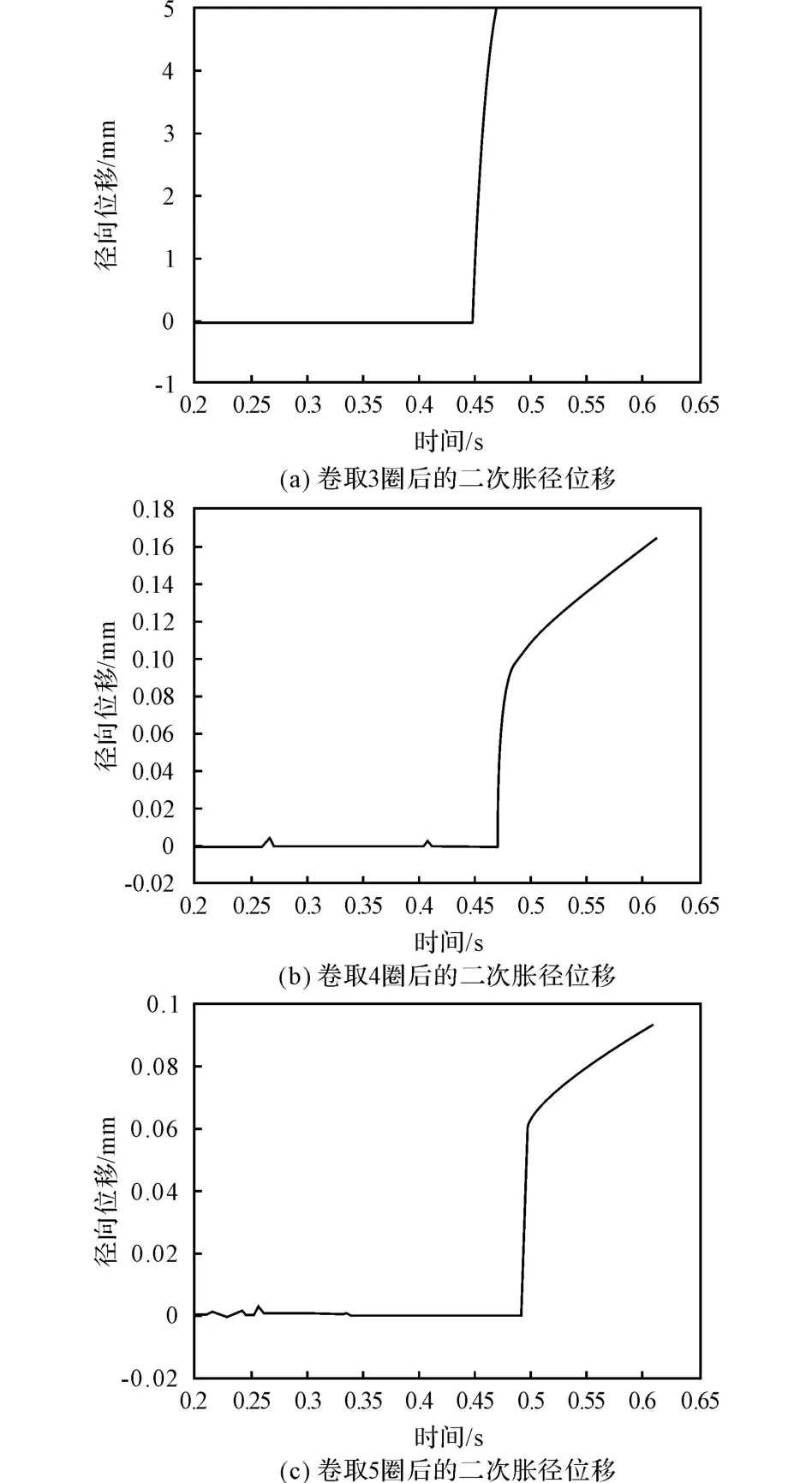
圖3 卷取不同圈數后卷筒的脹徑曲線(帶鋼厚度為5 mm)Fig.3 Expanding curve of reel during different coiling circles when the strip thickness of 5mm
5 輔助設計平臺
結合前面的理論分析和計算,采用C++和PCL編程語言開發了雙卷筒卷取機的輔助設計平臺,該平臺集參數化設計、強度校核、扭振分析、動態響應分析等于一體,簡化了設計流程, 提高了設計效率,軟件界面見圖4。
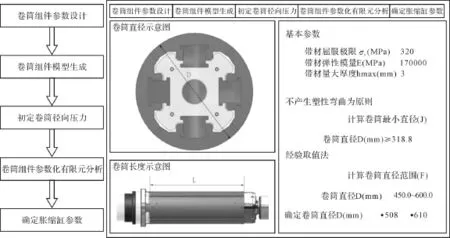
圖4 雙卷筒卷取機輔助設計平臺界面示意圖Fig.4 Interface schematic of aided design platform in dual-mandrel coiler
6 結論
本文對雙卷筒卷取機的設備結構、工作原理做了介紹,對主傳動系統的振動特性、卷取過程的動態特性、二次脹徑等進行了系統的分析和研究,并結合編程手段開發出了雙卷筒卷取機輔助設計平臺,完成了雙卷筒卷取機的國產化設計與研究,并獲得國家發明專利一項。本文在雙卷筒卷取機設計與研究中所采用的方法值得大型冶金設備的國產化借鑒。
[1]周國盈.帶鋼卷取設備[M].北京:冶金工業出版社,1992:66-101.
[2]姜世平,焦時光,張娜,等.Carrousel卷取機結構及運動、動力參數分析[J].機械設計,2007,24(10):18-21.
[3]甄志霞,王立峰.卡盧賽卷取機在邯鋼酸洗-冷軋聯合機組中的應用[J].浙江冶金,2008,41(3):7-9.
[4]彭建東.卡羅塞爾卷取機國產化[J].江蘇冶金,2002,30(4):48-52.
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
山東工業技術(2016年15期)2016-12-01 05:31:22
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
船海工程(2013年6期)2013-03-11 18:57:27