5MN多功能金屬擠壓機結構設計
2014-05-31 11:16:28裴志強權曉惠
重型機械 2014年2期
關鍵詞:工藝
裴志強,權曉惠
(金屬擠壓與鍛造裝備技術國家重點實驗室,陜西 西安 710032)
0 前言
按照“金屬擠壓與鍛造裝備技術國家重點實驗室(以下簡稱“國家重點實驗室”)”的建設計劃,需要建造一臺小噸位實驗用臥式擠壓機。要求該機:①可實現正向擠壓和反向擠壓工藝;②能夠實現無穿孔(單動)擠壓和穿孔(雙動)擠壓;③能夠對多種變形有色合金及黑色金屬都進行擠壓工藝實驗;④擠制產品為管材、棒材、型材;⑤作為科研設備,具有充分的檢測功能,能夠檢測壓機在不同工作條件下的力能、位置、速度等參數的實際變化,積累可靠的科研數據;⑥同時,作為大中型臥式擠壓機的結構樣機,該機必須為液壓傳動,臥式結構,預應力框架。即這臺擠壓機在設備結構上和可實現的工藝方法上都具有廣泛的代表性、相似性和先進性。為了達到上述要求,設計難點在于必須兼顧:①設備要兼顧正向擠壓和反向擠壓工藝的需要;②具備穿孔系統;③能夠對多種有色合金及黑色金屬進行擠壓,由于各種金屬材料允許的擠壓速度相差很大,這就要求設備各運動部件(尤其活動梁)具有很大速度運行范圍,且具有較高的運動位置和速度可控性;④“國家重點實驗室”的研究重點在于擠壓工藝和設備開發兩方面。所以,這臺小型擠壓機要作為大中型臥式擠壓機的結構樣機來設計,在結構設計上應確保可實現基本的工藝方法,同時具有與現代化大中型臥式擠壓機結構的相似性。因此,該機應為臥式結構,預應力框架,具有橫向移動模架和機內垂直剪切的主剪刀等;⑤檢測功能完善,滿足科研的需要。
1 確定擠壓機設計方案
1.1 設計方案
由于要求擠壓機具有多功能、多用途,且具有設備結構的代表性,其設計方案要點如下:
(1)主體結構為臥式。主框架為預應力組合結構;
(2)作為正向擠壓和反向擠壓兩用設備,設計為“雙軸”結構,即在橫向移動模架上設“模軸”安裝位,用于反向擠壓時安裝模軸,正向擠壓時安裝模具;在活動梁上設“擠壓軸”安裝位,用于在正向擠壓時安裝擠壓軸,在反向擠壓時安裝擠壓堵頭或擠壓軸;
(3)采用內置式穿孔系統,即主柱塞同時作為穿孔油缸的缸體。
(4)主剪刀安裝在左右上壓套上,為適應正向擠壓和反向擠壓時不同剪切位置的需要,設計兩個剪刀安裝位,按工藝需要可將剪刀移位;
(5)因擠壓黑色金屬時需要設備的擠壓速度最快,工作過程需要傳動介質的流速最大,故按擠壓黑色金屬的需要確定相應工作油缸的油路,液壓傳動系統各元件和零部件也必須按最大需要流量配置;
(6)具有完善的檢測功能,能夠實時檢測和記錄壓機在不同工作條件下的力能、位置、速度等參數的實際變化。
1.2 確定主參數
(1)錠坯材料及規格。擠壓制品材料范圍:各種變形有色金屬及合金、黑色金屬;鑄錠直徑:φ100 mm,φ120 mm。
(2)工藝參數。
擠壓筒內徑/mm φ105,φ125
鑄錠最大長度/mm 420
擠壓筒長度/mm 500
(3)擠壓機主參數。
公程擠壓力/MN 5
活動梁空程前進力/MN 0.86
活動梁回程力/MN 0.42
擠壓筒鎖緊力/MN 0.86
擠壓筒松開力/MN 0.42
額定穿孔力/MN 1.37
穿孔支撐力/MN 0.88
剪切力/MN 0.34
移動模座移動力/kN 80
主柱塞行程/mm 1 200
擠壓筒行程/mm 1 200
最大穿孔行程/mm 520
擠壓筒加熱溫度/℃ ~550
擠壓速度/mm·s-10.2~180,無級可調
穿孔速度/mm·s-10~100,無級可調
系統工作介質 抗磨液壓油LHP46
主系統工作壓力/MPa 28
擠壓中心線高度/mm 850
(4)擠壓機控制精度。
速度控制精度/mm·s-1±0.1
穿孔針定位精度/mm ±3
擠制品偏心率 85%的制品±2%
2 擠壓機的結構
2.1 總體結構
按設計方案,實驗用5MN多功能金屬擠壓機設計為臥式三梁四柱結構、預應力框架、采用模軸與擠壓軸“雙軸”系統、內置式穿孔系統,擠壓筒移動缸安裝在后梁上。框架的承壓壓套同時兼做活動梁和擠壓筒運動的導向板安裝基體,活動梁和擠壓筒的運動導向采用下導向為水平平面導向,上導向為“X”導向。5 MN多功能金屬擠壓機主機的主要構成部件如圖1所示。
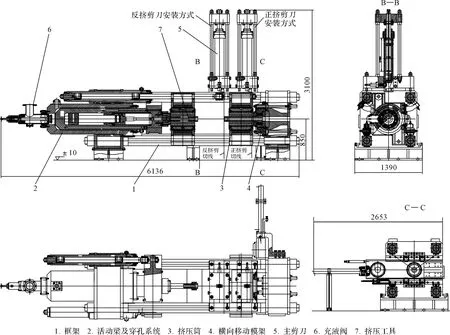
圖1 實驗用5 MN多功能金屬擠壓機Fig.1 5MN experimental multi-functional metal extrusion press
2.2 擠壓機主機組成部件的結構特點
(1)框架。主機框架采用預應力結構,由四根拉桿和空心壓套在預應力作用下經螺母擰緊,將前梁、后梁組成一個剛性整體。從技術角度看,小型擠壓機的框架可以設計成鑄造式整體結構或焊接式整體結構,而組合式預應力框架是適合于大中型液壓機的框架結構,為保持結構相似性,該壓機采用了組合式預應力框架。預應力結構提高了框架的剛性,從而提高了壓機的精度。①拉桿經予伸長、空心壓套經預壓縮后,拉桿僅承受拉應力,壓套起支撐作用,在擠壓過程中框架彎曲變形小,因而框架結構剛性好。②拉桿伸長量不足非普通張立柱的40%,前梁移動量大大減少,各拉桿相對伸長量誤差很小,對中精度的偏差減到了最小,因此壓機精度高,利于保證制品精度。③拉桿拉應力脈動幅度減小至約40%,疲勞壽命得到極大的提高。
(2)活動梁及穿孔系統。按功能可分為主缸組及活動梁、內置式穿孔系統兩部分。
活動梁為實現擠壓工藝的傳力件,主缸組包括主工作缸和兩個側缸。主工作缸為柱塞缸,主柱塞裝于后梁的中心;兩個側缸為活塞缸,對稱安裝于主缸兩側,用于控制活動梁空程前進、擠壓和回程。活動梁后端面與主柱塞及側缸活塞桿相連,前端面安裝擠壓軸。活動梁在四根壓套外表面的導軌上滑動。擠壓軸的中心可通過調節其與導軌之間的滑動副的螺紋調整。
穿孔系統由穿孔缸、穿孔針座及其導向滑道構成,置于主柱塞內。穿孔缸為活塞缸,主柱塞兼作穿孔缸缸體。主柱塞內設穿孔針座的運動導向機構。穿孔系統穿孔針后拉力設有液壓限定保護,可設定最大允許拉力。可通過開在主柱塞上的孔人工對穿孔針進行旋轉。
(3)擠壓筒。由擠壓筒支座(外殼)、預應力組合擠壓筒、擠壓筒移動缸組、擠壓筒加熱及其連接件等組成部件。采用兩層預應力組合筒。采用軸向直棒式電阻加熱,加熱棒沿圓周均勻分布在擠壓筒外套內,擠壓筒加熱溫度可達550℃。外套和擠壓筒支座(外殼)之間填有絕熱保溫材料。擠壓筒支座(外殼)在四根壓套外表面導軌上滑動。擠壓筒的中心可通過調節其與導軌之間的滑動副的螺紋調整。擠壓筒的運動采用兩個活塞缸驅動,驅動油缸安裝在后梁上。
(4)橫向移動模架。橫向移動模架由模架及其上下導軌、模架移動油缸及其安裝支座等組成。移動模架采用兩工位直線移動式,用于擠壓和清筒的交替工作。一個工位用于安裝模軸及模具,另一工位用于安裝清筒軸或清理墊。模架的運動設有上下、左右導向,導向裝置具有足夠的剛度。反向擠壓時,模軸安裝在移動模架上,采用錐面預壓壓緊,隨移動模架精確定位,能實現快速更換。模軸具有足夠的穩定性,在反向擠壓和分離壓余時,裝在前梁上的4個液壓缸鎖緊模架。
(5)分離剪。用于制品與壓余的分離,分離剪垂直安裝在上壓套的上方。分離剪有兩個安裝位置,分別適用于正向擠壓或反向擠壓工藝。在改變擠壓方式時,需要將分離剪移位。剪刀片的運動由活塞缸驅動,為降低高度,驅動油缸采用缸動式,缸體直接作為導向滑塊,可拆卸的剪刀片安裝在油缸下端面。剪刀片與模具端面的間隙可以調整。當提升到上極限位時,為了防止滑塊下落引起事故,設有氣缸驅動的插銷式安全裝置。
(6)擠壓工具。由擠壓軸、模軸、接料筒、組合模具和清理墊組成。
(7)充液閥。在主缸底部設有大通徑充液閥,保證動梁快速前進和后退時主缸進排液壓油流動暢通。
3 擠壓機運動部件的驅動及檢測控制方式
(1)擠壓機主機的主要動作均為液壓傳動,采用油泵直接傳動形式。按設備工作速度的要求,通過流量組合的方式實現擠壓機主要運動部件速度的無級調整和空程快速動作;
(2)采用位移測距。監控擠壓筒和擠壓軸相對于擠壓中心位置的偏移;
(3)設有壓力傳感器,活動橫梁、穿孔針的壓力可根據不同產品的工藝需要設定并實時控制;
(4)設有速度及位移傳感器,活動橫梁、穿孔針、擠壓筒的位置和運行速度可根據工藝需要通過比例流量閥設定并實時控制,實現運動平穩、位置準確;
(5)設有位移傳感器,主剪刀、橫向移動模架的運動通過比例流量閥實現慢速啟動-快速運動-慢速接近的方式控制,實現運動平穩、位置準確。
4 正向擠壓及反向擠壓功能的實現
5MN多功能擠壓機可完成正向擠壓、反向擠壓兩種工藝模式。當活動梁上安裝擠壓軸、橫向移動模架上安裝擠壓模時,壓機處于正向擠壓模式;當活動梁上安裝擠壓軸或擠壓堵頭、橫向移動模架上安裝模軸、擠壓模具安裝在模軸上時,壓機處于反向擠壓模式。在這兩種模式下,均可實現穿孔擠壓(雙動擠壓)和不穿孔擠壓(單動擠壓)。
通過液壓系統提供的不同傳動介質流量,活動梁帶動擠壓軸可以在不同的速度下工作,完成多種材料(包括各種變形有色合金和黑色金屬)的擠壓。按照錠坯上料時,錠坯與擠壓筒位置的前后不同,可實現前上料和后上料。
5 結束語
5MN多功能金屬擠壓機做為研發新型擠壓機的樣機,已于2010年成功安裝在金屬擠壓與鍛造裝備技術國家重點實驗室。該機具有廣泛的工藝適應性,可完成正向擠壓、反向擠壓兩種工藝模式;可實現穿孔擠壓(雙動擠壓)和不穿孔擠壓(單動擠壓);可以按不同材料對擠壓速度的要求,在不同的速度下工作,完成多種材料的擠壓;還可實現前上料和后上料。
[1]魏軍編著.金屬擠壓機[M].北京:化學工業出版社,2006.
[2]溫景林.有色金屬擠壓機與拉拔技術[M].北京:化學工業出版社,2007.
[3]俞新陸.液壓機[M].北京:機械工業出版社,1990.
[4]權曉惠,董曉娟,裴志強,等.國內最大的銅擠壓機生產線-40 MN銅擠壓機生產線[J].重型機械,2002(5).
[5]王國紅.金屬擠壓機結構設計的新特點[J].重型機械,2013(05).
[6]楊程,趙升噸,王軍,等.擠壓筒摩擦對正擠壓成形影響的研究[J].鍛壓技術,2009(02).
[7]劉靜安.金屬擠壓成形理論與技術發展的現狀與趨勢(3)[J].鋁加工,2001(01).
[8]鄧小民.反向擠壓時的擠壓力變化規律[J].中國有色金屬學報,2002(01).
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52