TIG焊接TC4工藝參數對熔合區顯微組織特征影響研究
2013-12-25 06:51:50陳茂軍
長沙航空職業技術學院學報 2013年3期
陳茂軍
(西安航空職業技術學院,陜西 西安 710089)
TC4鈦合金是20世紀40年代初期研制成功的一種中等強度α+β型鈦合金,具有優良的綜合性能[1]。鈦作為一種優良的結構材料具有高的比強度、比剛度、良好的加工性、極強的抗腐蝕性能,成功的應用于航空航天、化工、艦船、海洋工程、兵器、能源、交通運輸等領域[2]。TC4鈦合金可以采用不同的方法進行焊接,TIG焊接鈦合金是一種較好的焊接方法之一。
文中利用TIG焊接鈦合金,材料厚度為1.2mm,單面焊雙面成形,正反面用惰性氣體Ar氣進行保護,分別用幾組不同的焊接工藝參數進行焊接試驗,得到的焊接試樣進行橫向切割制成金相,觀察焊縫熔合區組織在不同焊接工藝參數條件下的形貌特征,從而對焊接工藝參數進行比較和合理的評價,并且對每組試樣熔合區組織不同位置成分進行分析。
1 試樣制備與焊接工藝
1.1 試驗材料及設備
試驗的母材選用TC4鈦合金板,厚度為1.2mm,供貨狀態為退火狀態,化學成分為:Al5.5~6.8%,V3.5~4.5%,Fe0.3%,C0.08%,N0.05%,H0.015%,O0.20%,Ti余量,其他0.4%。試片的規格為150mm×150mm;試驗的焊絲選用TC1鈦合金,規格為Φ1.6mm,化學成分: Al1.0~2.5%, Mn1.0~2.5%, Fe0.3%, C0.08%, N0.05%, H0.012%, O0.15%, Ti余量,其他0.4%,焊接設備為WSE-315鎢極氬弧焊設備。
1.2 焊接工藝參數
焊前用4%HF+10%HNO3 的水溶液酸洗試片,并要求從酸洗到焊接的間隔時間不能過長, 焊前用丙酮清理待焊處,焊接工藝參數如表1所示。
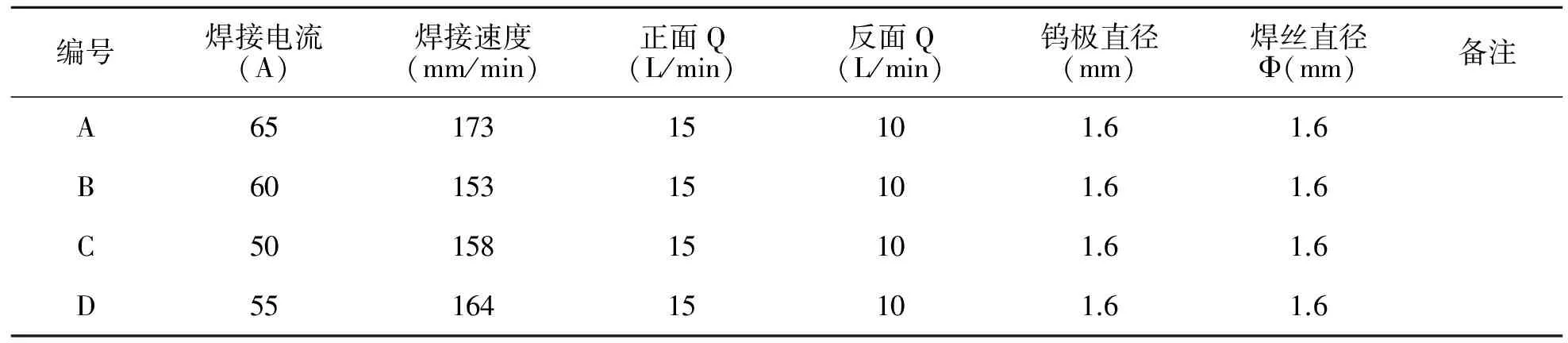
表1 焊接工藝參數
1.3 試樣制備
為了更好地研究焊接工藝參數對焊接組織特征的影響,對焊縫進行橫向線切割加工,試樣大小為10mm×15mm,并鑲嵌制成金相試樣,采用200目、400目、600目、800目、1000目、1200目、1500目和2000目粒度的金相砂紙進行磨制,用拋光機拋光磨成金相,利用HF:HNO3:H2O為1:4:45的腐蝕液進行腐蝕10秒鐘,然后用無水酒精溶液進行沖洗,用吹風機進行吹干。
2 試驗結果及分析
2.1 組織分析
利用JSM-6390A掃描電鏡進行觀察分析熔合區的組織特征。A、B、C和D熔合區顯微組織特征如圖1所示。
據有關文獻表明,TC4母材的顯微組織是由等軸的晶粒和晶間分布的β兩相組織組成,白色為α相,黑色為β相,兩相呈層狀分布[3]。焊后其組織均發生了明顯的變化,形成了無規則分布的交叉片狀或針狀組織[4]。
圖1B的金相組織為α相和β相均勻相間的柱狀晶,對A、C和D的金相組織發生了明顯的變化,形成了無規則的交叉或針狀組織,并且在C和D的樹枝狀組織內,晶內交錯的是馬氏體αˊ和針狀α組織,這主要由于焊接工藝參數對焊縫熔合區的組織產生了重要的影響[5]。
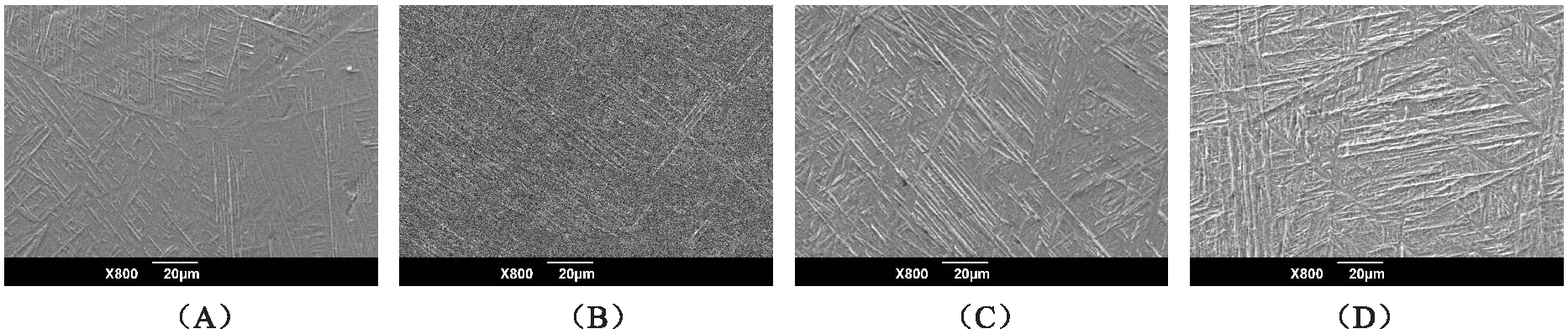
圖1 熔合區的顯微組織特征
圖1A焊接電流為65A, 組織的樹枝狀變化不很明顯,C和D焊接電流分別為50A和55A,它們的金相組織與母材的組織相比較,發生了明顯的變化,這主要由于它們的焊接電流過小,對熔合區域的組織產生了的影響。
2.2 成分分析
不同的焊接工藝參數對焊縫、熔合區和熱影響區的元素的百分含量有影響,鈦合金中的合金元素在高溫條件下出現燒損,現根據不同焊接工藝參數條件下熔合區合金元素的燒損情況進行對比。試樣A的熔合區的顯微組織及成分分析如圖2所示。
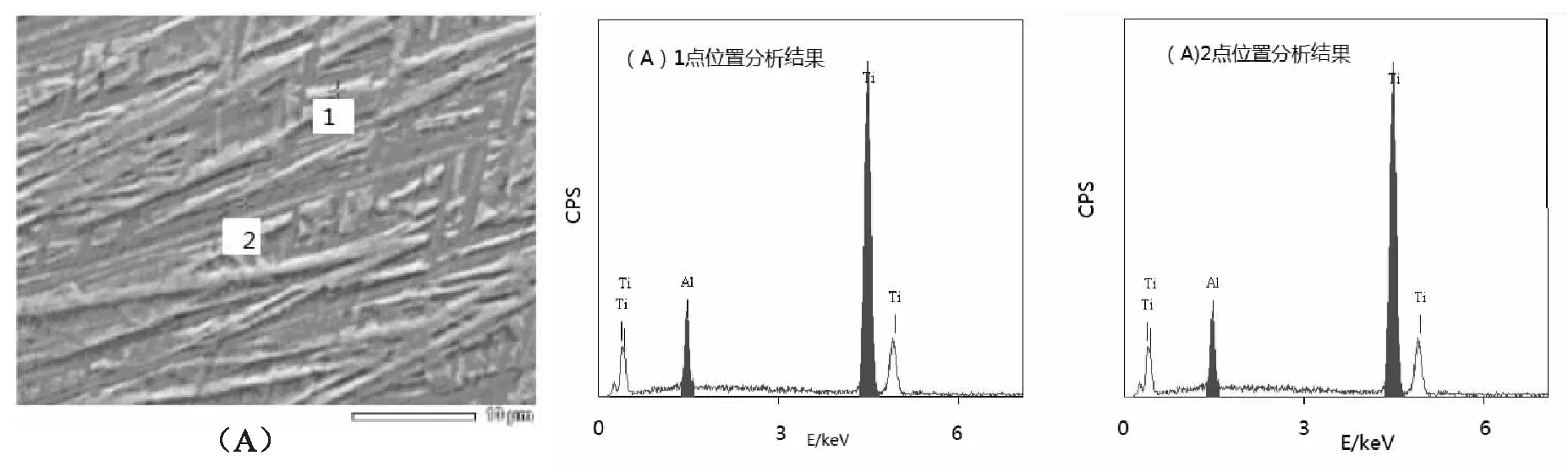
圖2 試樣A的熔合區1點和2點能譜分析結果
對A區域的1點和2點進行分析得知,在1點位置,Al和Ti合金元素的百分含量為: Al 7.17%, Ti90.83%, 其它2.00%;在2點位置, Al 7.16%, Ti90.82%, 其它2.02%。試樣B、C和D熔合區的顯微組織如圖3所示。
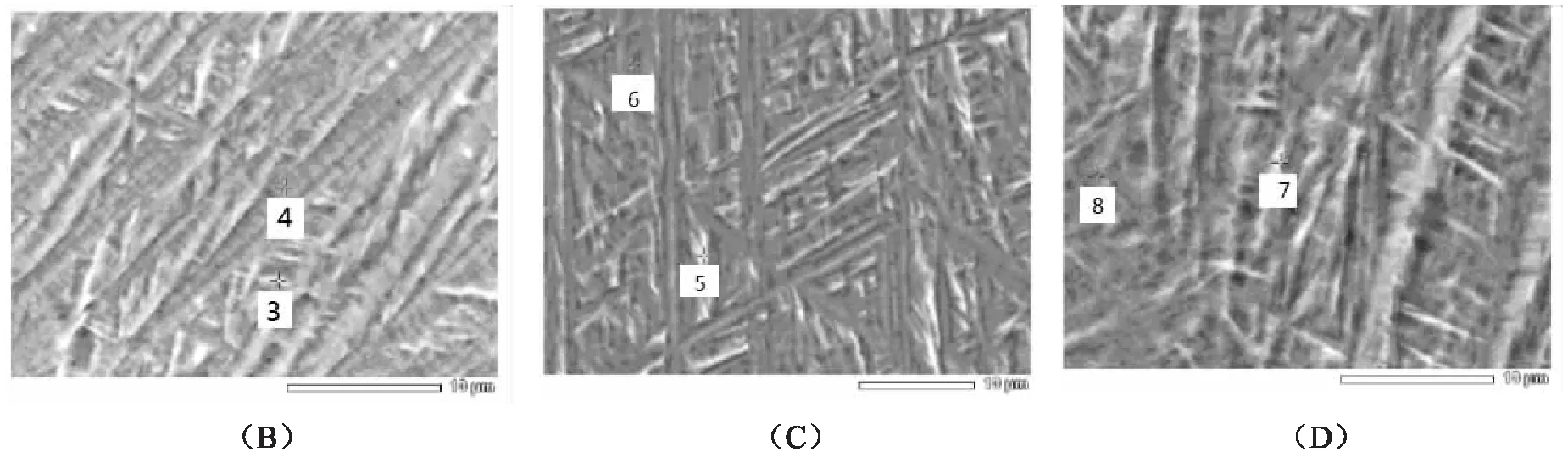
圖3 試樣B、C和D的熔合區的能譜區域分析
把試樣B、C和D的熔合區顯微組織放大3000倍,并且對它們不同區域分別取2不同的點,應用掃描電鏡(SEM)分析Ti和Al元素的百分含量,試樣結果數值經過處理后羅列如下表2所示。

表2 元素成分分析
從以上數據得知,在焊接過程中,由于TC4材料的厚度為1.2mm,部分合金元素發生燒損,從試樣A的熔合區1點和2點能譜分析結果來看,在圖中只出現Ti和Al元素兩個大的峰值,其他的合金元素如C、V、Fe、N等元素燒損嚴重,焊接以后總的百分含量為2.01%,而母材中這些元素百分總含量為4%。
3 結論
不同的焊接工藝參數對焊縫熔合區的組織產生重要影響,焊接電流為60A,焊接速度為153mm/min的B試樣焊縫組織為等軸柱狀晶粒,跟母材相接近,而對于A、C和D試樣,由于焊接電流分別為50A和55A, 形成了無規則的交叉或針狀組織,并且在C和D的樹枝狀組織內,晶體內交錯的是馬氏體αˊ和針狀α組織,并且在焊接過程中,由于電弧的溫度較高,對合金元素C、V、Al、Ti等合金元素出現燒損,對材料的組織也產生一定的影響。
[1] 陳國財,單學鋒,陳蘇,等.在超低溫下使用的TC4 ELI鈦合金鍛棒的研制[J].鈦工業進展,2012,29(5).
[2] 鄭喜剛,趙勇,蔣成禹. 鈦合金窄間隙TIG焊技術研究[J]. 鈦工業進展,2006,23(5).
[3] 侯繼軍,董俊慧.TC4鈦合金TIG焊接性研究[J],內蒙古科技大學學報,2010,29(2).
[4] 趙宇,吉日嘎蘭圖,陳莉. TC4 鈦合金的TIG焊接工藝及缺陷分析[J].焊接,2005,(12).
[5] 周志鋼,熊亮同,王慧賢,等.TAI5鈦合金工藝試驗研究[J].航空制造技術,2007,(6).
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
制造業自動化(2017年2期)2017-03-20 14:26:13
山東工業技術(2016年15期)2016-12-01 05:31:22
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
