航空發動機渦輪葉片冷卻氣膜孔加工去除重熔層技術
2013-12-25 06:49:47王偉
長沙航空職業技術學院學報 2013年3期
王 偉
(大連海洋大學職業技術學院,遼寧 大連 116300)
某型號高壓渦輪葉片采用了定向高溫鑄造合金,葉身精密無余量鑄造。榫頭采用了三對樅樹形榫齒,葉片內腔采用了“U”型回流對流冷卻和葉片前緣、尾緣氣膜冷卻的復合冷卻結構[1]。冷卻空氣從葉片榫頭底部分成兩路進入葉片內腔后,在內腔經“U”型通道分別從葉片前緣氣膜孔和葉片尾緣排氣縫排出,同時帶走熱量,降低了葉片自身溫度。而從葉片前緣氣膜孔排出的冷卻空氣經過按規則排列的氣膜孔排出后,在葉片盆、背表面實施對流冷卻并形成了沿型面的一層氣膜,減少燃氣對葉片傳熱的冷卻葉片。葉片冷卻通道如圖1所示。
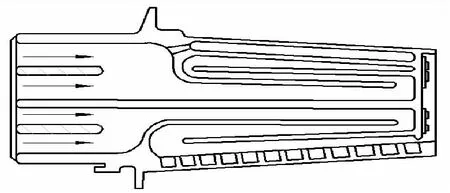
圖1 圖像邊緣檢測后的實驗對比
該渦輪葉片葉身上設計了9排共79個冷卻孔,其中Φ0.5孔39個、Φ0.3孔40個。葉片冷卻氣膜孔位置如圖2所示。

圖2 葉片冷卻氣膜孔位置示意圖
葉片在生產過程中,氣膜孔的加工一直是難點,其中最難控制的就是重熔層的厚度。通過對設備和加工參數的研究確定改進方法,使重熔層最薄,并通過磨粒流消除重熔層。
1 電火花加工冷卻氣膜孔去除重熔層的技術途徑
1.1 去除方法
重熔層的去除方法一直是難題,目前的去除方法有機械加工去除、手工拋修、化學腐蝕、吹砂、電化學加工、磨粒流等,但效果都不是很理想,機械加工去除效果較好,但受局限性較大,效率很低,對平面及易加工部位還是可行。手工進行拋修研磨,拋修后的零件表面質量較差,而且尺寸不易保證。化學腐蝕是在目前生產過程中相對較好的方法,但在加工時需要對非加工部位進行保護,加工后還需要進行去腐蝕層,并且加工過程中不易控制。吹砂加工的效果不明顯。電化學加工利用電解法去毛刺的原理去除重熔層,但加工量較少,重熔層較薄時效果較好[2]。超聲波電加工是在電加工時機床主軸以一定的頻率震動,同時在機床的工作液中加入碳化硅等磨料,來實現重熔層去除,但效率很低。磨粒流加工是通過軟性介質中混合磨料的粘性體,在壓力作用下流過零件被加工面,磨料與加工表面磨削而實現光整的。磨粒流中的磨粒類似大量的切削刀具,用磨料的棱角對工件表面進行切削,從而達到加工目的[3]。
1.2 擠壓磨粒流加工原理
磨粒流加工通常是有兩個對應的磨粒缸容器,將零件和夾具固定在形成的通道中磨料來回流動。磨料流體與被加工面之間的磨削產生磨削作用[4]。磨粒在壓力作用下均勻地對通道表面或邊角進行磨削,起到去毛刺、拋光、倒角的作用。磨料在上活塞擠壓下經過工件和夾具形成的通道進入下料缸,當上活塞達到行程后,下活塞開始擠壓磨料經過同樣的方式返回到上磨料缸,形成一個循環,完成加工目的,工作原理如圖3所示。
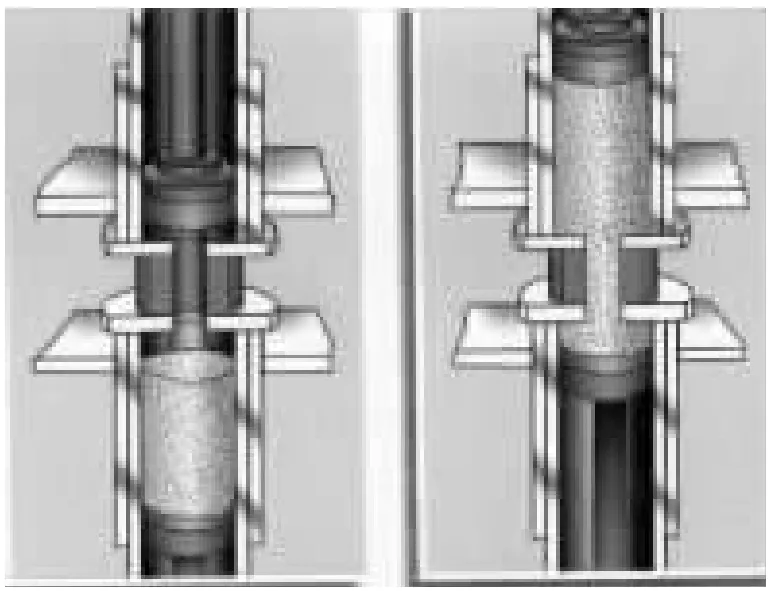
圖3 磨粒流原理圖
2 擠壓磨粒流加工工藝試驗
2.1 試驗條件及方案
試驗設備是中航工業北京航空制造工程研究所研制的MLL60D型磨粒流機床,根據該機床的性能和流動通到尺寸選擇使用的磨料。對于小于Φ1mm的小孔可選擇B500微粒度磨料,工作壓力位6~7MPa;Φ1mm左右的小孔,可選用B300微粒度磨料,工作壓力為7~8MPa。通過對高渦葉片故障情況分析及理化解剖的大部分葉片情況可知,通過控制磨料多少、工作壓力、磨料型號、磨削次數不能很好的保證重熔層去除質量,但影響葉片孔徑磨粒流重熔層去除質量的參數中,第3和第4項是很難受控的重要影響參數。
根據重熔層厚度,通過控制磨粒流孔氣膜孔孔徑增加量的方法,不僅可以避免“設備溫度;磨料的新舊程度”這兩項難控制參數的控制要求,又可極好的滿足重熔層去除質量[5]。
2.2 磨粒流工藝去除重熔層效果
對Ф0.5孔孔徑增加量進行試驗。
(1)孔徑增加量0.02mm
按改造后確定的電加工參數:“電源能量15;加工電流1A;加工方式1;高壓電流1A;伺服進給60%~70%;內沖水均采用高壓水壓力8MPa;外沖冷卻均采用沿導向器冷卻,最大水流;電極底部停頓20 S。”對加工的280個Ф0.3孔的孔徑數值、數量及比例進行統計,試驗結果如表1和圖4所示。

表1 試驗數據

圖4 孔徑值與孔徑數量對比圖
由表1和圖4可知,電火花加工氣膜孔孔徑≤0.36mm的孔徑數量占75%;孔徑超出0.36mm進行磨粒流加工孔徑超差風險系數明顯增大。鑒于改造后電火花加工的葉片重熔層厚度不大于0.01mm,磨粒流孔徑增加量初次設定為0.02 mm。Ф0.3孔磨粒流后重熔層金相檢查結果如表2所示。
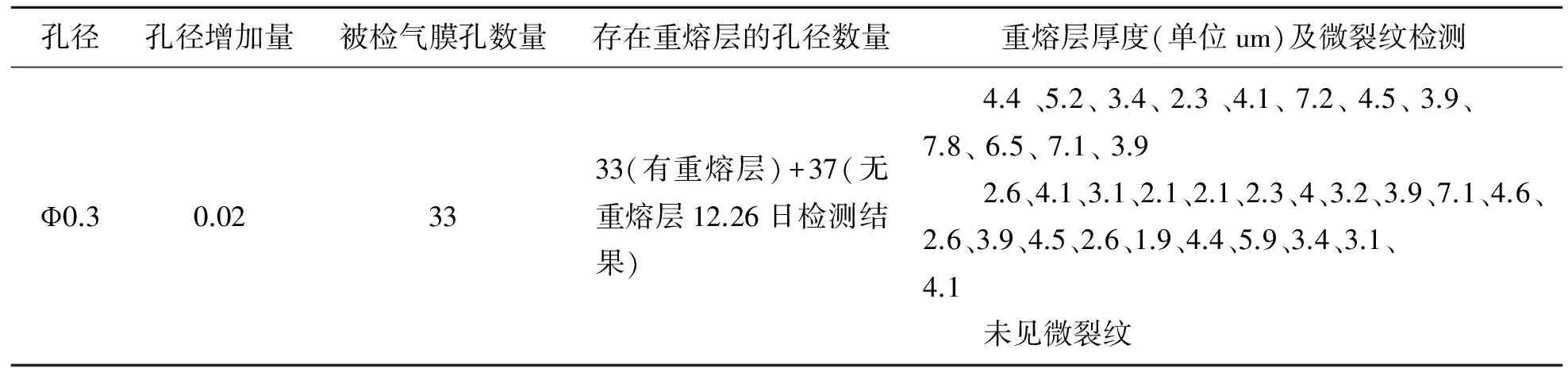
表2 試驗數據
由表2可知,當Ф0.3孔磨粒流孔徑增加量0.02mm時,所有孔均未發現微裂紋,局部存在不連續的重熔層,試驗結果圖5所示。

圖5 孔徑增加量0.02mm的殘留重熔層金相圖片 X500
由圖5金相檢查圖片可知,所有殘留的重熔層均局部存在并且不連續。經金相顯微鏡觀測,氣膜孔進出口處均不存在重熔層,且有一定的圓角,觀測結果圖6所示。

圖6 氣膜孔孔徑增加量0.02mm進、出口金相圖片 X500
根據表2統計結果,若孔徑增加量大于0.04mm,則Ф0.3+0.1氣膜孔孔徑將超出設計圖上限要求。
由此得出,Ф0.3孔磨粒流孔徑增加量0.02mm時,氣膜孔仍存在未完全去除的重熔層。重熔層局部存在并且不連續,經金相顯微鏡觀測,氣膜孔進出口處均不存在重熔層,且有一定的圓角。
(2)孔徑增加量0.04mm
磨粒流孔徑增加量為0.02mm時100%氣膜孔局部存在不連續的重熔層。根據殘留的重熔層厚度及形貌,以及圖1氣膜孔直徑所占比例結果,將孔徑增加量調整到0.04mm進行試驗加工,Ф0.3孔磨粒流后重熔層金相檢查結果如表3所示。

表3 試驗數據
3 結論
實驗對電火花加工小孔時產生的重熔層進行磨粒流處理,取得了以下成果:
1)對重熔層的產生原理進行分析,確定主要影響因素是電流峰值和脈沖寬度。
2)利用擠壓磨粒流加工工藝去除重熔層,對磨粒流的加工過程進行分析、試驗,由原來控制循環次數變成控制孔徑的增加量。
3)確定了Φ0.3增加量為0.04,Φ0.5孔徑增加量為0.02,就可消除重熔層,滿足設計要求。
[1] 丁維育,汪煒.硅陣列通孔微細電火花加工試驗研究[J].電加工與模具,2009,(6).
[2] 石煜,李文卓.小波與分形論在電火花加工放電研究中的應用[J].電加工與模具,2009,(1).
[3] 董志國,軋剛.磨料流加工中磨料黏彈性對磨削效果的影響分析[J].金剛石與磨料磨具工程,2010,(6).
[4] 王君明,葉人珍.單顆磨粒的平面磨削三維動態有限元仿真[J].金剛石與磨料磨具工程,2009,(5).
[5] 鄭洋,劉晰.GMR硬磁偏置層加工技術[J].功能材料與器件學報,2010,(3).
