泵閥鑄件行業能耗準入及節能措施探討
2013-07-24 09:28:50楊興華浙江青田縣能源監察大隊浙江麗水323900
中國新技術新產品 2013年14期
關鍵詞:企業
楊興華(浙江青田縣能源監察大隊,浙江 麗水 323900)
泵閥通過對油、氣、水等工質的傳遞實現多種工況,是流體輸送系統中的重要控制部件,廣泛應用于石油化工、市政工程、冶金礦山、水利水電、交通運輸、建筑五金、航空航天諸多行業,國內外市場需求旺盛。鑄件行業是泵閥產業的基礎,現已進入快速發展期。
我國雖是鑄造大國,但并非鑄造強國,全國閥門鑄件總產量占世界總產量的4 3.2%,企業數量和產量居世界第一,企業平均年產量僅為發達國家的1/7~1/4,單位產品能耗卻是發達國家的1.5~2倍,節能降耗空間巨大。
1 泵閥鑄件行業“十二五規劃”能耗要求
中國精密鑄造協會受工信部在北京提出:到2 0 1 5年鑄造企業數量將從3萬家減少到2萬家左右,到2 0 2 0年減少到1萬家左右,同時,大幅度降低鑄造能源消耗,3 0%企業達到發達工業化國家水平,在“十一五”基礎上,節能減排目標達到能耗降低1 0%,實施“我國鑄造行業準入條件”,關閉浪費資源企業,使泵閥鑄件行業健康有序地發展。
比較“十一五”泵閥鑄件行業情況,我們可以得出數據(見表1)。
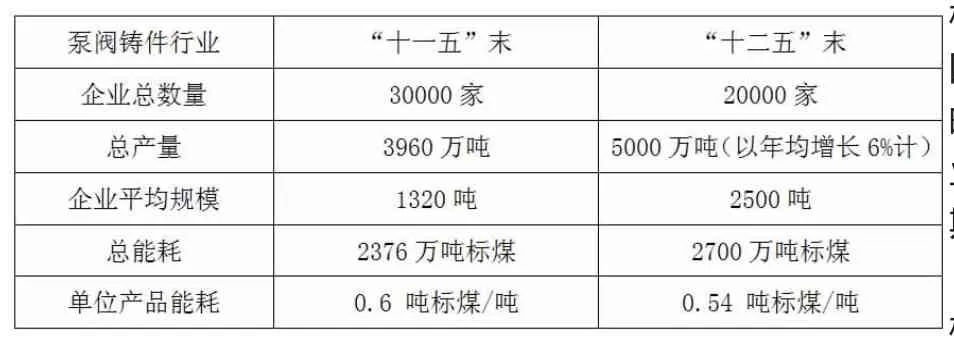
表1

圖1 沖天爐噸位占比(按每小時熔化量/噸劃分)
2 泵閥鑄件行業能耗準入標準
2.1 鑄件綜合能耗
2.1.1 提出計算方法
以單位鑄件計,熔煉可比綜合能耗=(目標綜合能耗*熔煉能耗占比)(/1+廢品率)。
2.1.2 噸鑄件標煤量限值
按照“十二五”末單位鑄件產品能耗要求,結合全國鑄造企業平均廢品率大約為8.8%,鑄件熔煉部分能耗約占鑄件生產總能耗的5 0%,我們推算現有企業鑄鐵件可比單位綜合能耗限額為:
鑄鐵件(含球鐵和灰鐵)可比單位綜合能耗≤2 4 8k g c e/t
2.2 沖天爐能耗準入
2.2.1 沖天爐發展趨勢
我國約8 0%的鑄鐵件是用沖天爐熔煉的,不同熔化噸位所占比重如圖1。
由以上數據可以看出,5 t/h及以下的中小型沖天爐數量占大多數,從我國多種所有制長期并存的經濟結構來看,大、中、小規模鑄造廠長期并存的格局也是必然的,而由于國內外市場對泵閥鑄件的需求都離不開中小企業,所以會需要一個較長期的淘汰過渡期。
2.2.2 沖天爐噸鐵水標煤限值
不同熔化能力沖天爐能耗不同,噸位越大,單位能耗越小。根據本地區泵閥鑄件規上企業綜合能耗下降情況,計算能耗下降系數K,(現有企業選用0.8 8 6、新建企業選用0.8 8 7),結合浙江省地方標準,乘以能耗下降K值,得到能耗初值,對比《鑄造行業準入條件》(修改稿)能耗準入標準,對每噸鐵水能耗限值計算整理,提出新標準如表2。
2.3 電爐噸鐵水電量限值

表2

表3
電爐提倡采用變頻、中頻感應爐熔化,參照浙江省地方標準,對現有企業和新建企業每噸鐵水耗電限值計算整理如表3。
3 節能措施
為確保“十二五”泵閥鑄件行業節能降耗目標順利完成,節能工作從兩方面入手,一方面對新建企業實行能耗準入,尤其是中、小鑄件企業;另一方面對現有企業采取有效節能措施、淘汰落后產能。其中對泵閥鑄件現有三萬多家企業的節能工作為重中之重,節能措施總結如下:
3.1 余熱回收再利用
利用沖天爐余熱,以熱水形式回收沖天爐物理熱用于生活,可使余熱回收率達到8 0%,提高能源利用率。
3.2 適用熔煉設備
企業須需配備與生產能力相匹配的熔煉、精煉、造型、制芯、砂處理、清理等設備;采用砂型鑄造工藝的企業需配備舊砂再生、廢砂再利用設備;推廣采用熱風、水冷、連續作業長爐齡沖天爐;淘汰耗能大的陳舊落后設備,有效降低能源消耗。
3.3 減少廢品率
據計算,鑄件成品率每提高1%,每噸鐵液可多生產約8~l 0 k g優質鑄鐵件,節約焦炭6~8 k g,鑄件重量每減輕1%,可降低能耗約1~2%。從企業反映廢品成因來看,大多集中在金屬液流動、氣孔、尺寸、清理等缺陷問題,可通過改善外界條件提高充型能力、采用近凈形鑄造工藝技術提高鑄件尺寸精度,減少加工廢品。
3.4 熔煉工藝改造
沖天爐可使用鑄造焦燃料,裝設微機控制、專用的高壓離心鼓風機等先進設備,采用富氧送風,預熱送風,脫濕送風等工藝,實現熔煉節能;推廣沖天爐一電爐雙聯熔煉工藝,采用加料機、爐料預熱裝置等先進的配套工藝設備對于減少加料時間、縮短熔化周期、提高中頻電爐生產率、降低能耗,尤其在高功率密度的中頻爐上作用更顯著。
[1]張伯明.再議鑄造的能耗[C].上海:上海電氣杯,2010.
[2]張明.爐氣余熱與熱風沖天爐[J].山東:中國鑄造裝備與技術,2009,(03).
[3]李元元等.鑄造行業的節能減排現狀及對策分析 [C].中國鑄造活動周論文集,2010.
猜你喜歡
當代水產(2022年8期)2022-09-20 06:44:30
當代水產(2022年6期)2022-06-29 01:11:44
當代水產(2022年5期)2022-06-05 07:55:06
當代水產(2022年4期)2022-06-05 07:53:30
當代水產(2022年1期)2022-04-26 14:34:58
當代水產(2022年3期)2022-04-26 14:27:04
當代水產(2022年2期)2022-04-26 14:25:10
當代水產(2021年5期)2021-07-21 07:32:44
當代水產(2021年4期)2021-07-20 08:10:14
云南畫報(2020年9期)2020-10-27 02:03:26
