表面處理工藝解決CA6140車床方刀架故障分析與探討
2013-06-18 06:35:20武漢理工大學湖北430063馮小飛鄭衛剛
金屬加工(冷加工) 2013年18期
關鍵詞:故障
武漢理工大學(湖北 430063)馮小飛 鄭衛剛
車床方刀架是車削加工時決定精度的重要因素,但在使用中卻出現了嚴重影響精度的故障,直接導致了工作效率的降低。為解決方刀架出現的故障,本文對CA6140車床方刀架故障進行了分析,并探討了幾種現代熱處理工藝,進行比較分析,尋找解決故障的最佳途徑。
1.故障分析
在進行故障分析前先了解CA6140車床方刀架的結構及工作原理。
(1)方刀架結構示意圖及工作原理 方刀架結構如圖1所示。

圖1 CA6140車床方刀架結構
方刀架工作原理:逆時針轉動手柄10時,可松開刀架體9,通過銷釘聯接轉動內花鍵套筒,并帶動外花鍵套筒轉動,再通過它的下端齒爪使凸輪轉動,并通過凸輪的斜面a拔出定位銷15,缺口的側面b碰刀架體9的定位銷15,使刀架體旋轉,鋼球12滑出并進另一定位孔,刀架體初定位,再順時針轉手柄10,可順次插銷定位夾緊。
(2)故障原因 由于車床在長期的使用中需要經常對刀換刀,而傳統車床上的對刀換刀是通過旋轉方刀架上的手柄來實現的,因長期頻繁使用旋轉方刀架的手柄部分,方刀架小滑板上的銷孔套筒與定位銷頭部和鋼球間會因反復接觸摩擦而導致套筒磨損過大,且其截面極易成為橢圓,由此帶來的直接影響是在鎖緊方刀架時,方刀架常會出現一定量的偏移,如未注意到這種偏移,直接對工件進行車工,則工件精度會受到很大影響,極易造成工件浪費;若工作人員觀察到這種偏移,則需手動進行校正,無疑將大大延長了加工時間,影響效率。無論是以上哪種情況,都會導致經濟效益降低。
其在傳統車床CA6140上表現出來的磨損如圖2所示,由圖1可知,未磨損的銷孔套筒其截面為圓形,但圖2中的銷孔套筒已磨損嚴重,其截面已近乎橢圓。
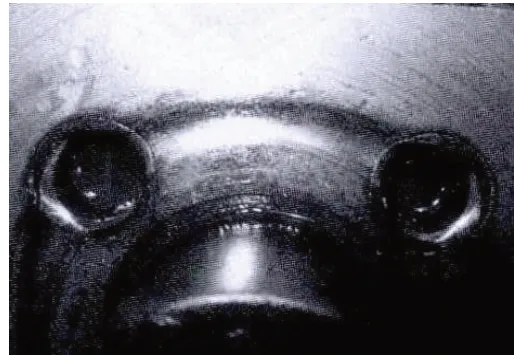
圖2 CA6140車床上小滑板銷孔套筒的磨損情況
2.試驗及分析
(1)方刀架誤差試驗 為精確測量在實際加工中對工件造成的誤差,筆者特在此機床上進行試驗。試驗材料為直徑55mm的鑄鐵毛坯。試驗時進行如下處理:對刀后轉動橫向進給刻度盤的進給量分別為2.00mm、2.50mm、3.00mm、3.50mm、4.00mm,然后開始起動車床,縱向進入,車一段距離后退回,停止車床,進行換刀,將刀具逆時針轉動一圈后再順時針鎖緊,保持橫向進給量刻度盤位置不變,再起動車床,車之前軸向距離的約1/3~1/2處退回,停止車床,用游標卡尺分別測量換刀前與換刀后的坯料的直徑,記錄數據,算出前后之間的差值Δ,數據記錄如表1。

表1 不同組別換刀前后的直徑與差值Δ
從表1中可以明顯看出,換刀前后的測量值存在很大的差值,其平均誤差為0.364mm。據多年從事車工的工作人員介紹,在換刀前后若徑向誤差不大于0.1mm,屬合理范圍,這通常是由車床刻度盤輕微移動或刀具的負角等原因引起的,但因小滑板上的銷孔里套筒的磨損而引起的誤差顯然已遠遠超出了允許范圍,通常面對這種誤差,從事車工多年的工作人員會根據經驗進行相應調整,但這無疑會降低工作效率。
(2)解決方案的探討 磨損是機械零件主要失效形式之一。不同的工況,其磨損機理也不同,影響的因素很多,過程也十分復雜。鋼的耐磨性是指在一定工作條件下抵抗磨損的能力。迄今為止,科學界還沒有一條簡明而可靠的磨損定律。對于一定的磨損工況,影響鋼耐磨性的因素有很多,它包括工作條件(載荷、速度、運動方式等)、潤滑狀態、環境因素(溫度、濕度、周圍介質等)、材料因素(成分、組織、力學性能等)、零件表面質量及物理化學特性等。通常來說,提高鋼的硬度一定程度上可以提高其耐磨性。在傳統車床上,小滑板上銷孔套筒的材料通常為調質后的45鋼。要想提高其表層硬度和耐磨性,通常是采用調質處理方式,其推薦熱處理溫度為淬火840℃,回火600℃。通過對上述銷孔套筒的磨損分析,對其進行普通的熱處理方式顯然已不能滿足長期使用的要求。因零件表面質量是影響其耐磨性的重要因素之一,據此采用表面處理可很好地解決銷孔套筒磨損問題。表面處理技術是通過加熱或機械處理等方法,在不改變材料表層化學成分的情況下,使其結構發生變化,從而改變其性能。表面處理能使零件獲得一定深度的表面硬化層,并能使其心部保持較好的韌性,從而提高其耐磨性。
根據顧洪武對45鋼采用幾種表面處理后對其耐磨性的研究,可以得出45鋼在不同表面處理條件下性能的差異,而這是我們對銷孔套筒進行熱處理的重要參考依據。顧洪武研究的對45鋼試樣(調質態)采用不同表面處理工的試驗條件如表2所示,為便于比較, 顧洪武對數據進行了歸一化處理,并給出了幾種強化工藝的試樣性能等之間的對比,如表3所示。其中碳氮共滲在RRJJ25-9T井式氣體滲碳爐中進行,以煤油分解氣為滲碳劑,液氨(經氣化、干燥后)為滲氮劑,共滲后直接淬火。激光器為GJ-Ι型橫向流動激光器, 輸出功率為500~2000W,連續可調,光斑直徑為3mm。激光淬火前對試樣表層磷化處理。表2中,P和υ分別是激光功率和掃描速度,p1和p2分別是氧氣和乙炔氣的壓力,Q1和Q2分別是氧氣和乙炔氣的流量。表3中綜合系數是將硬度、耐磨性、耐蝕性三個數值相乘再除以成本數值得出的。
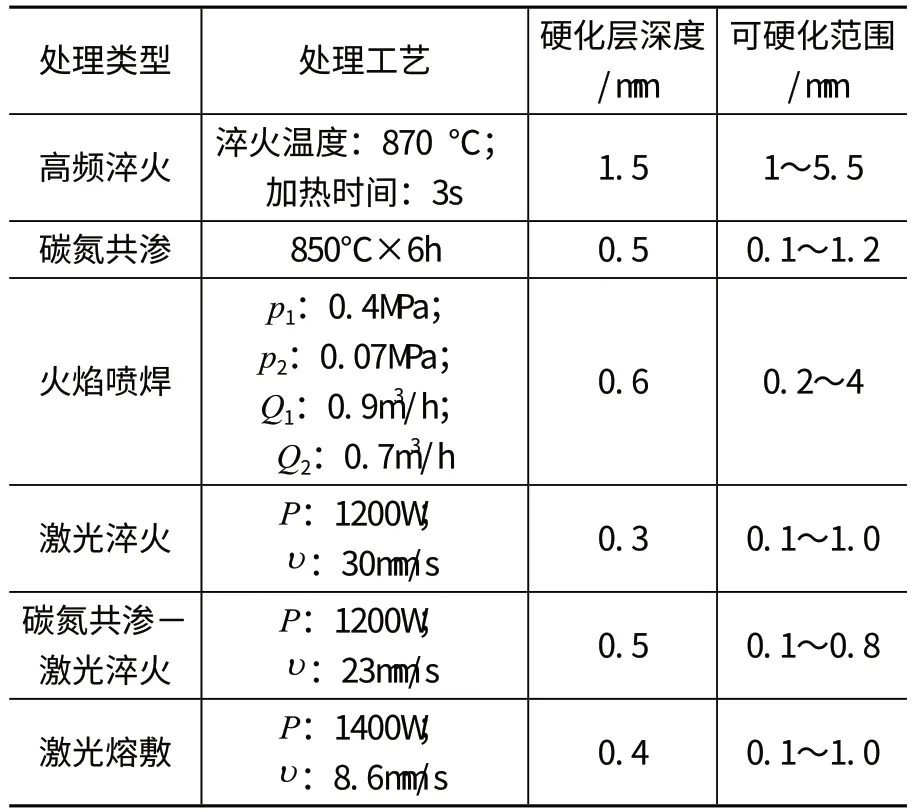
表2 表面處理工藝的試驗條件

表3 幾種強化工藝的試樣性能等和對比
從表2中可以看到經不同的表面處理工藝可以得出45鋼在相應處理下的硬化層深度與可硬化范圍,采用表面處理的方式提高了試樣的硬化層深度。
從表3中可以明顯看出,采用表面處理的方式能很好地改變試樣的性能,提高了試樣的硬度和耐磨性,不同的表面處理對試樣硬度耐磨性的提高不同,激光熔敷對試樣的耐磨性提高最大,但成本也最高;高頻淬火對試樣的耐磨性提高幅度最小,但成本較之于其他幾種處理方式最低。針對于傳統車床上的小滑板銷孔套筒,應用以上幾種表面處理工藝,理論上均能提高套筒的耐磨性,從而延長使用壽命,克服生產中出現的故障。
3.結語
(1)傳統車床方刀架在換刀后會經常出現一定量的偏移,這是由小滑板上的銷孔套筒過度磨損造成的,且這種偏移會帶來很大的誤差,影響加工精度,降低工作效率。
(2)對制成小滑板銷孔套筒的45鋼采用傳統熱處理調質方式已不能滿足工件長期使用的要求,采用表面熱處理方式能顯著提高45鋼的耐磨性。
(3)不同表面熱處理工藝對45鋼的耐磨性提高不同,所需的成本也有很大差異,廠商可根據具體需要采用合適的表面處理工藝方式生產出小滑板上的銷孔套筒。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
