對三種緊固件及掛架使用情況的反思
2013-06-18 06:35:24漢川機床集團有限公司陜西漢中723003孫安治姚桂芳魏軍輝
金屬加工(冷加工) 2013年18期
關鍵詞:標準
漢川機床集團有限公司(陜西漢中 723003)孫安治 姚桂芳 魏軍輝
雙頭螺柱、整體式T形槽螺栓、T形槽底母和鋼絲繩掛架在機械加工中會經常使用。在長期使用的過程中,筆者發現了其中存在的一些問題:有的是適用范圍不夠廣,有的是國標貫徹的問題,有些屬設計上的瑕疵。下面就逐個作一闡明,以使其日臻完善,并發揮更大的作用。
1.雙頭螺柱
筆者所在公司的大件車間,常用的雙頭螺柱有M20×200mm及M24×500mm,一般和底母、壓板、螺母配合使用裝夾工件。但由于標準的雙頭螺柱(GB/T897-1988)上沒有銑扁,雙頭螺柱使用幾次后,螺紋大多有點變形,螺柱在向底母中旋進時用手擰較困難;同樣拆卸也費勁,時常要拿到虎鉗上拆裝。有些操作者就事先用角磨機在螺柱中部磨出扁,以便裝拆。如果在螺柱設計時就有扁,可省去以后很多麻煩,使拆卸方便。
考慮到不帶扁的雙頭螺柱可用于較厚零件的聯接以及不頻繁拆卸的場合,所以建議將帶扁的雙頭螺柱劃歸成C類(A類、B類的雙頭螺柱國標中已存在,都不帶扁)。以適應頻繁拆卸的場合,滿足更廣泛的需要。三種雙頭螺柱如圖1所示。
C型螺柱中扁的長度、寬度尺寸可按標準制作,屬JB/ZQ4263-1997對邊和對角寬度尺寸。
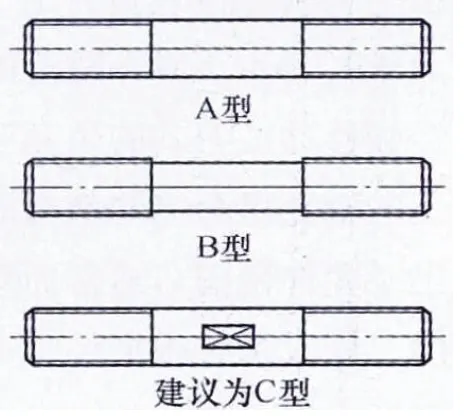
圖1
2.整體式T形槽螺栓
為區別GB37-1988的T形槽螺栓和雙頭螺柱聯接T形底母式螺栓,我們暫且將它稱為整體式T形槽螺栓,如圖2所示。

圖2
作為一種特殊訂貨的T形槽螺栓,它比前面兩種形式螺栓強度高壽命長,安裝便捷,可靠性高,尤其適用對強度和高度有嚴格要求的場合,如立車四爪的緊固、專用工裝的夾緊。如能將其納入緊固件行業標準,則會得到廣泛應用,受益更多使用者。
3.T形槽底母
原機床標準件J19-1中T形槽底母上端寬度a用h9公差,如28h9。T形槽寬度除中心槽公差是H8外,其余均為H12,如28H12。這時28h9底母和T形槽配合最小間隙是0,最大間隙是+0.262mm。如配合在最大間隙附近穿底母沒問題,若在最小間隙附近時穿底母就不順利。特別是在使用一段時間后T形槽有些劃傷,穿底母很不順利,甚至卡住。有些銑床和刨床操作者就將底母28h9尺寸兩側各銑(或刨)去0.10mm,以便能順利使用。我們在以后的底母制作中就將寬度a變成a13級雙減公差,如28 a13,并取消了兩肩面處斜槽,這樣底母在T形槽內滑動順暢,制作成本也降低了(見圖3)。
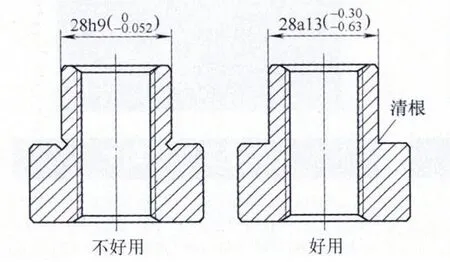
圖3
直到后來新標準JB8004.11-1999中重新規定了T形底母公差,我們發現原來所給定的公差和新標準很接近。如新標準規定28mm公差為-0.3mm~-0.6mm。但從加工一線情況來看,新標準宣傳貫徹力度還不夠,有些地方仍沿用舊標準或自定偏差,給使用者帶來了一些困擾。
4.鋼絲繩掛架
這里所說的是由槽鋼和角鐵組焊成的掛鋼絲繩或心軸的普通掛架。這種掛架呈工字形,由底座、立柱、斜筋、上框和吊鉤組成。它的掛鉤上端是M8外螺紋,螺紋穿過上框架的過孔后,帶上螺母即可。它的弊端是鉤子能旋轉,向上也有串動,并且鉤子在上框架的內部,掛取都有阻礙。而且大外形這種工字結構也不穩,取掛物品時架子容易晃動。
針對這兩大缺點,我們逐一做了改進。首先將大結構改成梯形,上框架安在梯形頂端。這種結構很穩,用的原材料(角鋼、槽鋼)也少(見圖4)。
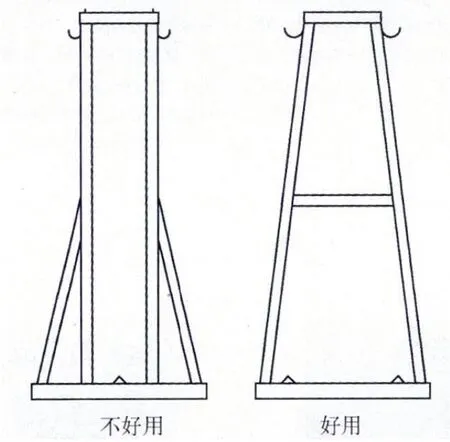
圖4
二是掛鉤聯接方式的改變。將折好的掛鉤直接焊在上框架的外側,掛起來方便省力、鉤子也不轉動、不串動,并避免了鉆孔、攻螺紋等繁瑣的作業(見圖5)。
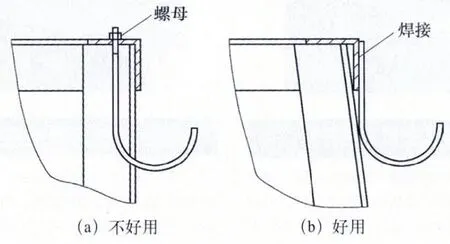
圖5
按這種新結構我們做了2件掛架,用起來確實方便、結實、穩定,制作也簡單。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
當代陜西(2019年8期)2019-05-09 02:22:48
上海建材(2019年1期)2019-04-25 06:30:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
家庭影院技術(2018年4期)2018-05-09 07:07:52
專用汽車(2016年4期)2016-03-01 04:13:43
質量與標準化(2015年9期)2015-12-31 11:41:40
中國質量與標準導報(2014年4期)2014-03-11 19:54:25
中國質量與標準導報(2014年10期)2014-02-28 22:25:47
中國質量與標準導報(2014年7期)2014-02-28 22:24:39
