新型加工滑枕端面對軸線垂直度的方法
2013-06-18 06:35:20齊齊哈爾二機床集團有限責任公司黑龍江161005
金屬加工(冷加工) 2013年18期
齊齊哈爾二機床(集團)有限責任公司(黑龍江 161005)曹 陽
1.問題的提出
大多數大型銑鏜床滑枕端面是用來主機連接附件的,如聯接平旋盤、垂直銑頭、伸長銑頭、萬能銑頭等。這就要求滑枕前端面與主軸旋轉軸線必須保證垂直精度要求。如果滑枕前端面與主軸旋轉軸線垂直度這項精度超差,將導致附件與主機聯接后附件旋轉軸線與主機旋轉軸線不同軸,不但極易造成附件及主機零件損壞,還嚴重影響加工質量。
滑枕上刀具或附件支承面對銑軸回轉軸線的垂直度一般要求在0.02mm/500mm,部分高精度的產品需達到0.016mm/500mm。檢驗該項精度時用百分表吸在銑軸端面中心位置(先測量出銑軸軸竄并標記出高低點,在檢驗該項精度時將銑軸軸竄按所做高低點排除),百分表觸在滑枕端面,然后旋轉銑軸進行檢驗,按表示最大差值計算。檢驗該項精度如圖1所示。
由于影響該項加工精度的因素有很多,如滑枕前端面表面粗糙度、滑枕內裝主軸軸承的長孔如何找正、機加機床精度等級等,所以大多數機床對滑枕加工后很難保證端面與孔的垂直要求。國外同類型的產品普遍是采用高精密機床進行加工,對設備及人員操作有很高的要求。
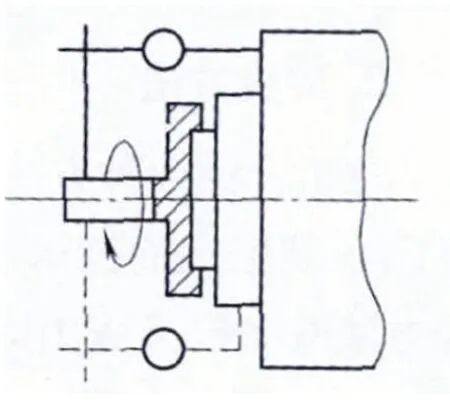
圖1
國內機床該項精度不能達到標準要求時,有時采用人工刮研的方法來彌補精度誤差。但隨著對銑鏜床的精度要求越來越高、功能要求越來越多,我們分析后發現對大型精密滑枕刮研存在以下缺陷:
(1)采用高硬度材質的滑枕越來越多不利于刮研。
(2)滑枕端面有多個快換接頭及螺紋孔,刮刀刮到以上地方時容易刮低。
(3)滑枕豎起吊運以及安裝都十分困難,經常吊運滑枕容易發生事故。
(4)刮研周期長,同時刮研的質量受到刮研工人技術水平影響較大,并且精度難以保證。
2.解決方法
這里介紹一種方法,我們自制了一個簡易工裝可以在裝配完的鏜床上磨削滑枕前端面,使用這種方法既省時又省力同時還能保證精度,如圖2所示。

圖2 修磨滑枕前端面
我們將車床上的車削部分(滑板、刀架)、電磨頭與小工作臺相結合成為一個臨時的簡易磨床,用這個簡易磨床對滑枕前端面進行磨削。磨削滑枕前端面時,先從車床上卸下中滑板和小刀架,用壓板把小刀架固定在小工作臺上。壓板的位置不能妨礙小刀架下面轉盤的轉動,以便調整小刀架移動方向與主軸外圓母線方向一致。在小刀架上安裝一個磨頭,將百分表吸在小刀架上,通過升降銑鏜床主軸箱,使鏜床主軸的中心線與磨頭砂輪軸中心線在一條直線上。將落地鏜床的銑軸軸線與X軸、Y軸軸線調至90°,橫向移動工作臺使砂輪靠近磨削表面,將滑枕前端蓋拆下,用潤滑脂和棉布將滑枕內的主軸軸承密封,防止磨削時產生的粉塵、砂輪屑等進入軸承,將軸承研傷。將滑枕潤滑關閉,避免潤滑油將潤滑脂沖出。將一個M16外六方螺栓安裝在滑枕端面的螺紋孔內,手動開鏜床的X軸、Y軸用砂輪先磨削M16的外六方螺栓上表面,觀察螺栓表面是否與砂輪完全接觸。如未完全接觸則調整托架與滑枕端面的夾角,調整至螺栓表面的磨削痕與砂輪完全接觸后。將該螺栓拆下后就可以對滑枕前端面進行磨削,磨削時先將砂輪逐漸靠近滑枕端面,砂輪與滑枕接觸后將砂輪退回0.10mm,使砂輪旋轉轉速為500-600r/min,將百分表針與滑板后方接觸,將指針對零后。緩慢向滑枕端面移動滑板,當表針顯示0.10mm時砂輪已經與滑枕端面開始接觸,再微調滑板使砂輪再前進0.05mm,砂輪應從滑枕側面進入。由于端面磨床只起到磨削作用,不能移動。只能用主機移動代替磨床移動對滑枕端面進行磨削。對主機進行編程,程序如下:
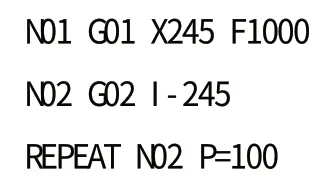
該程序為滑枕以磨床主軸為中心,進行圓弧插補。如相對滑枕來說就是端面磨床以銑軸中心為中心,銑軸半徑為半徑對滑枕端面進行磨削。磨削完后對精度進行檢驗,如合格后先將滑枕對面的粉塵清理干凈,然后將棉布潤滑脂去除,給上滑枕潤滑油,用潤滑油將軸承內的粉塵沖洗干凈后,將滑枕前端蓋安裝在滑枕上。
3.結語
經過我們多次使用該磨具,磨削后完全能夠滿足鏜床滑枕前端面的精度要求。降低了生產制造成本,提高了加工效率。
