基于UGS NX7.5的離心壓縮機(jī)葉輪銑削加工工藝
2013-06-18 06:35:22沈陽鼓風(fēng)機(jī)集團(tuán)有限公司遼寧110142
金屬加工(冷加工) 2013年18期
沈陽鼓風(fēng)機(jī)集團(tuán)有限公司(遼寧 110142)劉 磊
葉輪(見圖1)的粗加工毛坯一般為圓盤狀回轉(zhuǎn)體,從毛坯到成品的加工過程中,約有50%~60%的金屬材料被去除,其中大部分材料是在葉輪流道粗加工的階段中去除。因此,葉輪流道粗加工過程的時(shí)間對(duì)于整個(gè)葉輪的加工效率起著重要影響。
二元葉輪是葉片屬于在XY平面上扭曲,廣泛應(yīng)用在離心壓縮機(jī)上用于壓縮高壓化工氣體介質(zhì)。針對(duì)葉輪流道的曲面型腔結(jié)構(gòu),傳統(tǒng)的加工方法利用HSS高速鋼銑刀分層側(cè)銑,刀具的線速度較低,壽命較低;隨著流道銑削深度的增加和刀具懸伸量的加長,刀具剛性變差,在徑向力的作用下刀具易發(fā)生振動(dòng)、變形、磨損加劇,加工效率顯著降低。
本文針對(duì)葉輪側(cè)銑加工存在的一系列問題,通過使用UGS NX7.5軟件對(duì)葉輪流道進(jìn)行刀路軌跡設(shè)計(jì)形成高速銑刀軌,使用硬質(zhì)合金銑刀提高CVD涂層刀片的線速度、減少切削振動(dòng)、提高葉輪加工效率,縮短產(chǎn)品制造周期。
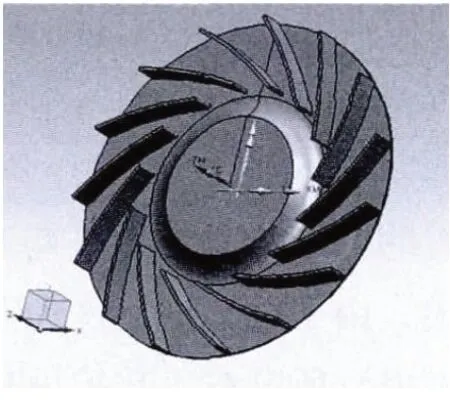
圖1 離心壓縮機(jī)葉輪
1.加工刀路軌跡設(shè)計(jì)的關(guān)鍵點(diǎn)
針對(duì)二元葉輪特殊的型腔結(jié)構(gòu),通過NX7.5采用Cavity Milling 通過構(gòu)造毛坯體、幾何體和刀軸矢量,采用不同的驅(qū)動(dòng)方法,生成理想的刀路軌跡。NX 7.5的Cavity Milling用于粗加工和半精加工型腔和型芯區(qū)域,它根據(jù)型腔或型芯的形狀,將要切除的部位在深度方向上分成多個(gè)切削層進(jìn)行切削,其可用于加工側(cè)壁與底面不垂直的部位。
(1)刀路軌跡切削模式 NX 7.5提供了7種不同的刀軌生成模式,單向、往復(fù)、單向輪廓模式利用平行的線性刀路移除了大量材料;跟隨周邊和跟隨部件模式利用一系列同心切削刀路移除了大量材料,這些刀路可以內(nèi)向移動(dòng)也可以外向移動(dòng)伴隨工件的邊界進(jìn)行生成刀軌;輪廓銑和標(biāo)準(zhǔn)驅(qū)動(dòng)模式創(chuàng)建一個(gè)精加工刀路,該刀路跟蹤開放區(qū)域或封閉區(qū)域中的部件壁,常用于生成精加工刀軌。
(2)切削參數(shù)的確定 切削參數(shù)的確定包含零件余量控制(見圖2),刀路軌跡優(yōu)化模式選擇和刀路拐角圓弧等。在余量控制中,主要是控制部件側(cè)面余量和底面余量,通常側(cè)面余量會(huì)與加工方法設(shè)置一致,而底面余量控制可以單獨(dú)設(shè)置,防止發(fā)生工件過切,而內(nèi)外公差的設(shè)置可以明顯改變生成刀軌的速度,方便預(yù)覽生成理想的刀軌。
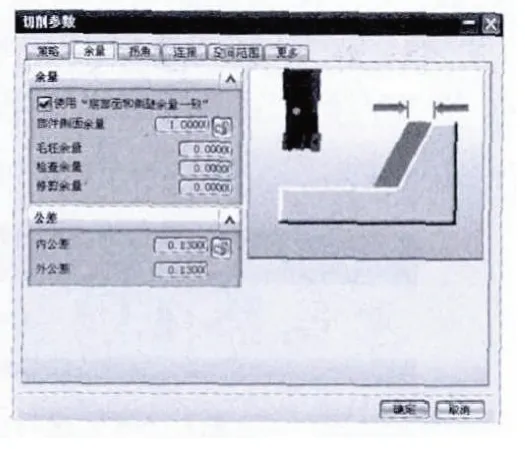
圖2 切削參數(shù)余量的控制
(3)葉輪銑削工藝特點(diǎn) 葉輪首先在數(shù)控車床上被車削成盤狀回轉(zhuǎn)體,然后在三軸聯(lián)動(dòng)數(shù)控加工中心上銑制加工葉片,然后通過焊接的方法將葉輪進(jìn)行組合。使用NX 7.5對(duì)葉輪進(jìn)行三維建模,使用直徑φ25mm的Sec o大進(jìn)給銑刀,刀片采用帶有CVD化學(xué)涂層的刀片,在三軸加工中心XK718上進(jìn)行銑削葉片粗精加工。在加工過程中刀具受到的徑向切削力明顯降低、振動(dòng)明顯減少,提高了葉輪加工質(zhì)量。
2.NX7.5中加工葉輪刀路軌跡設(shè)計(jì)
針對(duì)葉輪的形狀,選擇鍛件盤狀體為毛坯,設(shè)置葉輪流道出口平面為加工坐標(biāo)系為原點(diǎn),如圖3所示。利用NX7.5型腔銑功能,使用可轉(zhuǎn)位鑲刀片的硬質(zhì)合金銑刀對(duì)葉輪流道進(jìn)行粗加工,葉片表面余量均勻,然后使用輪廓銑功能生成葉片精加工刀路軌跡,用φ20mm高速鋼銑刀側(cè)刃精加工葉片表面。
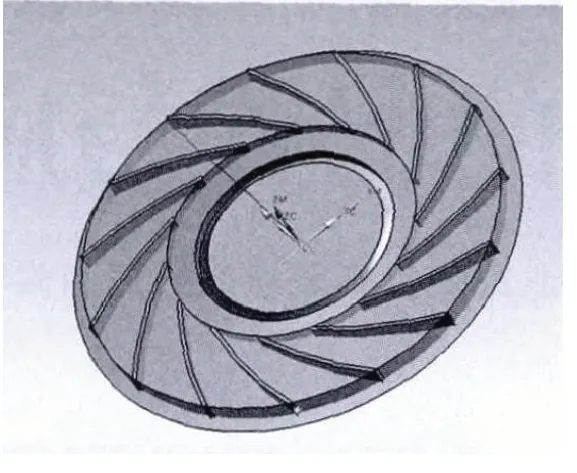
圖3 葉輪結(jié)構(gòu)和毛坯體
(1)葉輪流道整體粗加工 粗加工是快速去除流道內(nèi)部的毛坯材料,重點(diǎn)考慮的是加工效率。一般粗加工占據(jù)整個(gè)零件加工80%的時(shí)間,在機(jī)床功率和切削力允許的前提下盡可能實(shí)行“使用大直徑刀具粗加工”原則。以直徑450mm、材料為FV520B不銹鋼葉輪為例,選取直徑25mm的大進(jìn)給硬質(zhì)合金立銑刀,刀桿采取套式結(jié)構(gòu),刀片為CVD化學(xué)涂層的Seco刀具,型號(hào)為R217.99-2025.3S-09-2A,最大切深ap=8mm,刀片的線速度vc=120m/min。使用NX 7.5的Cavity Milling加工操作,選擇“跟隨周邊”的切削方式和“深度優(yōu)先”的切削順序,設(shè)置加工余量。為了便于快速生成預(yù)覽刀路,可以提高內(nèi)外公差余量,其生成的刀路軌跡如圖4所示。
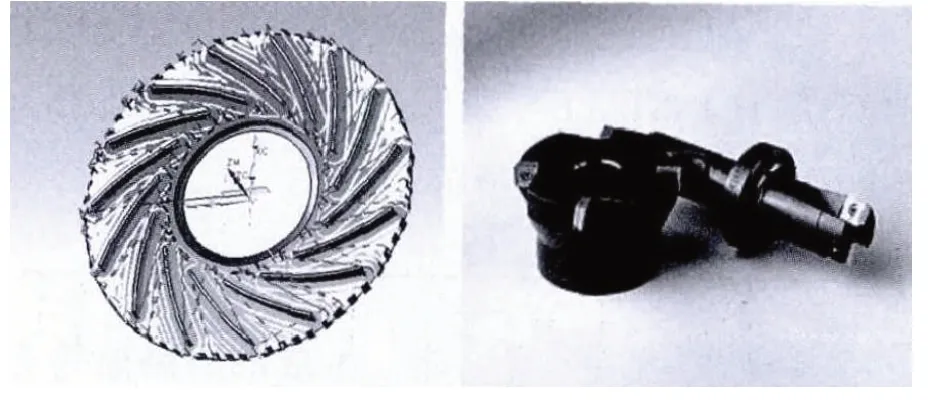
圖4 NX7.5中型腔銑葉輪粗加工刀路軌跡和刀具
(2)葉片表面的精加工 對(duì)于葉片的精加工需要重點(diǎn)考慮刀長和切削力的影響,這些因素直接決定葉片的表面粗糙度和形位公差。對(duì)于葉片一般采取倒角的側(cè)刃精加工HSS立銑刀,采取側(cè)刃成形切削如圖5所示,在NX7.5中使用“輪廓銑”功能,生成的刀路軌跡是沿著葉片根部進(jìn)行周邊切削,使用φ20mmHSS立銑刀,由于高速鋼銑刀耐熱性差,可以采取風(fēng)冷或者切削液的方式進(jìn)行降溫。
圖5 葉片精加工輪廓銑刀軌
