凸輪的計算機輔助制造新工藝
2013-06-18 06:35:20南陽市紅宇工模具制造有限公司河南473000牛東尚
金屬加工(冷加工)
2013年18期
關鍵詞:工藝
南陽市紅宇工模具制造有限公司(河南 473000)牛東尚
在我公司的工裝生產經營過程中,經常會接到客戶各種形狀的阿基米德凸輪的制造任務。由于外形復雜,加工難度大,質量控制難。公司原加工凸輪的工藝,多年來一直采用在銑床上銑削的加工方式,由于熱處理后銑削困難,全部形狀在熱處理前完成,所以在工藝編排時,銑工先加工完凸輪的外形,然后進行熱處理。但由于熱處理過程中的變形,往往無法保證凸輪的精度,造成的變形缺陷無法彌補。
隨著生產技術的發展,客戶要求的技術精度越來越高,這種工藝復雜,生產周期長,效率低,精度低,廢品率高的加工工藝越來越不適應生產的需要,急需一種新工藝來解決此類問題。
1.解決方案
2002年公司引進CAXA線切割編程軟件,經反復試驗,利用CAXA軟件中特有的曲線生成功能,用線切割編程軟件編程,調查原凸輪加工工藝,外形加工調整在熱處理后,通過線切割實現凸輪的加工,減少了凸輪的變形,確保了精度,提高了效率,達到了預期目的。如圖1所示凸輪工藝如下:
(1)原工藝(15道工序)下料→鍛造→車→銑工劃等分線→鉗工劃R線→鉗工鉆孔→銑工劃曲線→銑工保證曲線(留1.5~2mm)→銑工曲線→鉗工找全形、倒角、去毛刺→滲碳→淬火→吹砂→平面磨→鉗工打磨曲線、內孔。
(2)新工藝(7道工序)下料→車→鉗工鉆孔→熱處理→平面磨→線切割→鉗工打磨曲線、內孔。
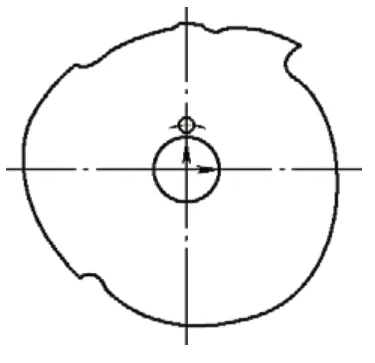
圖1 凸輪工藝
(3)工藝分析 下料:根據圖樣技術要求,選擇鋼板或棒料加工;車工:圓車加工,中心鉆工藝孔,外圓車光,留0.5mm;……
登錄APP查看全文
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
