基于單片機的數控機床刀架控制器的設計
2010-09-11 09:12:12周岐荒謝淑蓮
制造技術與機床 2010年3期
周岐荒 謝淑蓮
(武漢華中數控股份有限公司,湖北武漢 430223)
基于單片機的數控機床刀架控制器的設計
周岐荒 謝淑蓮
(武漢華中數控股份有限公司,湖北武漢 430223)
針對國產普通中低檔數控裝置與BSV-N/25系列刀架配套難的問題,使用AT89C51單片機,設計出一種價格低廉且容易與BSV-N/25刀架配套使用的刀架控制器。經過實際使用驗證,功能正常,運行可靠。
刀架 控制器 數控機床 單片機
隨著單片機技術的不斷發展,其性能越來越優越,應用范圍也越來越廣泛。機床數控技術是以數字化信息實現機床控制的一門技術,刀架是數控機床的重要組成部分,其性能指標直接影響數控機床的性能。BSV-N/25系列刀架是意大利Duplomatic公司的產品,其結構精密,性能優越,應用于中、高檔數控車床上,能滿足中、高檔數控車床快速、準確換刀的要求。然而該系列刀架的換刀速度非常快,時序要求嚴格,控制過程較復雜,普通國產機床數控裝置特別是中低檔機床數控裝置難以實現該系列刀架的快速換刀時序控制。本文就以解決普通國產中低檔機床數控裝置與BSV-N/25系列刀架配套難的問題作為出發點,使用8051系列單片機,開發出一種低價位且容易與BSVN/25刀架配套使用的刀架控制器。使用該控制器作為中間控制接口,實現中低擋數控系統對高擋BSVN/25系列刀架控制。
1 BSV-N/25系列刀架簡介
1.1 BSV-N/25系列刀架結構
BSV-N/25系列刀架的電氣結構如圖1所示。其中:①三相異步電動機3,控制該電動機正反轉,可實現正向或反向換刀;②電動機過熱保護開關4,正常情況下,此開關閉合,如果電動機過熱,此開關斷開;③電動機抱閘控制繼電器5,當接通24 V直流電源時,電動機抱閘,斷開24 V直流電源時,松閘;④電磁插銷控制繼電器1,刀架到位時接通24 V電源,插銷伸出,斷電插銷縮回;⑤插銷到位檢測傳感器2,當插銷到位時,該檢測信號為“1”;⑥刀架到位鎖緊檢測傳感器7,當刀架到位鎖緊時,該鎖緊檢測信號為“1”;⑦刀架位置偏碼器(絕對型)6,將刀架刀位號按4位二進制編碼。該編碼器還有“strobe”和“奇偶檢驗”信號輸出。
1.2 BSV-N/25刀架換刀時序
BSV-N/25系列刀架換刀時序如圖2所示。第一部分給出的是從位置1到2順時針旋轉換刀時序,第二部分給出的是從位置2到12按逆時針旋轉換刀時序。BSV-N/25系列刀架換刀時序要求如下:
(1)要求控制刀架能就近(選)換刀。

(2)刀架接到數控裝置發出的換刀命令后,首先檢查插銷是否縮回。插銷縮回后,松閘、起動三相異步電動機控制該電動機正反轉,實現正向或反向換刀。當到達目標刀位的前一個刀位時,若檢測到選通信號(STROBE)下降沿,則發出伸出電磁插銷命令信號(由于每個刀位之間都有一個選通信號從刀架位置編碼器發出,而插銷動作需嚴格按照時序控制),其時間不能有延遲,從檢測到選通信號開始到插銷伸出動作過程必須確保在0.1 s內完成,否則將換到下一個刀位,產生換刀位置錯誤。

(3)檢測到插銷到位檢測信號(BFIN)后,換刀電動機停止,延時50 ms后,換刀電動機反轉。
(4)檢測到刀位鎖緊檢測信號(CFIN)后,換刀電動機停止,延時200 ms后,縮回插銷,換刀結束。
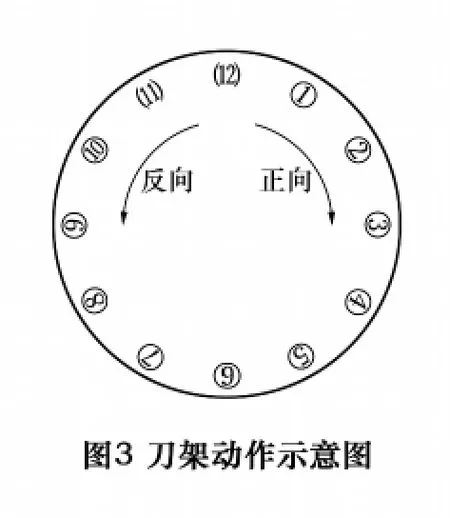
1.3 刀架就近(選)換刀
圖3是刀架動作示意圖。刀架容量為12把刀,刀具號與刀座號一一對應,刀架順時針旋轉為正向旋轉;逆時針為反向旋轉。在加工運行中,刀架沿最短路徑旋轉,使目標刀具趨近換刀位置。在到達目標位置前一刀座位置時,插銷伸出,直到插銷到位時,電動機停轉延時一個規定時間,接著電動機反向旋轉,鎖緊刀架。刀架鎖緊后電動機停止并抱閘,發出縮回插銷命令。插銷縮回后,換刀過程結束。
2 刀架控制器硬件電路設計
根據BSV-N/25系列刀架與數控系統PLC接口簡單,操作方便的要求,設計出刀架控制器的原理框圖如圖4所示。

圖4中,刀架控制器與數控裝置通過PLC(I/0)接口相連,數控裝置發出的刀號(CD0~CD3)和控制信號(CSTB、RESET)經過光電隔離電路后送入AT89C51單片機,單片機處理后的信號經過驅動,通過繼電器輸出電路來實現對刀架的控制。系統需要的24 V電源通過DC/DC隔離后輸入。其中光電隔離輸入電路和繼電器輸出電路如圖5和圖6所示,使得控制系統與受控現場直接相連的開關量輸入/輸出接口線路實現了隔離,去掉了彼此間的公共地線和一切電器聯系,從而免除了因公共地線所帶來的各種干擾,實現了受控現場產生的各種具有破壞性的暫態過程與刀架控制器、主機系統的完全隔離,保證了主控系統能可靠工作在既平穩又安靜的環境之中。


3 刀架控制器的驅動程序設計
一般而言,軟件結構首先要受到硬件的限制,但軟件結構也有其獨立性,對于同樣的硬件結構,可以配置不同的軟件結構。本文介紹的刀架控制器系統是一個實時的微機控制系統,其數控功能由各功能子程序實現。不同的系統軟件結構對這些子程序的安排方式不同,管理方式也不同。本文根據BSV-N/25系列刀架的運轉規律和刀架換刀時序,采用前后臺型軟件結構和中斷型軟件結構相結合的方式設計刀架控制器的驅動程序。使用Keil軟件uVision2集成開發環境(IDE)進行設計,主要包括以下幾個方面:
(1)BSV-N/25刀架控制開關量采集程序采用定時中斷查詢、軟件濾波方式進行設計。
(2)BSV-N/25刀架時序控制程序采用查詢、軟件廷時、定時器定時相結合的算法設計。
(3)刀架控制器與普通數控裝置之間通過PLC接口,按照自定義的協議進行通訊。
3.1 刀架控制器與數控裝置的通訊協議
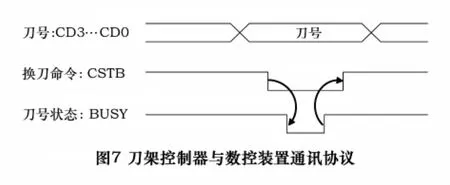
刀架控制器與數控裝置通過PLC(I/0)接口相連,其接口信號與計算機打印接口信號相似。當數控機床需要換刀時,數控裝置首先檢測刀架控制器發出的“ERROR”和“BUSY”信號,當控制器“ERROR”為“0”和“BUSY”為“1”(即控制器正常并且允許接收換刀命令信號)時,數控裝置將目標刀號送到CD0~CD3,同時發出換刀命令(“CSTB”下降沿信號由1到0),AT89C51單片機接收到換刀指令后,將目標刀號讀入;并置刀架換刀開始信號“BUSY”為“0”,并接時序要求,完成換刀控制。換刀結束后,“BUSY”為“1”。當換刀失敗出現故障時,AT89C51單片機置“ERROR”信號為“1”。當數控裝置讀到“ERROR”信號為“1”時,便知道刀架控制器出現故障,通知管理人員排除故障,故障排除后,發出復位命令“RESET”(下降沿信號由1到0),刀架控制器收到復位命令“RESET”,進行復位。刀架控制器與數控裝置通訊協議如圖7所示。
信號說明:
CSTB下降沿由1→0:數控裝置發出換刀命令;CSTB上升沿由0→1:終止換刀。
BUSY下降沿由1→0:刀架控制器控制刀架開始換刀;BUSY上升沿由0→1:刀架控制器應答換刀完成。
ERROR低電平0:刀架工作正常;ERROR高電平1:刀架出現故障。
RESET下降沿由1→0:數控裝置發出復位命令使刀架控制器復位。
3.2 刀架控制器程序設計算法
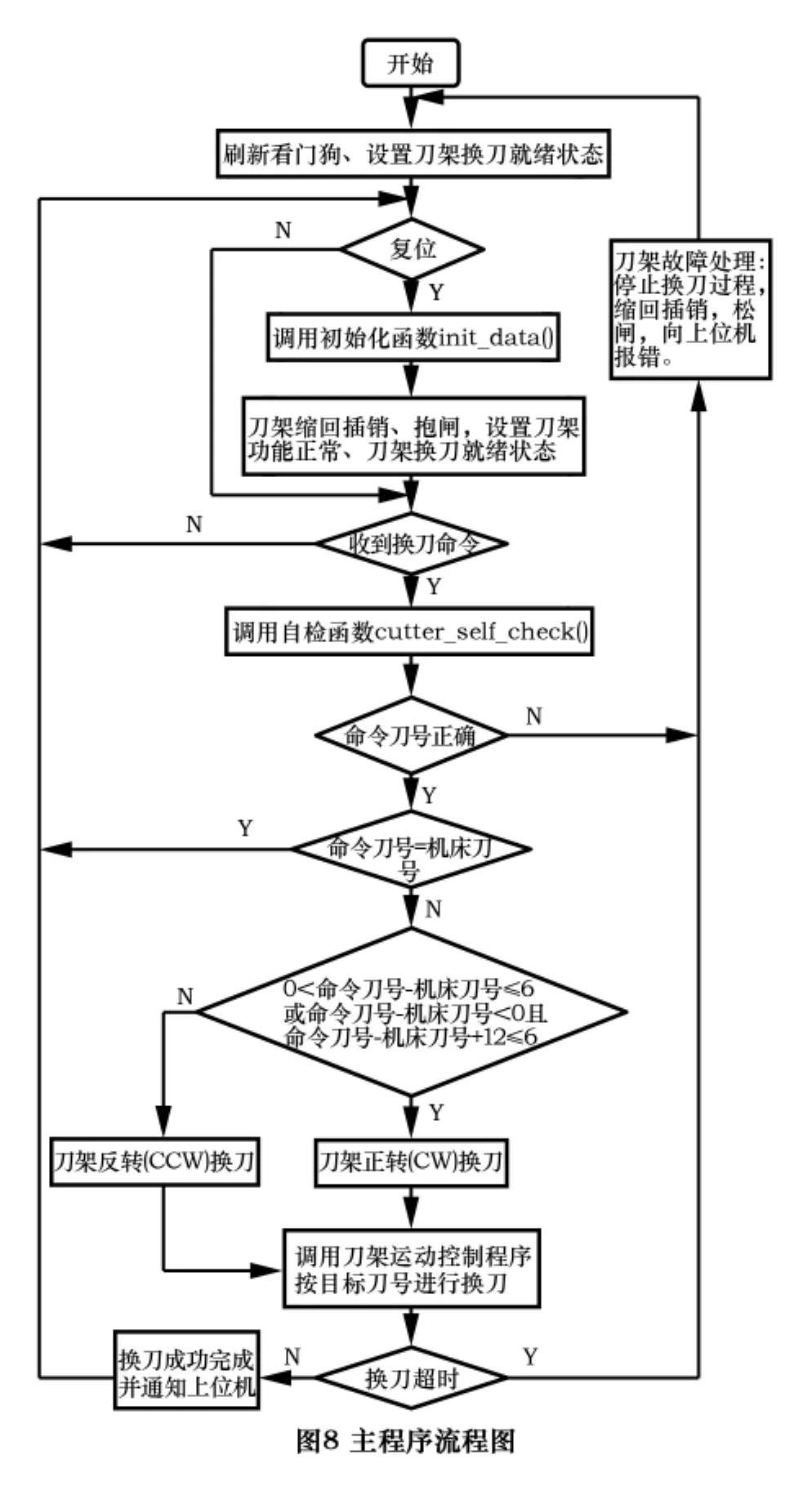
刀架控制器主程序框圖如圖8所示。在主程序中調用初始化子程序init_data()初始化單片機AT89C51端口PORT0~3、定時器time0、time1工作方式,初始化全局變量,設置中斷源優先級別、讀刀架當前刀具位置BIT0~BIT3,循環查詢上位機是否發出復位、換刀命令,刀架電動機是否過熱,換刀動作過程是否超時等信號,循環調用看門狗定時器刷新子程序watchdog()。當刀架控制器查詢到上位機發出的復位、換刀命令后,分別調用刀架初始化子程序、自檢子程序cutter_self_check()。自檢通過,無故障且檢測命令刀號正確后,根據刀架當前刀號決定是正向還是反向就近換刀,調用刀架換刀運動過程控制程序,向上位機通報正在換刀。換刀結束后,向上位機通報正在換刀情況:換刀任務是正常完成,還是出現故障。
就近換刀就是根據上位機命令刀號CD0~CD3、刀架當前刀號BIT0~BIT3及它們之間的相對位置關系,使刀架沿最短路徑旋轉到達目標位置。具體算法如下:如果0<(命令刀號-機床刀號)≤6或(命令刀號-機床刀號)<0且(命令刀號-機床刀號)+12≤6,則刀架正轉換刀,其它情況下,刀架反轉換刀。
5 結語
本文所設計的刀架控制器經過硬件測試,軟件測試及與數控裝置、BSV-N/25系列刀架實際聯機調試并交與機床用戶實際使用驗證,功能正常,運行可靠,符合設計要求。滿足了用戶既實用,價格又低的要求。實現了中低擋數控裝置對高擋BSV-N/25系列刀架的控制,結果達到了預期的目標。
1 李朝青.單片機原理及接口技術[M].北京:北京航空航天大學出版社,1994.
2 馬忠梅,馬巖,張凱等.單片機的C語言應用程序設計[M].北京:北京航空航天大學出版社,1997.
3 周立功.增強型80C51單片機速成與實戰[M].北京:北京航空航天大學出版社,2003.
4 葉伯生.計算機數控系統原理、編程與操作[M].武漢:華中理工大學出版社,1999.
如果您想發表對本文的看法,請將文章編號填入讀者意見調查表中的相應位置。
Design of Numerical Control Machine Turret Controller Based on Single Chip Microcomputer
ZHOU Qihuang①,XIE Shulian②
(Wuhan Huazhong Numerical Control Co.,Ltd Wuhan 430223,CHN)
This paper aiming at solving the match problem between homemade common mid or low rate numerical control device and BSV - N/25 serial turret,introduces the design of a turret controller Wich has low price and easy to match with BSV-N/25 by using AT89C51 single chip microcomputer.Through practical use and verification,the turret controller has normal function and is reliability.
Turret;Controller;Numerical Control Machine;Single Chip Microcomputer
周岐荒,男,1964年生,主任工程師,主要從事數控系統研發、設計工作。
(編輯 李 靜)(
2009-09-09)
10309
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
電子制作(2019年13期)2020-01-14 03:15:28
電子制作(2019年15期)2019-08-27 01:12:10
電子制作(2019年9期)2019-05-30 09:42:02
電子制作(2018年11期)2018-08-04 03:25:42
海峽科技與產業(2016年3期)2016-05-17 04:32:12