車輪生產中的板材橫切加工自動定尺技術研究
2010-09-29 12:17:36劉勁松張廣平胡寶共閆曉麗
制造技術與機床 2010年3期
康 戰 劉勁松 張廣平 胡寶共 閆曉麗
(長春設備工藝研究所超精密加工技術研究室,吉林長春 130012)
在第一汽車集團公司車輪廠的車輪生產中,輪輞與輪輻的條料生產以前普遍采用鋼廠提供的冷熱軋大平板料,由人工操作上下料,利用剪床剪切成一定長度的條料。由于剪切的條料尺寸精度差,不能滿足中、重型卡車輪輞滾型工藝對鋼板尺寸精度的要求,因此還需要對剪切后的條料進行刨削加工、毛刺清理及校平,廢品率高達30%,浪費了大量工時,原材料利用率低,而且平板料剪成條料后平整度差,也影響輪輞焊接、滾型的質量。在國外汽車工業發達的國家中,汽車生產用的鋼板幾乎都采用卷料,生產和使用的車輪大多為無內胎車輪。如德國大眾汽車公司,在車輪生產中使用卷料鋼板,經開卷、矯平后定尺剪切生產出車輪輪輞、輪輻用條料。卷料與大平板料相比價格較低,如采用卷料生產輪輞、輪輻用的條料,不僅可提高原材料利用率,降低成本,而且易實現連續自動化生產,從而提高勞動生產率,減輕工人勞動強度。
1 生產線概述
為達到上述高產、高效、高質量、低成本的目的,第一汽車集團公司車輪廠與我所聯合開發研制了一條采用卷料鋼板生產車輪輪輞、輪輻用條料的自動化生產線,以實現轎車、輕型汽車特別是中、重型卡車的輪輞、輪輻用條料的高效連續自動化生產,達到年產28萬件中、重型卡車無內胎滾型車輪的生產能力。該生產線應達到如下技術參數要求:
(1)適應卷料規格(熱軋鋼板,未經酸洗):板厚3~8 mm;寬度(180~500)±1.2 mm;最大外徑 φ1 860 mm;內徑φ610~760 mm;卷料最大重量10 t。
(2)定尺剪切的規格、精度:長度L=(1 020~2 075)±0.8 mm。
(3)生產率:5件/min。
(4)最大送料速度:500 mm/s
車輪生產中的輪輞、輪輻需用不同寬度規格的條料,采用卷料生產輪輞、輪輻時,卷料的縱剪尺寸即寬度規格由鋼廠完成。本條生產線是將鋼廠提供的卷料鋼板通過開卷、矯平、自動定尺、剪切及垛料加工成輪輞、輪輻用的條料。通過采用FX2型PLC控制自動定尺送料閉環控制系統,使矯直機既能矯平鋼板,又可同時精確向剪床定尺送料,當送料到達所要求的長度和精度時停止送料,然后剪床進行剪切,剪切下的條料由下料輸送線、小車、升降臺配合完成自動垛料和輸送。
2 自動定尺送料的閉環控制系統
如圖1所示,該生產線的自動定尺送料閉環控制系統由四部分組成:
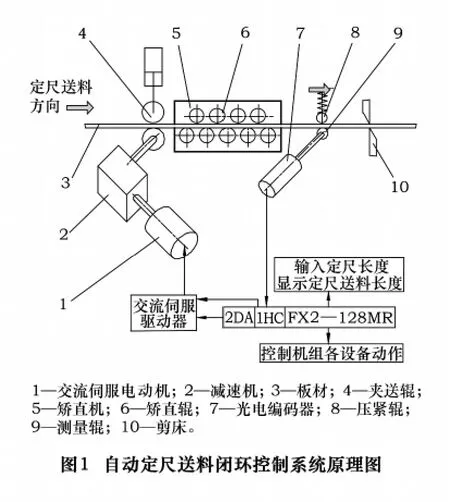
(1)硬件系統:由FX2-128MR型PLC和外加的1HC高速計數器、2DA模擬量輸出兩特殊擴展模塊組成。1HC高速計數器記錄光電編碼器發出的脈沖數,并計算送料長度和進行定尺急停控制及超長反拉控制,2DA擴展模塊控制交流伺服驅動器和交流伺服電動機的送料速度。
(2)軟件系統:包括整個生產線各設備運行控制和加速、高速運行(恒速)、減速定尺的矯平送料定尺控制。
(3)驅動系統:由交流伺服驅動器、交流伺服電動機和矯直機組成。按給定的速度信號,交流伺服驅動器與交流伺服電動機本身構成電動機轉速的閉環控制。交流伺服電動機驅動矯直機的夾送輥,并通過齒輪傳動將動力傳遞給9個矯直輥,使夾送輥與矯直輥以同一線速度矯平鋼板。
(4)測長系統:由測量輥及光電編碼器組成。測量輥靠與鋼板之間的靜摩擦做純滾動運動,根據和測量輥相連的光電編碼器一周的脈沖數與測量輥的周長可計算出對應一個脈沖信號鋼板走過的長度。
一般輥式矯直機只是采用交變彎曲變形法矯平鋼板,沒有自動定尺送料的功能。在本條生產線中,通過結構設計和控制軟件的設計,使矯直機在原有的矯平鋼板功能基礎上又增加了向剪床自動精確定尺送料的新功能。在結構設計上,采用交流伺服電動機驅動矯直機的夾送輥,使夾送輥與矯直輥以同一線速度矯平鋼板并向前定尺送料。在矯直機出口處的定尺系統中采用了一個測量輥和與之相連接的光電編碼器。鋼板移動使測量輥轉動,并同步帶動光電編碼器轉動,由1HC計數器記錄光電編碼器發出的脈沖數并由此計算出矯直機送出的鋼板長度;在軟件控制上,通過FX2-128MR型PLC外加2DA模擬量輸出和1HC高速記數器兩特殊擴展模塊實現對交流伺服驅動器和交流伺服電動機的控制,使矯直機具備了雙重功能,既能矯平鋼板,又能精確向剪床定尺送料。采用這種自動定尺送料閉環控制系統,克服了其它同類生產線前后速度不匹配而必須設置地坑的缺點,在整個生產線的布局上打破了常規,減小了生產線的占地面積。
3 勻減速降速的定尺控制方法
車輪生產中對定尺剪切的板長精度要求較高,而常規的定尺剪切系統難以達到這一精度要求。既要滿足生產效率對矯直送料速度的要求,又要保證定尺送料的精度,這是一個相互對立的矛盾。送料速度越高就越難以保證定尺停下時的精確度,尤其在該矯直定尺驅動控制系統中,由于矯直機消耗大量的功率加之夾送輥、矯直輥的慣性作用,交流伺服電動機驅動的是一大功率、大慣量的負載,這使得高速運行下的定尺精度控制變得尤為困難。在研制過程中,分析了各種定尺剪切控制方法。通過理論分析提出了勻減速降速控制定尺的方法,這種方法克服了分段式降速控制的缺點,將定尺過程按勻減速規律進行控制,當到達定位點時送料速度恰好為零。
按照如圖2所示的定尺送料的勻減速降速控制規律,在盡量提高送料速度并將降速定尺時間減小至最小的前提下,通過下面的理論推導,找出了距定位點一定長度上的降速定尺轉折點與PLC控制送料速度的內在關系。
3.1 高速(恒速)段2DA中的設置數據
2DA模擬量輸出模塊中的設置數據用于控制交流伺服電動機的轉速和送料速度。根據FX2型PLC中的2DA模擬量輸出模塊的輸出特性,2DA中的設置數據X與輸出電壓Y(V)的模數轉換關系為


此輸出電壓Y(V)將作為交流伺服驅動器的給定速度信號控制交流伺服電動機的轉速。在交流伺服驅動系統中,當交流伺服驅動器給定速度信號為Y(V)時,對應電動機轉速(r/min)為

將式(1)代入式(2)中,可得2DA中設置數據為X時對應電動機轉速(r/min)為

在高速(恒速)段,鋼板以最大送料速度vmax運行。已知電動機與夾送輥之間的減速器降速比為i=25,夾送輥直徑D=180 mm,因此最大送料速度vmax(mm/s)時對應的電動機最大轉速(r/min)為

將式(4)代入式(3),可求出最大送料速度時對應電動機最大轉速的2DA中的設置數據為

因此當設定最大送料速度vmax時,軟件控制系統會按照上面的計算模型反求Xmax,并將其作為2DA中的設置數據以實現對高速(恒速)段送料速度的控制。
3.2 降速定尺段脈沖數
3.2.1 脈沖當量設計說明
在定尺測量系統中,測量輥直徑越小,每轉脈沖數越多,則脈沖當量越小,分辨率就越高。而測量輥直徑受到結構設計的限制,增加每轉脈沖數受到光電編碼器本身特性和計數器對記錄脈沖信號頻率響應能力的制約。因此在綜合考慮這些相互制約關系基礎上,合理確定測量輥直徑和光電編碼器每轉脈沖數,并由1HC高速計數器經四倍頻記錄光電編碼器發出的脈沖信號,使脈沖當量達到0.025 mm,為定尺剪切精度±0.5 mm的1/20,以滿足控制系統對高分辨率的要求。
3.2.2 降速定尺段脈沖數的計算
根據勻減速降速規律,勻減速加速度

式中:定位點vt=0;t為降速定尺時間。由參考文獻[4]知,降速運動受驅動器斜坡函數發生器的控制,驅動器允許的最小斜坡下降時間為0.5 s,實際降速時間為t≈0.66 s。

軟件控制系統設計的脈沖當量為Δ=0.025 mm,所以降速定尺距離對應的脈沖數為

3.3 勻減速降速控制算法
由式(6)比上式(5),可知降速定尺段的脈沖數與最大送料速度時2DA中設置數據的比例關系為

由于送料板長是由記錄測量輥發出的脈沖數測得的,在驅動控制系統所允許的最小降速時間t的條件下,根據上述比例關系,用對應定尺板長的理想脈沖數減去送料時記錄的脈沖數再除以15后,得到的結果與最大送料速度時2DA中的設置數據Xmax相等時即開始降速(降速轉折點)。
算法為:(理想定尺脈沖數-記錄脈沖數)/15≤送料時2DA中的設置數據時,即將(理想定尺脈沖數-記錄脈沖數)/15設置為2DA中新的控制速度的數據,從而實現了勻減速降速控制。當到達定位點時,速度恰好為零,用最短時間實現了降速定尺控制。
在此基礎上,結合所采用的交流伺服驅動器和電動機最低可控轉速的特性對上述控制規律進行進一步優化,研究出了如圖3規律所示的控制板材定尺送料的軟件系統,解決了定尺精度和生產效率的矛盾,達到了既高速矯平鋼板送料,又快速降速精確定尺的目的。

4 通過低速反拉控制實現誤差修正與補償

由于定尺送料系統的慣性作用和電氣系統的滯后效應,當送料長度達到要求時發出停止送料的指令后,定尺精度還會出現誤差。因此在自動定尺送料的閉環控制系統中,控制軟件在圖3規律的基礎上進行了進一步的完善,將控制定尺的定位點選擇在距理論長度少10個脈沖的位置上,以實現對定位點的誤差修正和補償。當到達定位點時,定尺送料停。如果定尺停下的板長>理論長度+10個脈沖,將控制鋼板反向爬行退料,直到定尺板長≤理論長度+10個脈沖后停止爬行退料。因此這種板長的誤差修正和補償功能可使定尺送料精度控制在理論長度±10個脈沖范圍之內(≤±0.25 mm),從而確保了定尺送料的精度。
以勻減速降速控制算法為基礎,綜合考慮交流伺服驅動器和電動機的最低可控轉速特性和超長反拉控制方式,最終總結出完善的自動定尺送料軟件控制流程,如圖4所示。
由于采取了上述有效措施,使一些關鍵技術指標和性能超出了原設計要求:
(1)定尺剪切規格及精度:長度L=(1 000~2 100.00)±0.5 mm。
(2)生產線布局取消了地坑,有效減小了生產線長度,減小了占地面積。
(3)提高了產品質量,降低了廢品率(0.5%)。
(4)提高了生產效率,與原生產工藝相比,提高工效達5倍以上。
5 結語
由于輪輞、輪輻用條料的尺寸精度要求較高,這就對開卷、矯平、定尺剪切生產線的整體性能水平尤其是自動定尺剪切精度提出了更高的要求。為達到上述要求,該自動化生產線采用矯平、定尺送料閉環控制技術,通過勻減速降速定尺控制和超長反拉控制成功解決了車輪生產中使用卷料鋼板生產車輪輪輞、輪輻用條料的自動定尺精度問題,在實際生產中發揮了巨大效能,創造了可觀的經濟效益和社會效益。筆者衷心希望此項技術能不斷發展和完善,并進一步得到推廣和應用,從而為我國汽車工業迎來新的發展契機。
1 冶金工業部武漢鋼鐵設計研究院.板帶車間機械設備設計[M].武漢:冶金工業出版社,2005.
2 許石民,孫登月.板帶材生產工藝及設備[M].武漢:冶金工業出版社,2008.
3 賀哲榮 ,石帥軍.流行PLC實用程序及設計(三菱FX2系列)[M].西安:西安電子科技大學出版社,2006.
4 寇寶泉,程樹康.交流伺服電動機及其控制[M].北京:機械工業出版社,2008.
5 徐薇莉,田作華.自動控制理論與設計[M].上海:上海交通大學出版社,2007.
6 施頌椒,陳學中,杜秀華.現代控制理論基礎[M].北京:高等教育出版社,2005(11)
7 侯典來,模擬量控制技術及其應用[M].上海:中國電力出版社,2009(4)