基于ADAMS的進(jìn)給系統(tǒng)動特性研究*
2010-09-29 12:17:34王丁磊
制造技術(shù)與機床 2010年3期
王丁磊
(①安陽師范學(xué)院計算機與信息工程學(xué)院,河南安陽 455002;②北京交通大學(xué)機械與電子控制學(xué)院,北京 100044)
印刷線路板(PCB)數(shù)控鉆床是當(dāng)今世界用于PCB鉆孔加工的主要工具。PCB質(zhì)量的優(yōu)劣很大程度取決于鉆孔質(zhì)量的好壞,而保證進(jìn)給系統(tǒng)的定位精度是保證鉆孔質(zhì)量關(guān)鍵因素之一[1]。筆者在為深圳某家公司設(shè)計制造PCB數(shù)控鉆床時,為使工作臺具有較高的移動速度和較高的定位精度,在設(shè)計之初就進(jìn)行了計算機模擬仿真。從各個方面采取措施來保證機床進(jìn)給系統(tǒng)具有較好的靜態(tài)和動態(tài)特性,較好地解決了工作臺移動速度和進(jìn)給系統(tǒng)的定位精度這一對矛盾。
機床工作臺的進(jìn)給傳動系統(tǒng)一般對摩擦阻力、傳動剛度、快速定位性能、運動部件慣性和傳動間隙等方面都有較高的要求。在理想的狀態(tài)下,常常把絲杠看成剛體,在加減速過渡過程當(dāng)中認(rèn)為變形位移誤差為零。但是在實際工況下各個部件的剛度不再是無窮大,這將使?jié)L珠絲杠以及工作臺等部件在加減速過程中產(chǎn)生變形。從而使得加減速瞬態(tài)過程曲線存在著位移偏差,影響高速定位下的瞬態(tài)跟蹤定位精度,最終會導(dǎo)致定位誤差。因此提高進(jìn)給系統(tǒng)的動態(tài)特性參數(shù)是提高鉆孔質(zhì)量的有效手段[2,3]。
1 滾珠絲杠進(jìn)給系統(tǒng)組成及系統(tǒng)剛度參數(shù)計算
1.1 進(jìn)給系統(tǒng)組成
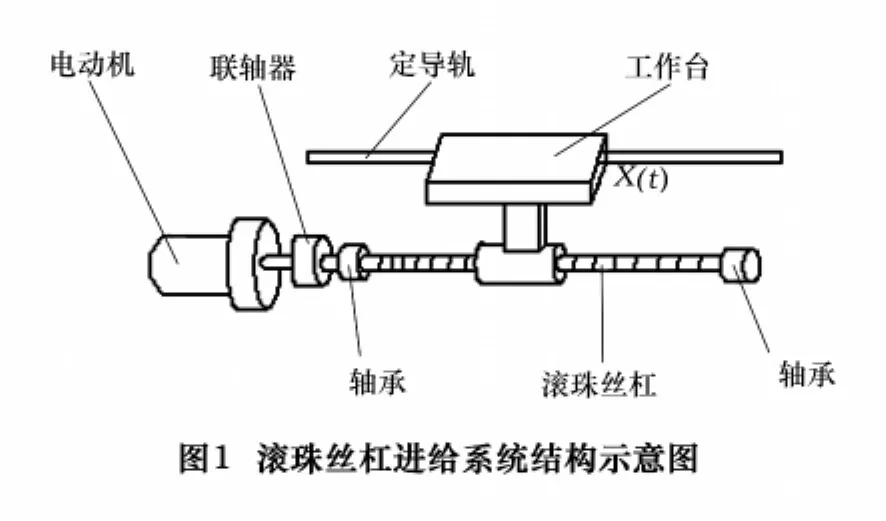
進(jìn)給系統(tǒng)一般由伺服電動機、聯(lián)軸器、直線滾動導(dǎo)軌副、滾珠絲杠副、工作臺等機械部件組成。它是與機床的加工件直接接觸的部分,機械傳動系統(tǒng)的動態(tài)特性是影響零部件加工精度的關(guān)鍵因素,同時也是影響機床高速高精度的關(guān)鍵因素[4],因此對于進(jìn)給系統(tǒng)的動態(tài)性能的研究是十分重要的。X軸進(jìn)給系統(tǒng)結(jié)構(gòu)示意圖如圖1所示。
我們所研制的PCB數(shù)控鉆床滾珠絲杠進(jìn)給系統(tǒng)的工況以及物理參數(shù)如下:
工作臺質(zhì)量:50 kg;
材料:ZL105;
最大加速度:1.5 g;
滾珠絲杠的最高轉(zhuǎn)速:4 000 r/min;
工作臺的快速進(jìn)給速度:60 m/min。
1.2 進(jìn)給系統(tǒng)剛度參數(shù)計算
本文的研究對象在其進(jìn)給方向上產(chǎn)生瞬態(tài)定位誤差的原因主要是零部件剛度的不足所產(chǎn)生的變形,主要包括以下幾個方面。
(1)聯(lián)軸器的扭轉(zhuǎn)剛度Kθ1為了保證聯(lián)軸器有足夠的扭轉(zhuǎn)剛度,在正反轉(zhuǎn)過程中不產(chǎn)生間隙并且還要有一定的減振性能,本文選用撓性聯(lián)軸器中的無齒隙梅花彈性聯(lián)軸器。其基本參數(shù)如下:質(zhì)量為0.657 kg,轉(zhuǎn)動慣量0.000 22 kgm2,扭轉(zhuǎn)剛度為7 160 Nm/rad。
(2)絲杠的扭轉(zhuǎn)剛度Kθ2滾珠絲杠的扭轉(zhuǎn)剛度是指滾珠絲杠抵抗扭轉(zhuǎn)變形的能力。通過計算可得為1 664 Nm/rad。
(3)絲杠的拉壓剛度Ks絲杠的有效行程為1 000 mm,支撐跨距為1 260 mm,安裝方式為一端固定一端支撐,通過計算可得其值為73 366 N/mm。
(4)絲杠螺母的接觸剛度Kc滾珠絲杠螺母副選用的形式是內(nèi)循環(huán)式,其滾珠始終與滾道相接觸,并對螺母進(jìn)行了預(yù)緊,這樣可以消除滾珠絲杠正反轉(zhuǎn)時產(chǎn)生的間隙。由于加速度較大,此時螺母副處的變形主要是接觸變形。根據(jù)所選滾珠絲杠副的型號查取此時的接觸剛度Kc=286 000 N/mm。
(5)支撐軸承的組合剛度Kb=234 000 N/mm[5]。

2 虛擬樣機模型的建立及仿真分析
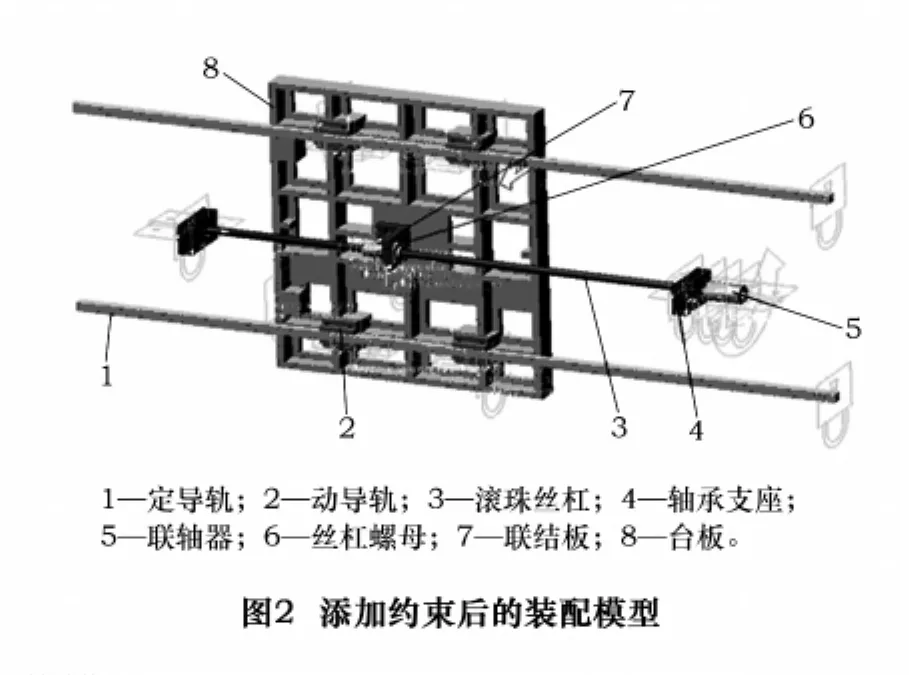
利用三維實體建模軟件Pro/E對滾珠絲杠進(jìn)給系統(tǒng)進(jìn)行建模,然后將模型以parasolid格式文件導(dǎo)入到ADAMS中。此時得到的模型是沒有質(zhì)量、材料等物理參數(shù)的相互之間也沒有任何聯(lián)系的零部件。我們將在ADAMS中根據(jù)實際所選的零部件對其物理參數(shù)分別進(jìn)行定義,然后對其模型添加約束和載荷[6],建立虛擬樣機仿真模型如圖2所示。經(jīng)分析可知,理想情況下系統(tǒng)輸入為

對式(1)分別求一階導(dǎo)數(shù)和二階導(dǎo)數(shù)可得

式中,θm(t)、θ′m(t)、θ″m(t)分別為輸入的角位移、角速度和角加速度;X(t)、X′(t)、X″(t)分別就是工作臺的直線位移、速度和加速度,Ph是進(jìn)給系統(tǒng)絲杠導(dǎo)程。考慮到驅(qū)動力的加載形式,本文中將以角加速度的形式

通過STEP函數(shù)在聯(lián)軸器的輸入端施加驅(qū)動力。
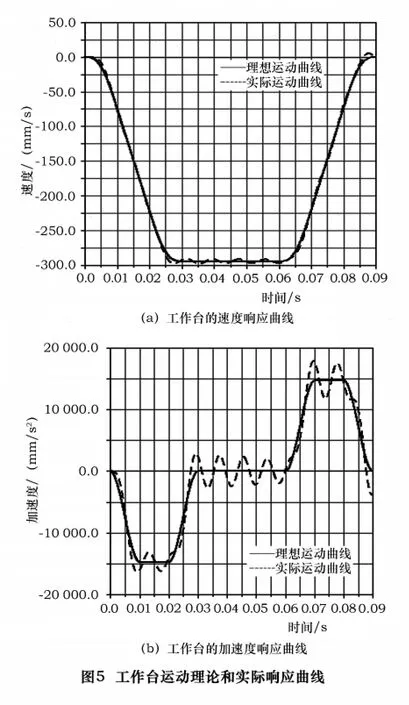
設(shè)置仿真時間為0.09 s和仿真步數(shù)為2 000,選擇仿真形式為Dynamic進(jìn)行仿真,(其中實線是理想運動曲線,虛線為實際響應(yīng)曲線)。對不同的仿真參數(shù)進(jìn)行比對,結(jié)果如下:
(1)對實際情況仿真得到的結(jié)果如圖3所示;
(2)保持其它參數(shù)不變,將工作臺的質(zhì)量減少10%后,得到理想狀態(tài)與改進(jìn)后實際系統(tǒng)的仿真結(jié)果如圖4所示;
(3)保持其它參數(shù)不變,將絲杠的拉壓剛度提高10%后,得到理想狀態(tài)與改進(jìn)后實際系統(tǒng)的仿真結(jié)果如圖5所示;
(4)保持其它參數(shù)不變,聯(lián)軸器的扭轉(zhuǎn)剛度提高10%后,得到理想狀態(tài)與改進(jìn)后實際系統(tǒng)的仿真結(jié)果如圖6所示。
3 結(jié)語
通過以上的仿真分析發(fā)現(xiàn),在高速高精度滾珠絲杠進(jìn)給系統(tǒng)中,由于進(jìn)給系統(tǒng)機械零部件的彈性變形會產(chǎn)生瞬態(tài)定位誤差,最終會影響其定位精度。為減小瞬態(tài)定位誤差,提高其動特性,我們可以選用剛度高的聯(lián)軸器以及滾珠絲杠。但是這些參數(shù)的改變對整個系統(tǒng)響應(yīng)的提高并不明顯,而工作臺質(zhì)量的改變是系統(tǒng)動特性最為敏感的因素。證明了系統(tǒng)中最為薄弱的環(huán)節(jié)就出現(xiàn)在工作臺上,所以要提高滾珠絲杠進(jìn)給系統(tǒng)的動特性最有效的方法是針對其中的薄弱環(huán)節(jié),對工作臺進(jìn)行優(yōu)化設(shè)計。在保證不降低其自身剛度的前提下,減少其質(zhì)量,從而可以有效地提高系統(tǒng)的動特性。

4 實際應(yīng)用
當(dāng)這臺PCB數(shù)控鉆床生產(chǎn)出來以后,定位精度一度達(dá)不到要求,而且震動和噪聲都超標(biāo)。雖然通過降低進(jìn)給速度可以提高定位精度,但滿足不了廠家對效率的要求。通過預(yù)緊絲杠提高絲杠剛度也沒有明顯的效果。于是,我們對工作臺進(jìn)行的優(yōu)化設(shè)計,提出了兩種方案:一種方案犧牲了工作臺的剛度,對工作臺的質(zhì)量進(jìn)行了大幅度地削減,工作臺質(zhì)量僅為32.5 kg;另一種方案是在沒有明顯降低工作臺的剛度的前提下,通過增加筋板,減小壁厚等措施使得工作臺的質(zhì)量下降了7.3 kg。對兩種方案都進(jìn)行了實驗,結(jié)果表明第二種方案是可行的。震動和噪聲明顯下降,實測值小于82db,達(dá)到了國家標(biāo)準(zhǔn);定位精度也達(dá)到了2.2 μm,滿足了用戶的要求。
1 Daisuke Kono,Atsushi Matsubara,Iwao Yamaji,etc.High - precision machining by measurement and compensation of motion error[J].International Journal of Machine Tools& Manufacture,2000,9(48):1103-1110
2 Chen JS,Huang YK,Cheng CC.Mechanical model and contouring analysis of high speed ball screw drive systems with compliance effect[J].Int J Adv Manuf Technol,2004(24):241 -250
3 吳南星,胡如夫,孫慶鴻.數(shù)控車床絲杠進(jìn)給系統(tǒng)剛度對定位精度的影響[J].中國工程科學(xué),2004,6(9):46~49
4 張耀滿.高速機床進(jìn)給系統(tǒng)的性能研究[J].機械工程師,2004(5):7~9
5 楊祖孝.進(jìn)給滾珠絲杠副傳動剛度的計算[J].制造技術(shù)與機床,1999(7):12~14
6 李軍,邢俊文,覃文浩.ADAMS實例教程[M].北京:北京理工大學(xué)出版社,2002.
7 蔣慶磊,武鵬,王樂勤.齒式離合器結(jié)合過程動態(tài)特性的仿真[J].機械設(shè)計,2009(3):20-22,58
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國生殖健康(2019年2期)2019-08-23 08:12:08
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
產(chǎn)品可靠性報告(2017年7期)2017-09-05 09:49:12