微切削理論及相關(guān)技術(shù)的研究現(xiàn)狀及趨勢(shì)
2010-04-24 07:25:54張棉好劉智強(qiáng)
制造技術(shù)與機(jī)床 2010年9期
關(guān)鍵詞:變形
張棉好 劉智強(qiáng)
(浙江師范大學(xué)機(jī)電技術(shù)研究中心,浙江 金華 321000)
1 微切削加工范疇
隨著人們擴(kuò)大生存空間和移動(dòng)方便的需要,微細(xì)產(chǎn)品的應(yīng)用范圍迅速擴(kuò)大,目前已進(jìn)入國(guó)防、航空航天、計(jì)量檢測(cè)、生物醫(yī)學(xué)、電子與計(jì)算機(jī)和儀器科學(xué)等多個(gè)領(lǐng)域。微切削技術(shù)以其良好的適應(yīng)性及高的生產(chǎn)率廣泛應(yīng)用于微細(xì)產(chǎn)品的加工中。近二十年來(lái),各國(guó)的研究者對(duì)微切削尺度范疇定義并不統(tǒng)一,主要有以下觀點(diǎn):
(1)微切削指加工尺寸在1 mm 以下、精度為0.01~0.001 mm 零件的切削加工。
(2)T.MasuzaWa 定義微切削為切削厚度小于999 μm 的切削過程[1]。試驗(yàn)中他把切削厚度選擇在1~200 μm。
(3)國(guó)際生產(chǎn)工程協(xié)會(huì)CIRP 物理化學(xué)科學(xué)制造過程會(huì)議把加工尺度定義在1~500 μm[2]。
(4)A.Simoneau 認(rèn)為微切削定義應(yīng)從切削特點(diǎn)上真正反映微切削與宏觀切削的分別,即尺度效應(yīng)的出現(xiàn)[3]。
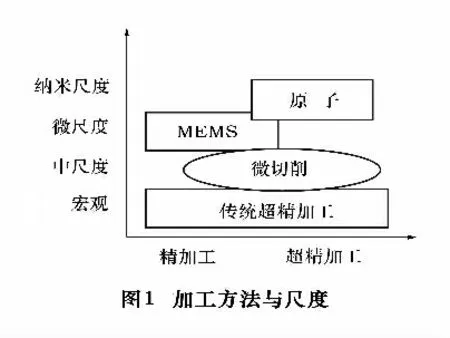
(5)Subbiah.S 認(rèn)為微切削是以下三種情況下的微量材料去除過程:一是微小產(chǎn)品及部件的加工過程;二是制造大型工件上的微小、復(fù)雜結(jié)構(gòu);三是在大型工件上制造精密的光滑表面。因此微切削并不完全需要微小尺寸的刀具,用宏觀切削中的刀具也可以做到微切削[4]。各種加工方法尺度如圖1 所示。
2 微切削理論的研究現(xiàn)狀
微切削加工與常規(guī)切削加工相似,即用刀具以機(jī)械切削方法加工工件表面,但因微切削加工中工件尺寸微小而顯露出不同的特性。微切削切屑形成理論從宏觀精密切削加工較硬的鋼而得出,主要包括以下幾個(gè)方面:
2.1 切屑變形和最小切削厚度
微切削過程中,由于切削厚度值微小,刀具切削刃刀尖半徑對(duì)加工影響較大。如圖2 所示,切削時(shí)切削層沿Od 線與金屬基體分離形成切屑,O 點(diǎn)為切屑分界點(diǎn),O 點(diǎn)以上的待切削層金屬沿OP 滑移之后沿刀具切削刃鈍圓OG、刀具前刀面GH 摩擦流出形成切屑。O 點(diǎn)以下待切削層金屬一部分?jǐn)D過刀具切削刃鈍圓OM 下方并發(fā)生摩擦,再沿后刀面MN 摩擦,然后流出形成已加工表面;另一部分做側(cè)向塑性流動(dòng)。微切削時(shí)在刀具前方形成塑性變形區(qū),此區(qū)深入到切削線ab 以內(nèi)一定深度,這樣,加工表面的金屬也產(chǎn)生塑性變形。被切金屬在O 點(diǎn)以下的刀具切削刃鈍圓圓弧擠壓作用下發(fā)生變形,并且已變形的金屬又受到Δr 及Δl 的擠壓和摩擦進(jìn)一步發(fā)生變形。

微切削加工,刀具切削刃鈍圓半徑應(yīng)大于最小切削厚度。當(dāng)?shù)度锈g圓半徑稍大于最小切削厚度hm時(shí),切削的剪切變形往往發(fā)生于刀具的刃口鈍圓處,切削時(shí)出現(xiàn)負(fù)前角而產(chǎn)生較大的切削力和切削變形。切削力的增大加速了刀具的磨損并易產(chǎn)生積屑瘤。當(dāng)切削厚度小于最小極限厚度時(shí),工件產(chǎn)生較大的彈性變形則無(wú)法切除材料。因此尋求最小切削厚度成為實(shí)現(xiàn)正常微切削的關(guān)鍵。
最小切削極限的概念是指:切深或進(jìn)給必須超過某一臨界值,才能形成切屑。當(dāng)待切厚度h 小于最小切削極限hm這一臨界值時(shí),工件將只產(chǎn)生彈性變形,而不能去除工件材料;當(dāng)h 接近于hm時(shí),由于材料的剪切變形而形成切屑,同時(shí)伴隨一定的彈性變形,使得切除深度小于期望值;當(dāng)待切厚度大于最小切削極限hm時(shí),彈性變形隨待切厚度的增加而大大減小,使得整個(gè)厚度為切除深度的材料變成切屑。

研究人員通常利用有限元法分析或切削實(shí)驗(yàn)來(lái)估計(jì)hm。文獻(xiàn)[6]利用有限元仿真分析了切削鋼件時(shí)的最小切削厚度,并提出在切削珠光體狀態(tài)的鋼時(shí),最小切削厚度為刀刃鈍圓半徑的0.2 倍,切削鐵素體狀態(tài)的鋼件時(shí)則為0.3 倍。文獻(xiàn)[7]提出可以根據(jù)切削力的突變確定hm值。文獻(xiàn)[8]則根據(jù)刀刃鈍圓半徑及工件與刀具間的摩擦系數(shù),分析得出最小切削厚度數(shù)值近似為

式中:β 為刀具與待加工表面間摩擦角;Re為刀刃鈍圓半徑。
2.2 微切削過程中的切削力
切削力不僅影響刀具變形,同時(shí)限制進(jìn)給速度,其大小與切屑變形有關(guān)。根據(jù)切屑形成原理,切削力由擠壓力和剪切力兩大部分組成。建立微切削的切削力模型有助于合理地選擇切削用量。文獻(xiàn)[9]分析了宏觀切削和微切削中切削力的差異,并提出:在宏觀切削模型中剪切現(xiàn)象沿剪切面發(fā)生,而在微切削中剪切則集中在切削刃附近,并建立了正交微切削力分析模型,提出微切削時(shí)的切削力模型完全不同于宏觀切削力模型。
文獻(xiàn)[10]認(rèn)為,在低速切削時(shí),刀具切削振動(dòng)和工件彈性回復(fù)與切削力的數(shù)值有關(guān),并提出了在微銑削時(shí)存在三種現(xiàn)象:彈性變形、彈性變形和剪切變形并存、僅剪切變形。他們還利用不同的進(jìn)給速度進(jìn)行了切削試驗(yàn),并指出在進(jìn)給率很低時(shí),因工件的彈性變形而導(dǎo)致切削過程不穩(wěn)定,從而導(dǎo)致切削厚度不均而發(fā)生切削顫振。
2.3 工件材料對(duì)微切削的影響
在微切削中,切削深度有時(shí)小于工件材料的晶粒,故應(yīng)考慮工件的晶粒及晶向?qū)庸さ挠绊憽<僭O(shè)工件材料性質(zhì)各向同性并不合理,因?yàn)榫Я5某叽缤c刀具的刃口半徑在同一數(shù)量級(jí),晶格的結(jié)構(gòu)將影響材料總體切削性能[11]。這也是宏觀切削和微切削的一個(gè)重要區(qū)別。在微切削過程中,晶格位錯(cuò)往往導(dǎo)致切削力不均勻并產(chǎn)生振動(dòng),即使是改善機(jī)床設(shè)計(jì)和工作條件也無(wú)法消除此類振動(dòng)。因此,由于晶粒大小及材料的非均勻性,無(wú)法在微切削加工中采用平均切削系數(shù)。
文獻(xiàn)[12]研究了在精密加工中因材料不均勻而引起的振動(dòng)現(xiàn)象,認(rèn)為晶粒大小及方向影響剪切角和強(qiáng)度。文獻(xiàn)[11]分析了在車削時(shí)的切削力,針對(duì)鋁材和硅合金,分析其不同的微結(jié)構(gòu)對(duì)切削力大小的影響,得出:不同的金相組織,產(chǎn)生不同的加工誤差和振動(dòng),刀具磨損量也有所不同。
文獻(xiàn)[13]利用三步分析法,分析了鋼不同顯微組織時(shí)的切削力,并發(fā)現(xiàn)在切削鐵素體和珠光體材料時(shí)因其韌性不同,獲得加工表面質(zhì)量不同。文獻(xiàn)[14]建議在微切削加工中應(yīng)使用各向同性的工件材料,他們對(duì)某一鋼材采用180~600 ℃范圍進(jìn)行淬火和退火處理,以期獲得各向同性的材料。
2.4 刀具磨損及毛刺
在微切削中,較小的切削深度可顯著地增大刀具和工件間的摩擦力,產(chǎn)生較大的熱量,加劇刀具的磨損。此外,因微小的零件無(wú)法在后續(xù)的工序中去除毛刺,如何防止毛刺的產(chǎn)生則顯得至關(guān)重要。
在宏觀切削加工中,刀具磨損方面的研究很多,但在微切削中相關(guān)研究則較少。文獻(xiàn)[15]利用神經(jīng)網(wǎng)絡(luò)并利用切削力預(yù)測(cè)了刀具磨損,獲得了磨損數(shù)據(jù)。他們利用神經(jīng)網(wǎng)絡(luò)估計(jì)出鋁和鋼在微切削中的切削條件,發(fā)現(xiàn)加工鋁材刀具磨損速度比加工鋼材時(shí)要慢。然而,神經(jīng)網(wǎng)絡(luò)需要大量的實(shí)驗(yàn)數(shù)據(jù),且不同的材料和切削條件其結(jié)果有時(shí)會(huì)產(chǎn)生矛盾。
文獻(xiàn)[16]通過對(duì)銅的微切削加工,發(fā)現(xiàn)直徑為1 mm 的銅在加工時(shí)產(chǎn)生的磨損與刀具的刃傾角及切削深度有關(guān),切削深度較小(0.15 mm)比切削深較大(0.25 mm)時(shí)磨損較快,其解釋為連續(xù)的切屑沿螺旋槽流出,在前刀面上作用的切屑較大造成的。
文獻(xiàn)[17]研究了微切削中刀具磨損與冷卻液壓力間的關(guān)系,發(fā)現(xiàn)兩者之間并無(wú)直接聯(lián)系。
在銑削中,因切屑的塑性變形會(huì)導(dǎo)致工件產(chǎn)生毛刺。文獻(xiàn)[14]報(bào)告了在微切削加工硬材料時(shí)經(jīng)常出現(xiàn)毛刺,刀具磨損較為嚴(yán)重。文獻(xiàn)[18]研究了在微切削加工鋼、銅和不銹鋼時(shí)毛刺產(chǎn)生的方向。為減少毛刺,他們?cè)阢~工件邊緣涂一層聚合材料,使刀具在切削時(shí)始終與工件或聚合材料接觸,加工后,用丙酮在超聲波槽中去掉聚合材料。對(duì)于不銹鋼,他們利用電化學(xué)的方法去除毛刺。然而此類后處理方法去除毛刺成本較高。
3 其它相關(guān)技術(shù)
微小工件的檢測(cè)和裝配是影響限制微系統(tǒng)商業(yè)化的重要因素之一。微系統(tǒng)往往由許多微小零件組成,且有著不同的功能。在微系統(tǒng)中用一個(gè)微小零件完成復(fù)雜功能是不切實(shí)際的。因此,裝配在微產(chǎn)品中有著十分重要的地位。當(dāng)前,檢測(cè)、造型、夾持及微系統(tǒng)的組裝主要應(yīng)用于半導(dǎo)體產(chǎn)品的制作。隨著3D 時(shí)代的到來(lái),現(xiàn)有技術(shù)必須得到進(jìn)一步的發(fā)展。
3.1 測(cè)與造型
為確保微系統(tǒng)實(shí)現(xiàn)其功能,3D 微部件的可靠性和動(dòng)態(tài)性能越來(lái)越重要。通常,工件利用有限元分析法來(lái)評(píng)估系統(tǒng)的性能,可其結(jié)果仍需要用實(shí)驗(yàn)來(lái)驗(yàn)證。
文獻(xiàn)[19]用壓力式振動(dòng)器和激光振動(dòng)計(jì)構(gòu)建了動(dòng)態(tài)實(shí)驗(yàn)系統(tǒng)。該系統(tǒng)由真空室和隔振用的泡沫組成,然而他們可測(cè)得頻率響應(yīng)函數(shù)和微結(jié)構(gòu)的固有頻率值,不能獲得力與位移間的關(guān)系。諸如阻尼系數(shù)及動(dòng)態(tài)剛度等動(dòng)態(tài)參數(shù)的檢測(cè)有待進(jìn)一步研究。
3.2 持與裝配
微裝配技術(shù)包括連接方式、公差、干涉及裝配力等因素。宏觀的裝配中裝配力主要取決于操作者和相關(guān)的工件,通常重力也是重要的因素之一。然而,在微系統(tǒng)中,表面張力、摩擦力、靜電作用力、Van der Walls 力等方面的吸附力將成為微系統(tǒng)裝配的主宰[20],在零件尺寸10 μm 至1 mm 之間時(shí),Van der Walls 力并不顯著,但在納米級(jí)時(shí),將成為主要因素。
當(dāng)微產(chǎn)品尺寸小于1 mm 時(shí),因傳感器及驅(qū)動(dòng)器的檢測(cè)和控制等原因,常規(guī)的操作方式不適用。微機(jī)械裝配方式有接觸式和非接觸式兩大類。由硅合金的MEMS 發(fā)展而來(lái)的接觸式為機(jī)械式,如壓電式,記憶合金、雙壓電晶片等。非接觸式包括磁場(chǎng)、電場(chǎng)等。
微系統(tǒng)中零件間的連接方法有粘合、咬合、微螺母及螺栓聯(lián)接。在裝配時(shí),要求有很高的裝配精度,因此需用可視的伺服系統(tǒng),如CCD 照相機(jī)。
4 切削技術(shù)研究熱點(diǎn)問題
微小零件制造系統(tǒng)是21 世紀(jì)加工三維微小金屬零件的主要手段,具有獨(dú)特的優(yōu)勢(shì),如可加工各種普通的工程材料,但也存在各種挑戰(zhàn)和限制。國(guó)外發(fā)達(dá)國(guó)家在微切削單元技術(shù)方面已經(jīng)突破了關(guān)鍵技術(shù),我國(guó)也在積極跟蹤世界前沿技術(shù),開展了一系列關(guān)鍵技術(shù)的攻關(guān)工作,取得了可喜的研究成果,但在微制造基礎(chǔ)理論、系統(tǒng)集成制造技術(shù)及加工技術(shù)方面還與日美等發(fā)達(dá)國(guó)家存在著一定的差距,尚存在許多問題亟待研究解決,尤其在實(shí)用化微型制造系統(tǒng)的設(shè)計(jì)及相關(guān)應(yīng)用技術(shù)方面還需投入大量的技術(shù)力量開展研究工作。今后的研究方向?qū)⒅饕獓@以下幾個(gè)方面。
4.1 微切削理論領(lǐng)域
(1)建立一個(gè)針對(duì)不同工件材料和切削條件的最小切削厚度模型。
(2)在研究最小切削極限時(shí),需要綜合考慮諸如刀具刃口、變形、彈塑性行為、徑向跳動(dòng)、刀具磨損和熱擴(kuò)散等因素的影響。目前的研究只限于對(duì)上述單個(gè)因素的影響分析,但對(duì)于微切削現(xiàn)象缺乏綜合分析和描述。
(3)材料各向同性處理技術(shù)。
(4)微結(jié)構(gòu)部件的無(wú)毛刺加工技術(shù)或毛刺去除技術(shù)。
(5)微結(jié)構(gòu)的檢測(cè)與試驗(yàn)技術(shù)以及微小型設(shè)備的性能測(cè)試與評(píng)估技術(shù)。
4.2 實(shí)時(shí)監(jiān)控技術(shù)
目前,微結(jié)構(gòu)部件和刀具通常利用特殊儀器(如SEM)進(jìn)行離線檢測(cè),設(shè)備昂貴,且對(duì)技術(shù)工人要求相當(dāng)高。因此,急需發(fā)展在線監(jiān)測(cè)技術(shù),監(jiān)測(cè)刀具磨損情況、折斷、切削顫振或進(jìn)行自適應(yīng)控制,以延長(zhǎng)刀具壽命,提高產(chǎn)品質(zhì)量。
5 結(jié)語(yǔ)
微切削技術(shù)被譽(yù)為21 世紀(jì)十大關(guān)鍵技術(shù)之首。微切削技術(shù)是微小型機(jī)械制造系統(tǒng)的重要組成部分,是連接微觀與宏觀制造領(lǐng)域的橋梁技術(shù),是21 世紀(jì)的重點(diǎn)發(fā)展方向,受到世界各制造業(yè)發(fā)達(dá)國(guó)家的高度重視。國(guó)內(nèi)與國(guó)外在這方面的差距主要體現(xiàn)在缺乏系統(tǒng)的基礎(chǔ)理論、材料制備工藝、先進(jìn)的設(shè)計(jì)理念與方法,微制造工藝、微結(jié)構(gòu)的檢測(cè)與試驗(yàn)技術(shù)以及微小型設(shè)備的性能測(cè)試與評(píng)估技術(shù)等。
特別是對(duì)微切削技術(shù)與機(jī)理研究方面,當(dāng)前還是嶄新的課題。因此,開展高效率實(shí)用化微制造系統(tǒng)及其相關(guān)技術(shù)的研究,是解決制造設(shè)備微小型化的關(guān)鍵基礎(chǔ)技術(shù)和當(dāng)務(wù)之急。
[1]盛曉敏,鄧朝暉.先進(jìn)制造技術(shù)[M].北京:機(jī)械工業(yè)出版社,2000.
[2]T Masuzawa.state of the Art of Micromachining[C].Annals of the ClRP,2000,49.
[3]M A Elbestawi,A Simoneau,E Ng.The effect of microstrulcture on chip formation and surface defects in microscale mesoscale and macroscale cutting of steel[C].Annals of the CIRP,2006.
[4]Sathyan Subbiah.Some investigations 0f scaling effects in microcutting[R].Georgia Institute of Technology,2006.
[5]H.K.Tonshoff,Developments and trends in monitoring and control of machining processes[C].Annals of CIRP,1988,37(2):611 -622.
[6]M.P.Vogler,R.E.Devor,S.G.Kapoor,On the modeling and analysis of machining performance in micro endmilling[J].Journal of Manufacturing Science and Engineering,2004,126(4):685 -705.
[7]K.Liu,X.P.Li,M.Rahman,Characteristics of high speed microcutting of tungsten carbide[J].Journal of Materials ProcessingTechnology,2003,140:352 -357.
[8]S.M.Son,H.S.Lim,J.H.Ahn,Effects of the friction coefficient on the minimum cutting thickness in micro cutting[J].International Journal of Machine Tools and Manufacture,2005,45:529 -535.
[9]J.-D.Kim,D.S.Kim.Theoretical analysis of micro-cutting characteristics in ultra-precision machining[J].Journal of materials Processing Technology,1995,49:387 -398.
[10]X.Liu,M.B.Jun,R.E.DeVor,S.G.Kappor,Cutting Mechanisms and their Influence on Dynamic Forces[C].Vibrations and Stability in Micro-end Milling Proceedings ASME International Mechanical Engineering Congress and Exposition.Anaheim California,2004.
[11]J.Grum,M.Kisin.Influence of microstructure on surface integrity in turning-part 2:the influence of a microstructure of the work piece material on cutting forces[J].International Journal of Machine Tools and Manufacture,2003,43:1545 -1551.
[12]W.B.Lee,C.F.Cheung,S.To.Materials induced vibration in ultraprecision machining[J].Journal of Materials Processing Technology,1999,89 -90:318 -325.
[13]M.P.Vogler,R.E.Devor,S.G.Kapoor.Microstructure -level force prediction model for micro-milling of multi-phase materials[J].Journal of Manufacturing Science and Engineering,2003,125:202-209.
[14]H.Weule,V.Huntrup,H.Tritschler.Micro -cutting of steel to meet new requirements in miniaturization[C].Annals of CIRP,2001.
[15]I.N.Tansel,T.T.Arkan,W.Y.Bao,N.Mahendrakar,B.Shisler,D.Smith,M.McCool.Tool wear estimation in micro -machining.Part 1;tool usage-cutting force relationship[J].International Journal of Machine Tools and Manufacture,2000,40:599 -608.
[16]M.Rahman,S.Kumar,J.R.S.Prakash.Micro milling of pure copper,Journal of materials Processing Technology,2001,116:39 -43.
[17]Mitsubishi Co.,Machining Performance using the Mitsubishi micro MZS drills with 2 coolant holes through,Website:http;//www.mitsubishicarbide.com/mmus/ca/ product/article/ mzs.pdf.
[18]Th.Schaller,L.Bohn,J.Mayer,K.Schubert.Microstructure grooves with a width of less than 50 mm cut with ground hard metal micro end mills[J].Precision Engineering,1999,23:229 -235.
[19]O.B.Ozdoganlar,D.S.Epp,P.L.Reu,H.Sumali.Development of a testing facility for experimental investigation of MEMs dynamics Proceedings[C].ASME International Mechanical Engineering Congress and Exposition,Anaheim California,2004.
[20]D.Popa,B.Kang,J.Wen,H.Stephanou.Dynamic modeling and input shaping of thermal bimorph MEMS actuators[C].IEEE Conference Robotics and Automation,2003.
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級(jí)版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
