YF716型包裝機組物料站拉紙驅動裝置設計
2025-02-24 00:00:00李俊
河南科技 2025年1期


摘 要:【目的】許昌煙草機械有限責任公司YF716型包裝機組物料站在與ZB48A型包裝機組對接過程中,因內框紙進入包裝機時紙張力不均而導致包裝機切片尺寸長度不一致。為解決這一問題,設計出一種新型拉紙驅動裝置。【方法】通過在兩機組之間增加一拉紙驅動裝置,利用氣缸控制的可擺動單向壓紙輥的抬起與下壓來實現紙張的輸送與停止,并通過超聲波傳感器制造一段零張力空間,同時紙輥與伺服電機通過同步帶連接,實現速度的實時響應,并實現與包裝機的信號完全同步。【結果】最終實物分析表明,加裝拉紙驅動裝置后,包裝機切片的尺寸誤差不超過0.2 mm,被控制在允許范圍內,實現與包裝機排空信號的完全同步。【結論】在現有工藝基礎上增加該裝置,能有效解決紙張力不均及包裝機排空時材料浪費的問題,滿足機組全自動化及綠色生產的工藝要求。
關鍵詞:包裝機物料站;拉紙驅動;排空;紙張力控制
中圖分類號:TS43" " " 文獻標志碼:A" " 文章編號:1003-5168(2025)01-0033-04
DOI:10.19968/j.cnki.hnkj.1003-5168.2025.01.006
Design of the Paper Pulling Drive Device for YF716 Packaging Unit
Material Station
LI Jun
(Xuchang Tobacco Machinery Co., Ltd., Xuchang 461000, China)
Abstract:[Purposes] In the process of the material station of the new YF716 packaging unit of Xuchang Smoke Machine Co., Ltd. docking with the ZB48A packaging unit, in order to solve the problem that the paper tension of the inner frame paper is uneven when it enters the packaging machine, which results in the inconsistent size and length of the slice of the packaging machine, a new paper pulling drive device was designed.[Methods] By adding a paper pulling drive device between the two units, the lifting and pressing of the swingable unidirectional paper pressing roller controlled by the cylinder are used to realize the conveying and stopping of the paper, and a section of zero-tension space is created through the ultrasonic sensor, and the paper roller and the servo motor are connected through the synchronous belt to realize the real-time response of the speed, so as to achieve complete synchronization with the signal of the packaging machine.[Findings] Through the final physical test analysis, after the installation of the paper pulling driving device, the slice size error of the packaging machine was controlled within the allowable range, and the complete synchronization with the emptying signal of the packaging machine was realized.[Conclusions] On the basis of the existing process, the addition of this device can effectively solve the problems of uneven paper tension and material waste when the packaging machine is emptied, and meet the process requirements of fully automated and green production of the unit.
Keywords: packaging machine material station; paper pulling drive; emptying; paper tension control
收稿日期:2024-09-23
作者簡介:李俊(1995—),男,碩士,助理工程師,研究方向:煙草設備設計開發。
0 引言
YF716型包裝機組物料站是許昌煙草機械有限責任公司在YF712/YF713[1-5]型包裝機物料站基礎上,結合德國Focke公司M798[6]型的技術優勢所開發的新型物料站。該物料站解決了原物料站占地面積大、自動化程度低、人員占用率高等問題,實現全自動上卷、全自動開卷、全自動上膠帶、全自動拼接、舊卷筒自動剔除等功能及無人值守的完全自動運行。
與包裝機對接后,如何保證切片均勻及避免排空時材料浪費成為技術關鍵。受傳輸距離、摩擦力等因素的影響,內框紙在輸送過程中的紙張力波動較大,導致切片尺寸不一致,嚴重影響煙支的包裝質量。此外,包裝機定期切斷內框紙進行排空,物料站與包裝機信號不能及時同步,從而造成排空期間物料站繼續供紙,導致材料浪費。
為了滿足機組全自動化和綠色生產的要求,在不改變原有系統的基礎上,本研究設計并開發出一種新型拉紙驅動裝置,以實現對紙張張力的動態控制,并在包裝機發出排空信號的最短時間內截停紙張,在確保切片均勻的同時,避免材料浪費。
1 工藝流程
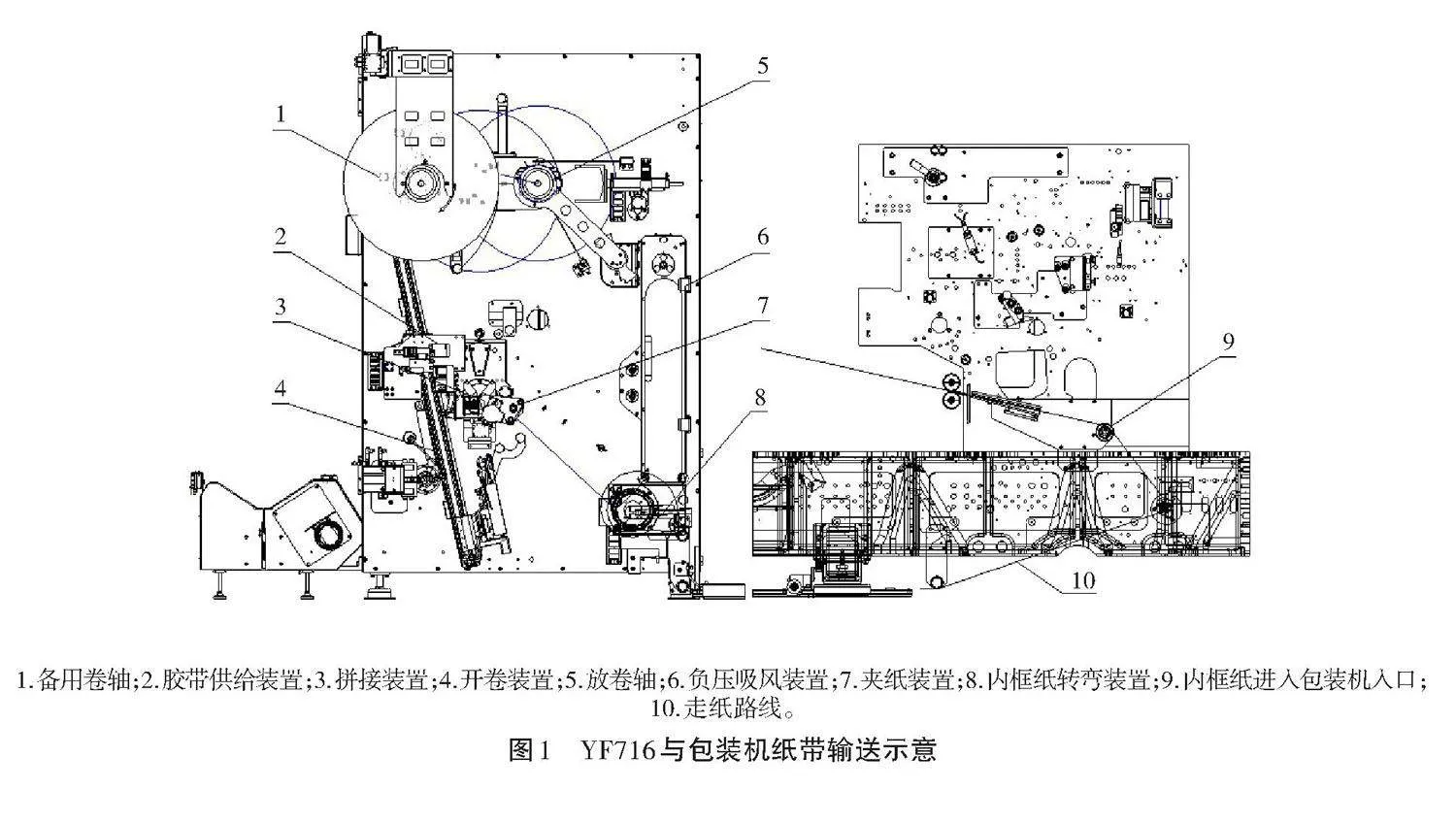
內框紙通過YF716物料站進入ZB48A型包裝機,物料站已實現全自動拼接、換盤等功能,可實現無間斷持續供應。YF716與包裝機紙帶輸送示意如圖1所示。
放卷軸向包裝機不間斷供應內框紙,備用卷軸由開卷裝置將卷盤的新紙頭拉開,拼接裝置將新紙進行切斷,膠帶供給裝置拉開卷狀膠帶,并將膠帶固定在開卷裝置的膠帶板上,膠帶板擺動,壓在備用卷軸的新紙頭上。當檢測到放卷軸即將耗盡時,放卷軸停止供紙,夾紙裝置將紙夾緊,拼接裝置將放卷軸的紙頭切斷,并搭接在備用卷軸的新紙頭上,完成內框紙輸送流程,由備用卷軸繼續無間斷向包裝機繼續供紙,原放卷軸剔除舊卷筒,并繼續補充新材料,實現內框紙供應的零間斷。
2 存在的問題
在輸送過程中,由于負壓吸風裝置和內框紙直角轉向裝置的存在,導致輸送過程中的阻力增大,使包裝機必須克服一定的紙張張力才能保證內框紙順利輸送。然而,包裝機自帶的紙輥提供的拉力較小,無法輕松克服現有張力,難以拖動內框紙移動,導致切片時尺寸波動過大,無法滿足工藝要求。
為解決現有問題,本研究在物料站與包裝機連接通道的出口處新增一拉紙驅動裝置,制造出一段零張力空間,并用伺服電機控制的雙紙輥來解決切片時張力過大和排空浪費問題。在解決上述問題的同時,保證設備的簡易性、可替換性,同時模塊化設計也有利于在對接不同機型時能靈活替換安裝位置,節約人力成本。
3 結構及功能實現
保持物料站原有部件不變的基礎上,在輸送通道出口處新增一種裝置,解決內框紙輸送過程中因張力過大而導致的切片尺寸不一致的問題。同時,受安裝空間的制約,在滿足功能的前提下,對裝置整體尺寸有著較高的要求。
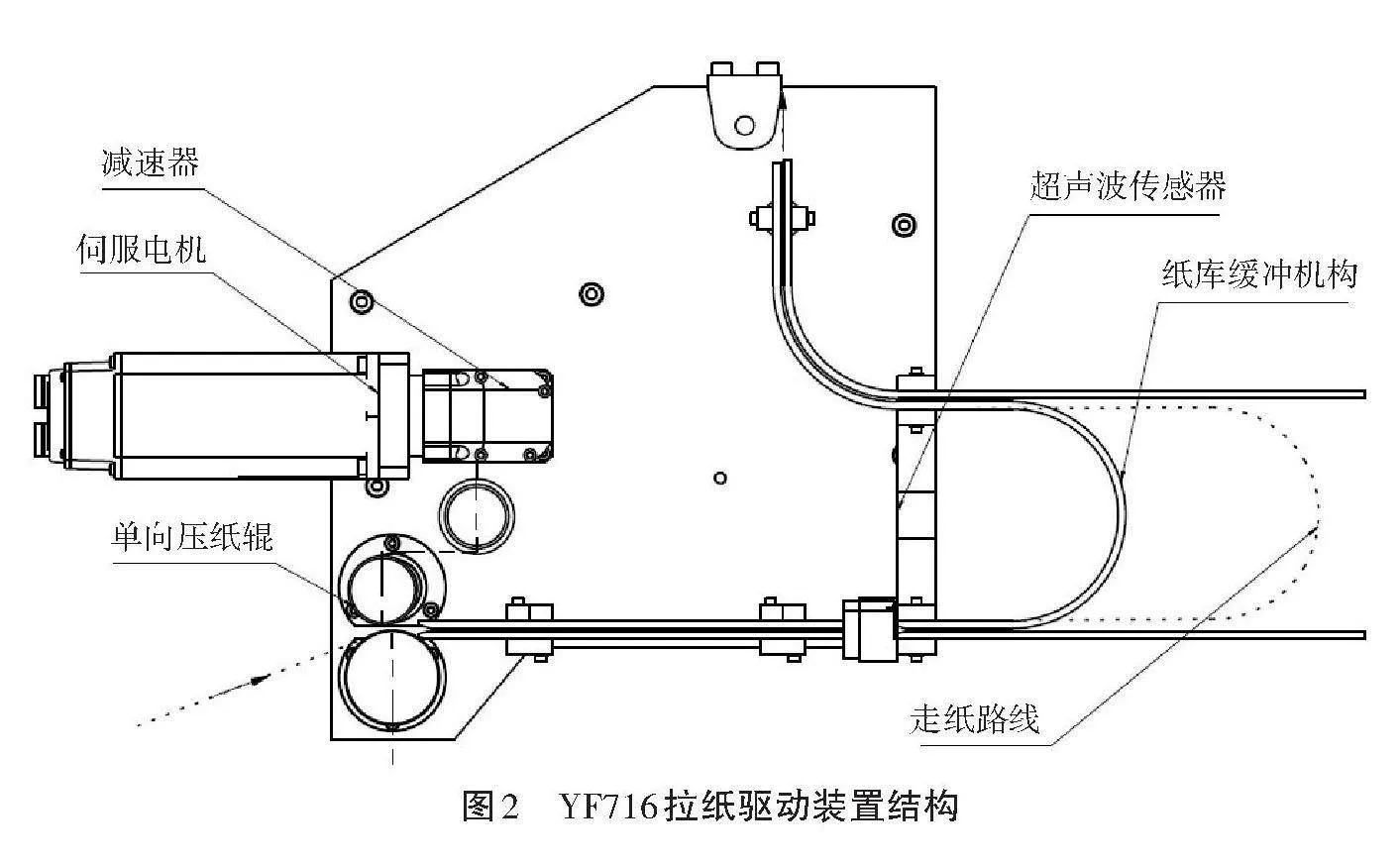
針對上述問題,本研究設計出一款拉紙驅動裝置,如圖2所示,其由單向壓紙輥、驅動單向壓紙輥擺動的線性氣缸、拖紙輥、伺服電機、減速器、紙庫緩沖機構及檢測緩沖區位置的超聲波傳感器等部件組成。
拉紙驅動裝置被安裝在包裝機紙帶入口下方,當需要手動穿引新材料時,單向壓紙輥與拖紙輥分開,將紙帶按方向引入。穿紙完成后,單向壓紙輥靠近拖紙輥,將材料壓在拖紙輥上,拖紙輥以0.2 m/s的線速度向前輸送材料。包裝機正常運行時,拖紙輥電機將根據包裝機的運行速度來自動調整拖紙輥轉速,以跟蹤包裝機速度,并確保紙緩存庫位置始終保持在超聲波傳感器設定的位置上。此時,進入包裝機的紙帶是從紙庫緩沖機構導入的,在不考慮滑動摩擦的情況下,紙庫緩沖區域的紙張力基本為零,所以,此時包裝機對內框紙進行切片時不會受到反向的牽引力。
當包裝機需要排空時,包裝機切刀將內框紙切斷,拖紙輥電機保持鎖死狀態,防止材料移動,等待包裝機排空完成后,包裝機紙輥拖動內框紙材料緩慢前進,將材料送至包裝機內框紙拖紙輥上,拉紙驅動裝置上的拖紙輥電機也會隨信號緩慢轉動,根據超聲波傳感器檢測數值,持續動態調整紙庫緩存區位置。包裝機排空時,由于存在緩沖區域,內框紙不會被反向拉出,內框紙會被壓緊截止,不會繼續向包裝機輸送,從而大大減少內框紙的浪費。
4 電控方案設計
柔性紙庫緩存機構中,超聲波傳感器讀取與正前方內框紙U型轉彎區域的距離數據,使內框紙U型區域與超聲波傳感器的距離始終為20 cm。當包裝機忽然提速,緩存區域內的紙帶就會被快速拉走,超聲波傳感器檢測到的距離減小,伺服電機根據接收到的信號實時提高轉速,加快紙帶供應,保證緩存機構中的紙帶U型轉彎處與超聲波傳感器的距離動態為20 cm。
信號傳輸的核心是實時變動的速度信號,拉紙驅動裝置負責實時調節轉速的執行機構主要是伺服電機和與單向壓紙輥連接的驅動氣缸。在機組正常運行時,驅動氣缸將單向壓紙輥壓在送紙輥上,此時物料站控制單元讀取包裝機發送的實時速度信號,根據包裝機所需要的速度,拉紙驅動裝置的伺服電機及時調整轉速。
轉速計算過程如下。
與伺服電機相連接的過紙輥直徑d為60 mm,則紙輥每旋轉一周所通過內框紙長度計算見式(1)。
[L=πd=188.5 mm]" (1)
ZB48A型包裝機的運行速度以700包/min為例,內框紙要求的單片剪切長度工藝要求為31.4 mm,所以內框紙輸送時的運行線速度見式(2)。
[v線=700×31.4=21 980 mm/min] (2)
因此物料站中放卷軸的實時線速度也應為21 980 mm/min,此時放卷軸的旋轉速度計算見式(3)。
[ω=27 980πD] (3)
式中:ω為旋轉速度,r/min;D為實時監測放卷盤的直徑(實時變動),mm。
將放卷盤的轉速信號換算為放卷電機的轉速信息,實現內框紙切片時拉紙驅動裝置與包裝機、物料站放卷軸的速度動態同步。
當排空時,包裝機發送排空信號,物料站控制器在接收到該信號后,伺服電機鎖死,防止內框紙因通道中紙張力的存在而后退,包裝機切斷內框紙,執行排空程序;排空完成后,與送紙輥相連的伺服電機開始旋轉,將內框紙繼續向前輸送;到位時,由包裝機入口處的傳感器獲取信號,開始加速運轉,同時發送同步信號,拉紙驅動裝置伺服電機開始與包裝機速度同步旋轉。內框紙排空過程中,基本可實現內框紙的零浪費,并實現無間斷連續運轉。
5 實物測試
拉紙驅動裝置與包裝機對接完成后的實物圖如圖3所示。經過一段連續時間運行,機組整體運行穩定、可靠。
根據卷煙企業及包裝線工藝質量標準要求,內框紙切片尺寸要求為31.4 mm±0.2 mm,在YF716型包裝機組物料站與ZB48A型包裝機連續3 d的持續運轉實際測試過程中,隨機時段進行10次抽樣檢測,結果見表1。
由表1可知,偏差最大的為第3組數據,長度為31.59 mm,偏差尺寸為0.19 mm(小于0.20 mm),符合工藝標準的要求;偏差最小的為第8組數據,長度為31.43 mm,偏差尺寸為0.03 mm,10次隨機抽樣結果長度平均值為31.424 mm。
實物測試結果表明,加裝拉紙驅動裝置后,包裝機切片尺寸誤差被控制在允許范圍內,且與包裝機排空信號實現了完全同步,執行到位,避免材料浪費。該裝置對提高機組運行效率和產品質量具有顯著效果。
6 結語
本研究成功設計并制造了拉紙驅動裝置,有效解決內框紙紙張力波動引起的切片長度不一致及排空材料浪費的問題。該裝置安裝位置靈活、結構簡單可靠,能滿足用戶使用要求。此外,該裝置具有較低的生產成本和高效穩定的性能指標,實現新型物料站的全自動化運行,無需人工干預,不會對材料造成浪費,質量穩定、運行高效,能有效降低工人勞動強度,為國產煙草物料站領域帶來技術突破。
參考文獻:
[1]孔方亮.包裝機物料站膠帶自動供給裝置結構設計[J].機械管理開發,2024,39(4):164-165.
[2]謝明金,韓紅彬,瞿華瀅,等.YF716型包裝機物料站自動拼接機構的研制及應用[J].中國煙草學報,2024,30(5):56-61.
[3]唐磊,傘金輝,白九重,等.FOCKE FX-2包裝機內框紙間歇傳送裝置的運動分析[J].現代制造技術與裝備,2024,60(9):74-76.
[4]李家貴,戴禮軍,羅震寰,等.YB45硬盒包裝機煙包自動排空系統設計[J].煙草科技,2024,57(8):98-103,112.
[5]郇浩,王金晨,劉超.YF712/YF713包裝機組物料站材料轉移過程的控制程序改進[J].包裝與食品機械,2018,36(2):43-47.
[6]王潤,韓洪彥.實時系統在煙草機械生產中的應用[J].南方農機,2019,50(23):124.
