基于UG12.0的注射模型芯數控銑削編程
2023-06-27 01:50:36連燦鑫
模具工業 2023年6期
連燦鑫
(福州職業技術學院, 福建 福州 350108)
0 引 言
模具零件表面一般由4種曲面組成:避空面、膠位面、分型面和裝配位,某些模具零件上還有推桿孔、流道、鑲件孔、斜推孔等。設計人員對模具零件進行編程前要結合整副模具的結構對其進行分析,對于模具零件上的斜推孔、推桿孔、鑲件孔等裝配孔,數控銑床無法加工,而是由線切割、電火花或其它設備加工。為了防止數控編程時編程軟件對這些位置進行刀路編寫,一般編程前在實體圖上刪除或者封堵這些孔位[1]。現以1副注射模的動模型芯為例,以UG12.0作為編程軟件,介紹對模具零件進行數控編程的基本步驟,動模型芯實體上有推桿孔、拉料桿孔、斜推孔、流道等特征,如圖1所示。
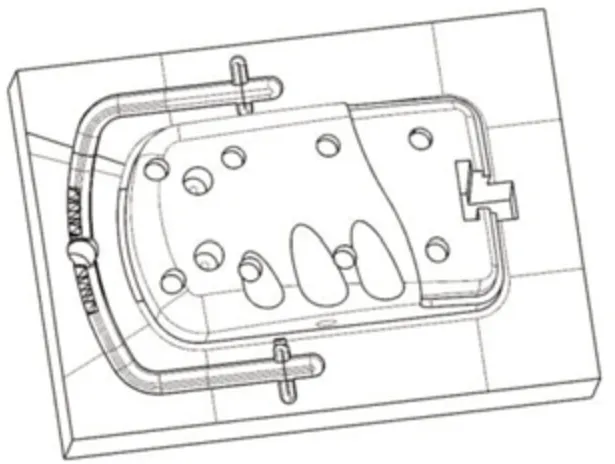
圖1 動模型芯
1 實體分析
1.1 刪除零件上的孔位
動模型芯實體上有2×φ7 mm的盲孔,深度約為10 mm,斜度為1°,這2個孔的加工工藝為用平底銑刀銑削前先用麻花鉆鉆孔,然后用電火花加工。因此在編程前,先創建這2個孔位的中心點,便于用鉆孔刀路鉆孔,創建中心點的命令是選取“菜單|插入|基準點/點|點”命令。
動模型芯實體上還有8×φ6 mm的推桿孔,實體上還有1個斜推孔和1個拉料桿孔,這些孔都是用線切割的方式加工。為防止數控編程時編程軟件對這些孔位設計銑削刀路,編程人員應在編程前對實體上的這些孔位進行刪除,UG12.0刪除孔的命令是依次選取“菜單|插入|同步建模|刪除面”命令,選擇這些孔后,單擊Enter鍵即可使這些孔位從實體上消失。另外需要注意的是實體上的流道是用成形刀具加工的,可以在實體上隱藏流道[2],刪除上述特征后實體表面整潔,如圖2所示。
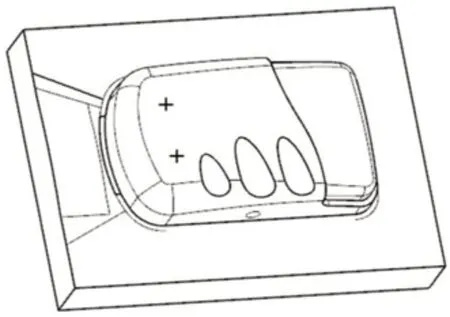
圖2 刪除某些特征后實體
1.2 實體上拐角位的處理
實體表面有1個臺階,如圖3所示,高度為5 mm,拐角位置為死角,無法用銑削的方法將其加工到位,因此在拐角位置應適當留一些加工余量,以便電火花加工,具體方法是依次選取“菜單|插入|同步建模|偏移面”命令,選擇臺階面的曲面后,單擊Enter鍵即可將這些曲面偏移指定的距離。
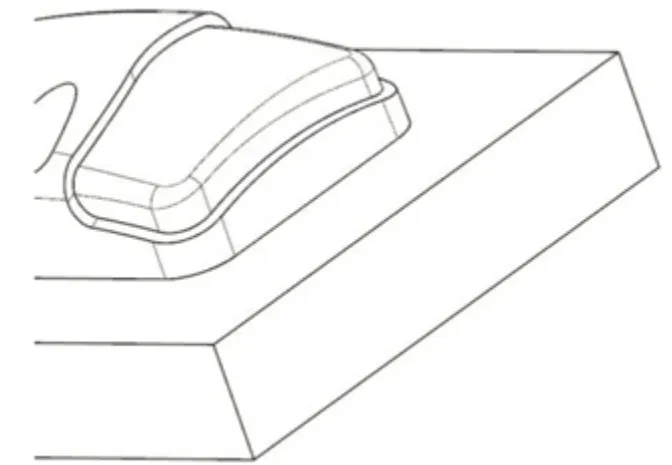
圖3 實體表面臺階
1.3 選用合適的刀具
實體材料為GS718,熱處理后硬度為38~42 HRC,應選用硬度高、耐磨性能較好的刀具加工。目前有2種刀具可以滿足加工需求,一種是涂層刀,它是在強度和韌性較好的硬質合金或高速鋼(HSS)基體表面上,利用氣相沉積方法涂覆一薄層耐磨性好的難熔金屬或非金屬化合物;另一種是合金刀(即刀粒刀),其硬度為89~93 HRC。其中涂層刀具的硬度高、耐磨性和韌性好,適合精加工,而合金刀的硬度高,適合粗加工。在實際加工時,應根據零件材質、粗加工還是精加工,選用不同的刀具。
該零件外形尺寸為140 mm×100 mm×20 mm,粗加工的切削量較大,粗加工時選用φ30R5 mm的刀粒刀。半精加工時選用φ16R0.8 mm的刀粒刀;曲面的精加工選用φ10R5 mm的涂層刀;鉆孔選用φ6 mm的麻花鉆;有一部分分型面是曲面,選用φ10R5 mm的涂層刀加工。
2 數控銑削編程過程
2.1 編程前準備
編程前應先進入數控編程環境,創建毛坯并創建刀具,才能順利進行編程,步驟如下。
第一步:在菜單欄中選取“應用模塊|加工”命令,在彈出的“加工環境”窗口中選擇默認的“cam_ganeral”和“mill_planar”選項,然后單擊Enter鍵后,即可進入編程環境。
第二步:在工作區上方的工具條中選擇“幾何視圖”按鈕,UG將會彈出1個活動的工具條,在其中展開“MCS_MILL”選項,再在彈出的窗口中雙擊“WORKPIECE”按鈕,然后在彈出的“零件”窗口中單擊“指定部件”按鈕,選取整個實體,單擊Enter鍵,在“零件”窗口中單擊“指定毛坯”按鈕,在“毛坯幾何體”窗口中的“類型”欄中選擇“包容塊”,選用默認值,單擊Enter鍵退出。
第三步:在工具欄中單擊“創建刀具”按鈕,創建4種刀具,分別為φ30R5 mm(刀粒刀)、φ16R0.8 mm(刀粒刀)、φ10R5 mm(合金球頭刀)、φ6 mm麻花鉆(合金鉆刀)。
2.2 設計鉆孔刀路
零件上有2個盲孔,深度約為10 mm,直徑約為φ7 mm,由于2個孔的尺寸較小,不適宜用銑刀進行精加工,其加工工藝是先鉆孔,再用電火花加工。對于加工深度較深的孔,在鉆孔時一般采用啄鉆工藝,即每鉆2 mm,麻花鉆就提升一定的高度,以便鉆屑脫落,不但能防止麻花鉆斷裂,而且能使冷卻液進入孔洞。對于第1次使用NX12.0鉆孔的用戶,需加載drill子工序,才能設計啄鉆刀路,加載drill子工序的方法:用文本編輯器打開NX12.0MACH esource emplate_setcam_general.opt文件,將“##${UGII_CAM_ TEMPLATE_PART_ENGLISH_DIR}drill.prt”和“## $ { UGII_CAM_TEMPLATE_PART_METRIC_DIR } drill.prt” 兩行文本前面的“##”刪除,存盤退出后,再重新啟動NX12.0。
2.3 編寫粗加工刀路

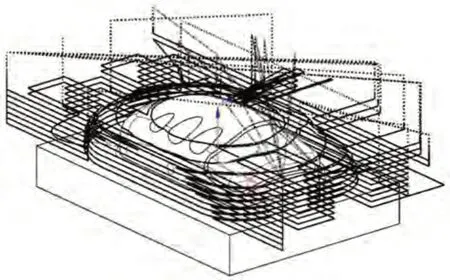
圖4 粗加工刀路
2.4 編寫半精加工刀路
在設計粗加工刀路時,由于刀具的切削速度較快,零件震動較大,刀路上一般會留下較大的波紋,為了防止過切,在進行編程時一般會給零件表面預留一定的加工余量,并且粗加工的背吃刀量較大,實體上不同高度的加工余量不同,曲面上曲率不同的位置,粗加工后的加工余量也不相同。為了便于精加工,應使零件表面不同位置的加工余量基本相同,在粗加工后、精加工前,還應編寫半精加工的刀路。根據零件形狀,半精加工時所使用的刀具為φ16R0.8 mm的刀粒刀,所選用的銑削工藝為等高銑削。具體方法是在工具欄中單擊“創建工序”按鈕→選用mill_contour→選用“深度輪廓銑”命令,選擇合適的切削速度和刀具轉速,半精加工的等高銑削刀路如圖5所示。
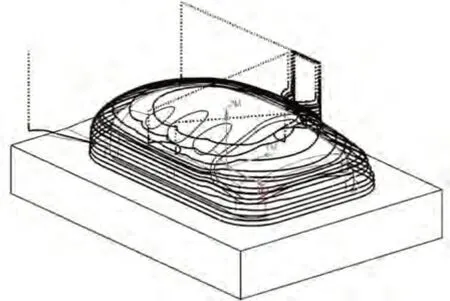
圖5 等高銑削刀路
2.5 編寫精加工刀路
模具零件上的分型面由平面和曲面組成,膠位面為不同的曲面。由于不同功能的曲面在模具零件中的作用不同,曲面的形狀也不同,必須用不同的刀路分別加工不同功能的曲面。
(1)膠位面的精加工刀路。在該實體中膠位面分成4種曲面:上表面分成兩級(此處有2個曲面),上面一級的曲面內部有3個小凹槽,上表面與分型面通過斜度曲面相連,這4種曲面分開設計刀路,同時為了保持零件曲面的完整性及相互的獨立性,必須對不同的曲面分開設計刀路。根據零件的形狀,對膠位面設計了幾種不同的刀路:上表面的拱形用φ10R5 mm的合金刀進行平行銑削,分開設計了3種刀路,最上面的曲面是1個獨立的刀路,3個凹陷的小曲面是3個獨立的刀路,臺階的曲面是1個獨立刀路,共有5個獨立的刀路,如圖6所示,這5個刀路雖然都用φ10R5 mm的合金刀進行切削,但分開設計切削刀路可以使零件表面更具有流線型。零件的側面與分型面的夾角為尖角,不適合用球頭刀加工,因此膠位的側面使用φ16R0.8 mm的刀粒刀進行切削,所用的切削工藝為等高銑削,如圖7所示。不同位置選用不同的刀路進行加工,可以使零件上的尖角位不會產生過切現象,也能保持不同曲面的完整。在對膠位面進行精加工編程時,必須按實體的實際尺寸進行精加工,不能過切,也不能留加工余量。
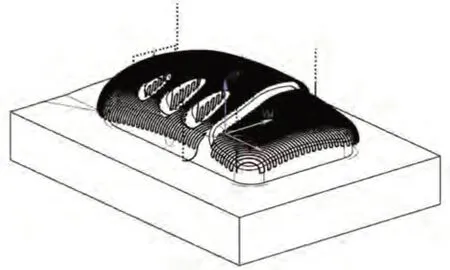
圖6 上表面有5個獨立的刀路
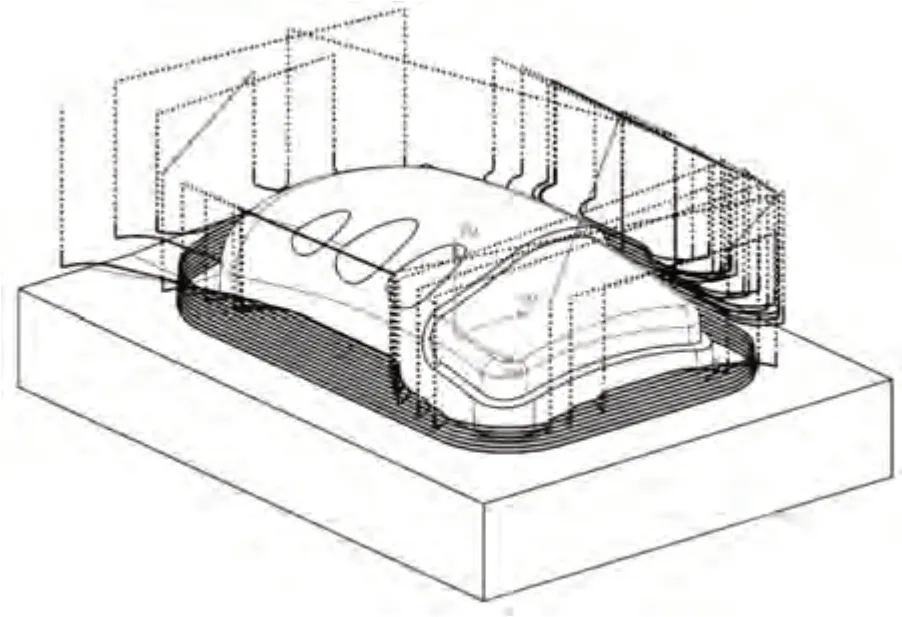
圖7 側面進行等高銑削
(2)分型面的精加工刀路。零件的分型面既有平面,也有曲面;對于分型面上的平面,適合使用φ16R0.8 mm的刀粒刀加工;對于分型面上的曲面,適合使用φ10R5 mm的合金刀進行加工。分型面的加工刀路如圖8所示。
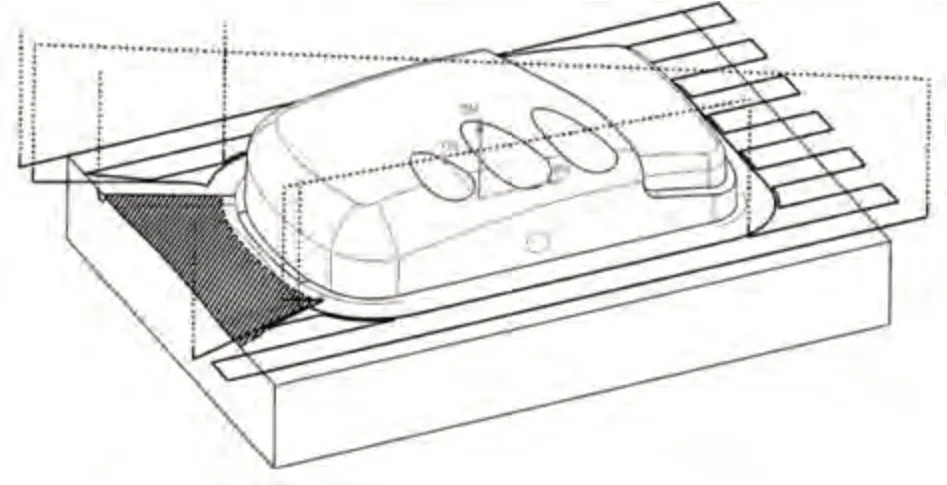
圖8 分型面的加工刀路
2.6 編寫流道刀路
流道的要求不高,可以用成形刀沿流道的軌跡進行切削,由于零件的流道在異形面上,可以先將流道的軌跡投影到曲面上,再用曲線刀路切削,加工流道的刀路如圖9所示。
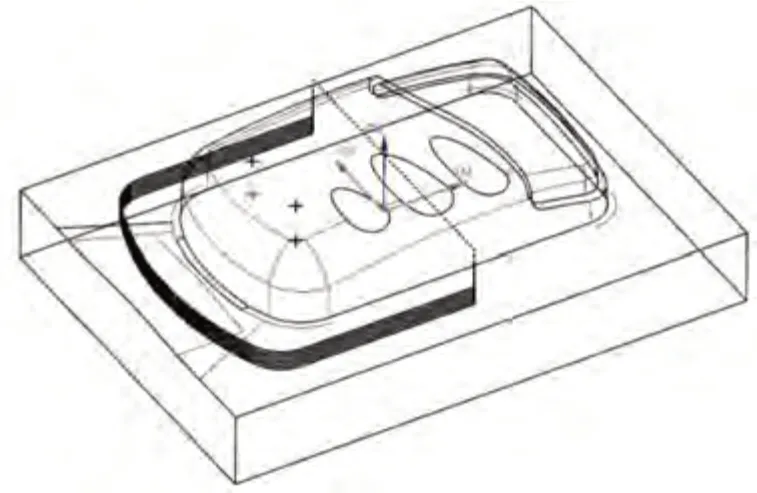
圖9 加工流道的刀路
3 對刀路進行仿真模擬
當用UG編寫好加工刀路的程序后,還需要對所編制的刀路進行仿真模擬,以便于發現編程過程中出現的疏漏或撞刀等現象,如有應立即對所編程的刀路進行修改。在UG編程環境下進行仿真模擬的基本步驟:先選擇所有刀路,再在UG的命令按鈕欄中選擇“確認刀軌”命令,即可對所編寫的刀具路徑進行模擬仿真,零件的刀路仿真模擬效果如圖10所示,沒有出現不正常的現象,可以用所編寫的刀路進行加工[3,4]。
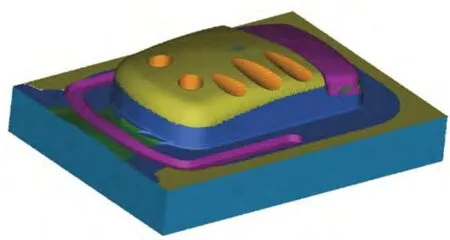
圖10 刀路仿真模擬
4 結束語
對模具零件實體編寫刀路前,應先對模具零件實體的結構進行分析,將實體上各種不同的曲面進行區分。對于零件上不需要加工的曲面及一些孔位等,可以在建模環境下先對這些特征進行刪除或者封堵,以免軟件對這些部位設計刀路。對于零件上的膠位面,應按圖紙的技術要求進行精加工;對于膠位面上不同類型的曲面或有明顯臺階的曲面,分開設計獨立的加工刀路。