蝶結翻蓋注射模設計
2023-06-27 01:50:34許聰艷
模具工業 2023年6期
關鍵詞:動作
許聰艷
(嘉亨家化股份有限公司, 福建 泉州 362005)
0 引 言
蝶結翻蓋是日化塑料包裝的高標準配件,通過蝶結帶連接上、下蓋,上蓋密封針與下蓋出液孔的出入動作形成開合蓋功能,塑件結構特點決定了其在型腔中成型時為水平打開狀態,即開蓋狀態,合蓋動作只能脫模后進行。塑件采用PP熱塑性材料成型,如在模具中冷卻后再完成針與孔的合蓋動作,一是蝶結帶滯留的內應力會降低其有效韌性,影響翻折次數和彈性功能;二是針與孔過盈配合形成的密封性及首次開蓋力會受到影響。為此設計了軌道式智能仿形機械手,實現上、下翻蓋在模具內自動合蓋動作,保證成型塑件的密封功能和力學性能。
1 塑件結構與工藝特點
塑件結構如圖1所示,應用于日化塑料包裝類,上、下蓋合上形成一整體蓋,其外形尺寸為φ23.5 mm×30.0 mm,平均壁厚為1.1 mm,質量為(3.5±0.3)g。材料采用聚丙烯(PP),收縮率為1.6%,密度為0.91 g/cm3,PP料成型性能及流動性好,具有良好的耐應力開裂性和較高的彎曲耐疲勞性,質輕、韌性好、耐化學性好,適合日化塑料產品的一體式包裝[1]。
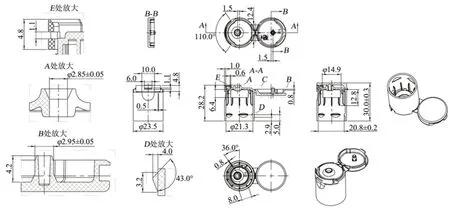
圖1 塑件結構
塑件的主要特點:①上蓋為平面,當蓋子朝下,整個包裝可自然倒立放置,以使瓶內殘留液最少,避免浪費,上、下蓋通過蝶結帶連接成一件式蓋,開合蓋動作應具有“三響”效果:開蓋(密封針離開出液孔)時響,翻蓋(上蓋脫離合蓋角度后)時響,合蓋(密封針進入出液孔)時響;②密封針在上蓋內端面向前偏心1.5 mm處,靠近手部更有利于接受物料,密封針針徑為φ(2.95±0.05) mm,高為4.2 mm,設計為中空針,要求壁厚均勻,頭部為20°錐形并倒角R0.2 mm,有利于合蓋時的導向,根部均布4條三角型助力筋條,起加固對中作用,下蓋外端面對應一錐柱體高臺,內置孔徑φ(2.85±0.05) mm出液孔,入口呈50°角外喇叭導向,要求壁厚均勻,接觸面均自然倒角,與密封針形成有效過盈量0.1 mm,合蓋后有效配合直線段≥1.2 mm,形成液密級防漏密封;③下蓋內端面凸起一密封圈形成內塞造型,外徑為φ14.9 mm,高為6.4 mm,有效壁厚為0.6 mm,并自帶脫模斜度1.6°及入口導向倒角R3.5 mm,與瓶口內徑過盈配合,起液密級密封功能。
塑件成型的關鍵:①下蓋手指開蓋讓位增加一條狀撕裂帶,由4個斷點點狀連接,形成易撕斷功能,撕裂帶為高4.8 mm、寬度110°的扇形,正中有長6.0 mm、寬1.1 mm的長方形窗口,同樣位置在上蓋配合5.5 mm×0.8 mm的凸臺平扣,合蓋時兩接觸位置均斜坡導向鎖緊,只有當此撕裂帶被人工撕掉才可開蓋,形成起防偽功能的鎖扣;②下蓋內徑圓周均布5個橫向扣位,成型時屬強脫模扣位,均自然倒角過渡,扣位中心起始基準高度5.0 mm,凸起尺寸為3.2 mm×8.0 mm×0.8 mm,呈三角形,上角與垂直面夾角43°,下角與垂直面夾角22°,配合下蓋內徑端面環布10條豎立導向筋條,尺寸為12.8 mm×0.8 mm×1.5 mm,對稱筋條之間有效內徑為φ(18.6±0.2)mm,與瓶頸直角三角形扣位形成入扣緊固配合,達到只進不出裝配,起防盜作用;③蓋外觀要求勻色亮面,表面光滑不刮手,澆口設計在下蓋外端面偏心位置,全熱流道針閥式點澆口進澆,保證待成型塑件蝶結及上蓋進澆的均衡,規避流痕方向,保證成型尺寸精度,減少塑性變形,提高裝配穩定性,保證著色均勻,進澆點無殘留不刮手[2]。
2 模具結構與生產工藝
模具結構要求在型腔中待成型塑件上、下蓋水平展開,其生產需求數量較大,采用1模32腔布局,縱4(8腔)橫8(4腔)錯位排列,平衡式進澆系統布局。模具結構設計的重點:①模內自動合蓋機構,即智能機械手機構;②在機床上快速更換模具組件結構,即鑲件結構;③模具自動化生產配套,即周邊設備配套。模具結構采用一次分型,同步雙邊抽芯,二次推出,機械手模內合蓋,輔助氣吹,在臥式油電混合注塑機上生產[3]。
2.1 模具內自動合蓋機構設計
模具內自動合蓋機構的設計若不符合實際生產要求,將影響塑件的功能性與模具合蓋機械手智能機構的合理性,如圖2所示,設計要點是采用氣動氣缸11為動力機構,機械手機構模擬人工手指關節合蓋動作軌跡,結合機械手的固定與運動框架,與注塑機的信號配合進行整套智能設計。
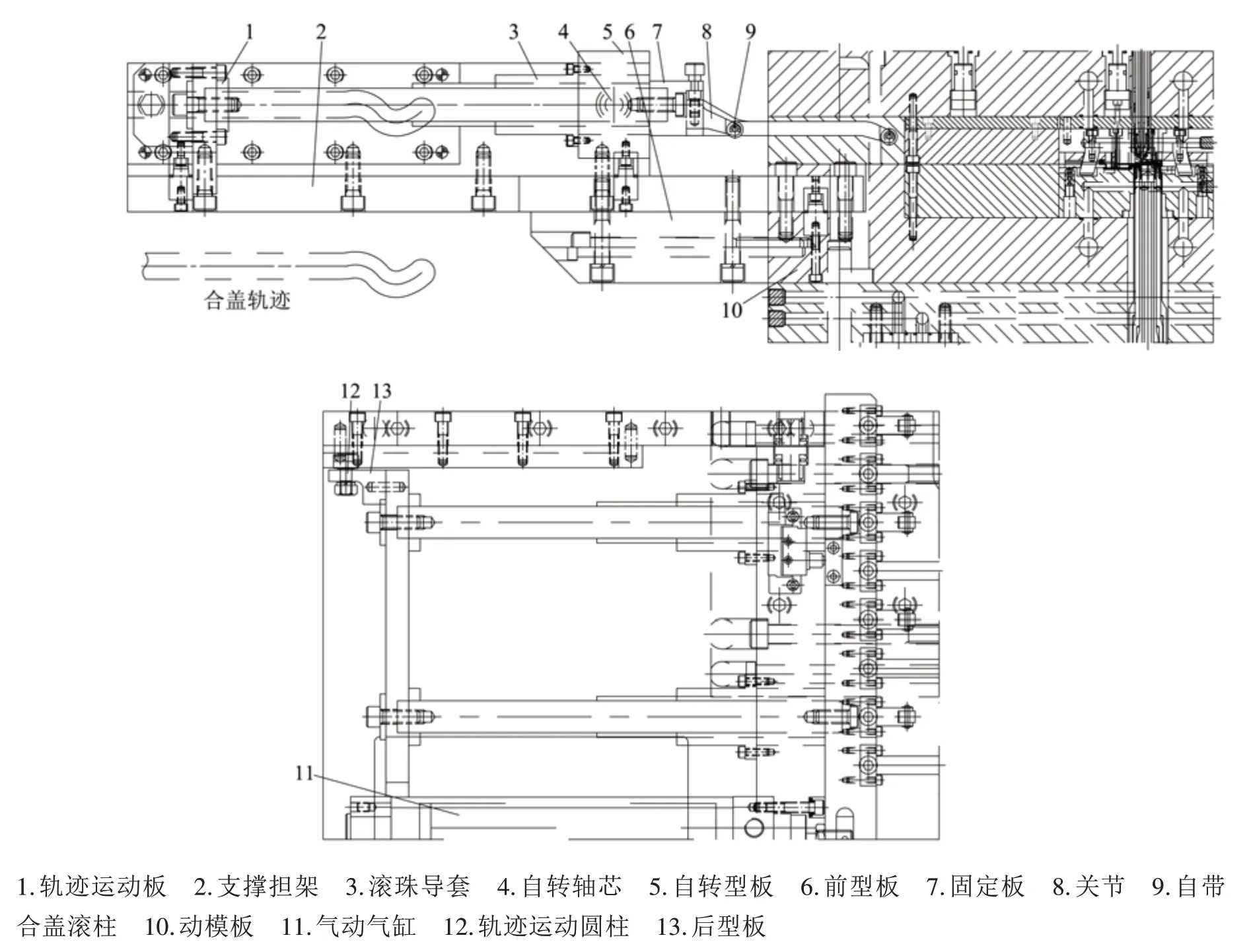
圖2 模具內自動合蓋機構
在模具前后側各固定1套機械手機構,對稱式布置,由固定式和活動式兩部分組成:①固定件:由“口”字型4件鋁合金板材為支撐固定框架,上下對稱的2個型板為運動軌道的支撐板,前端配合有圓周自轉孔位,后端內側加工仿形合蓋軌道槽;前后2個型板為固定支持板,前型板6固定在模具動模板10上,為機械手和模具之間的主要固定板,后型板13與上下對稱2個型板螺釘旋緊,起支撐框架固定作用;②活動件一:自轉型板5連接上下對稱的2個型板,上下連接處各安裝1套自轉軸芯4,當合蓋做翻折動作時,可以隨型配合做自轉動作,自轉型板5正中心固定氣動氣缸(含活塞桿)11,另有4套活動導桿與滾珠導套3分布在自轉型板5上;活動件二:機械手臂固定板7在自轉型板5前面,氣動氣缸11活塞桿前端固定連接在機械手臂固定板7正中心,4套活動導桿與滾珠導套3穿過自轉型板5,固定在機械手臂固定板7上,16根自帶合蓋滾柱9的機械手臂及關節8固定其上,當氣動氣缸11活塞桿運動時,將帶動機械手臂及關節8一起動作;③活動件三:軌跡運動板1上下端通過2套軌跡運動圓柱12配合上下對稱的2個型板,沿著軌道做前后合蓋運動,氣動氣缸11活塞桿后端固定連接在軌跡運動板1上,當氣動氣缸11活塞桿運動時,將帶動軌跡運動板1一起動作。
上述設計的作用:通過固定件的“口”字型4個型板框架作為固定支撐,起到運動受力時的支撐作用,活動件作為合蓋動作的執行零部件,起導向與推力作用,實現軌道直線運動與合蓋軌跡運動的作用。工作時,氣動氣缸11活塞桿因氣壓變化作用,在4套活動導桿與滾珠導套3的導向作用下,帶動與氣動氣缸11活塞桿連接的機械手臂固定板7、軌跡運動板1配合2套軌跡運動圓柱12移動,其移動軌跡將沿上下對稱的2個型板中的仿形軌跡槽,最終由機械手臂及關節8上的自帶合蓋滾柱9接觸上蓋,并按合蓋軌跡完成上蓋合蓋動作,此時下蓋留在模具型芯上不動,配合合蓋受力作為支撐體。合蓋仿形軌跡見圖2所示,總行程為225.44 mm,分為2段:第1段為直線運動軌跡,是機械手臂靠近上蓋前的移動距離,為161.36 mm;第2段為仿形人工合蓋動作,是綜合力學軌跡運動,此軌跡的合理性與精度將決定合蓋動作的有效性與精準度[4]。
此機械手自動合蓋機構的零件采用組合式基準結構,零件皆可獨立加工,按基準組合與精度裝配,屬于模具的附屬獨立裝置。當模具裝上注塑機后,再單獨將它們裝機,固定在模具前后兩側,可單獨按模具規格與要求選擇注塑機,性價比高,簡單有效。
2.2 可更換組件結構設計
可更換組件結構設計如圖3的所示,定制的全不銹鋼模架采用鑲框(非通框)鑲件結構,鑲框主要成型件:定模板6上的型芯16,動模板5上的型芯17,型芯互配的分型面自帶4個邊角高精度自定位,型芯鑲件裝配在模板鑲框中,均采用正面螺釘鎖緊,背面4根φ6.0 mm定位銷導向定位。動、定模主分型面上的型芯設計為正面組裝結構,動模板5與定模板6加工為鑲件框架結構,互配精度為間隙配合,鑲框與型芯裝配精度為單邊間隙0.01 mm,可以實現在注塑機上直接安裝與拆卸,實現快速處理模具突發狀況,如模具零件更換、易損件應急維修、組件正常保養等。1個型腔采用1個鑲件,鑲件規格為130 mm×85 mm,4個型腔為1組,32個型腔共計8組,鑲件與模板應設計冷卻水路,每組為一冷卻通路,4件鑲件為一串聯水路單元,模板主水路直徑為φ16 mm,進入鑲件水路直徑為φ8 mm,這樣設計模具保證了零件加工精度可控且易制造裝配。設計前后兩側機械手臂為左右合蓋動作,縱4橫8排列,每縱8個型腔高度上錯開排列,錯開排列的距離設計為上下2個型腔之間距離的一半,即位于2個型腔之間的中心點,距離為85/2=42.5 mm,遵循左右對稱結構設計,有利于模具內合蓋兼顧進澆的平衡性。
2.3 模具自動生產配套設計
設計的模具型腔多且精度要求高,為達到高產高效長壽命的標準,采取專機專模專工藝,配套的生產工藝設計方案:①采用全針閥式熱流道針點平衡進澆系統,最小熱噴嘴外徑為φ10.0 mm,進澆口直徑為φ1.0 mm,內置氣動閥針開關,控制注射澆口自動開合,并可同步冷卻,兼顧進澆系統的冷熱平衡,如圖4所示;②采用模具內閉環視頻檢測系統,動模和定模各配套高清攝像頭,24 h實時監測模具主分型面異常情況,具有即時停機報警功能,保證模具安全生產;③采用失重式自動計量混合中央供料系統,提效降本的同時能提高供料及配色的比例精度和穩定性,采用伺服級的除濕機和冰水機,機頂增設封閉式透明防塵罩,在機床上實現模具內部恒溫恒濕的生產環境,并配套油電混合伺服注塑機,電動螺桿加液壓鎖模機構,實現穩定生產。
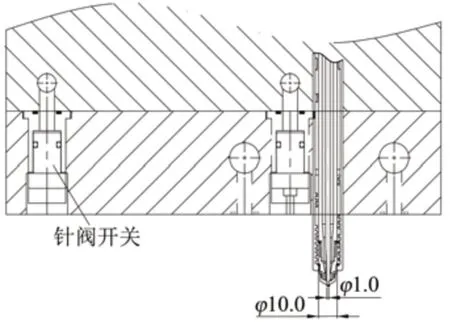
圖4 針閥式熱流道
3 模具工作過程
設計的蝶結翻蓋注射模結構如圖5所示,模具外形尺寸為1 000 mm×820 mm×630 mm,加上合蓋機械手,實際橫向寬度為1 830 mm。模具采用一次分型:熱流道注射完成后,針閥開關10關閉,注塑機模板帶動模具打開,開模行程到位時,同步完成上、下蓋的水平抽芯動作。成型塑件分2次推出:液壓電機16先執行第1次推出動作,成型塑件從下蓋內塞型芯18上推出,之后機械手執行模具內自動合蓋動作,隨后推管20推出,下蓋脫離扣位鑲件19,最后由推出套環21中的氣動裝置輔助氣吹塑件,直至成型塑件完全掉出模具[5],之后所有推出機構復位,再次合模,一次成型周期完成,生產周期t=(15±1)s,產量達16.8萬/22 h,模具具體工作過程如下。
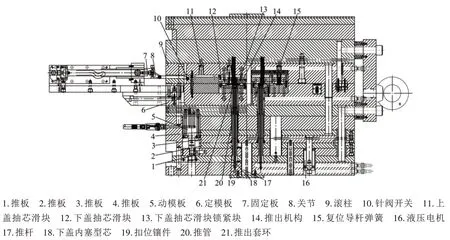
圖5 模具結構
(1)熱噴嘴點澆口上的閥針開關10收到信號,針閥氣動關閉,待冷卻保壓后模具開模,動、定模主分型面打開,成型塑件與點澆口凝料分離,上蓋在推桿(2×φ4.0 mm)作用下推出,離開定模板6的型腔,留在動模板5的型腔中,同時下蓋抽芯滑塊鎖緊塊13帶動上蓋抽芯滑塊11完成上蓋凸出鎖扣部位的抽芯,并帶動下蓋抽芯滑塊12完成下蓋鎖扣窗口及撕裂帶部位整體的抽芯,即與開模同步,完成上、下蓋的水平抽芯(左右)動作。
(2)液壓電機16驅動組合推板(件1~件4)整體推出,成型塑件隨同扣位鑲件19、推管20、推出套環21一起推出,推出行程為35 mm,此時下蓋內徑部位脫離下蓋內塞型芯18,同時上蓋脫離動模板5的型腔,與主分型面懸空距離為35 mm,適合機械手操作,等待模具內合蓋。
(3)驅動氣缸活塞桿聯動機械手臂固定板7上的32根延伸手臂及關節8,沿水平方向推動,機械手臂上的滾柱9接觸上蓋頂面,模擬人工手指關節的翻蓋合蓋動作,使水平打開的蓋子逐步完成合蓋,直至完全合上到位,合蓋結束后氣缸接收信號氣動回退,并作用于機械手臂上自動復位。
(4)由注塑機頂桿推動推桿17,帶動組合推板(件1、2)上的推管20做推出動作,使成型塑件被推出扣位鑲件19,并由復位導桿彈簧15即時自動復位,同時推出套環21上的氣路同步啟動輔助吹氣推出,成型塑件被氣吹脫離模具,直至完全掉落。
(5)液壓電機16驅動組合推板(件1~件4)整體復位,模具合模,準備進行下一次注射成型。
4 結束語
采用模具內自動合蓋機構,提高了蝶結帶使用壽命和開合蓋性能,保證了密封性和首次開蓋力,實現模具的智能化生產。生產實踐證明:模具生產工藝合理,工作過程穩定,持續生產600萬模次,模具和成型塑件各項質量指標均符合生產標準。
猜你喜歡
作文周刊·小學一年級版(2022年16期)2022-05-07 11:28:30
作文周刊·小學一年級版(2021年8期)2021-07-07 11:00:47
動漫界·幼教365(大班)(2021年4期)2021-05-23 21:33:16
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
作文周刊·小學一年級版(2016年28期)2017-06-03 00:28:49
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
少兒科學周刊·少年版(2015年4期)2015-07-07 20:56:37
電影故事(2015年30期)2015-02-27 09:03:12
七彩語文·低年級(2014年10期)2015-01-14 14:46:27