車用便捷洗車機噴嘴注射模設計
2023-06-27 01:50:36丁波肖國華楊少增路英華王東鋼
模具工業 2023年6期
丁波, 肖國華, 楊少增, 路英華, 王東鋼
(1.寧海縣第一注塑模具有限公司, 浙江 寧波 315600;2.浙江工商職業技術學院, 浙江 寧波 315012)
0 引 言
管口類塑件的模具設計中,內壁脫模是模具設計的難點[1-5],其原因在于:①口部和管部內壁上特征的對接方式,對于簡單內壁,可以用成型零件直接分段成型,而對于復雜內壁,則須設置特殊的抽芯機構進行成型和脫模;②口部和管部特征中心線的夾角會影響成型零件的結構,從而影響驅動成型零件抽芯的動力機構選用,動力機構的選用影響模架的選擇,不同模具結構對注塑機的容模安裝尺寸有不同要求[6-8]。現介紹1副車用便捷洗車機噴嘴的熱流道注射模設計。
1 車用便捷洗車噴嘴結構
車用便捷洗車噴嘴安裝于汽車便捷型洗車機前端,用于泡沫水的導流,采用工程塑料ABS材料成型,收縮率為0.51%~0.61%,其結構及基本尺寸如圖1所示,由直管段和扁嘴段構成。塑件直管段的前端兩側設有2個L型卡槽,直管段和扁嘴段中心線的夾角為130°。塑件壁厚為2 mm,量產要求為30萬個。

圖1 車用便捷洗車噴嘴
2 型腔分型設計
型腔分型與塑件的脫模機構設置、量產要求、澆口位置開設等有直接關系,影響后續模具結構設計的復雜程度及模具零部件加工的難易程度[9-13]。模具分型首先要考慮塑件脫模的方便性,基于塑件脫模方便性的考慮,成型塑件的型腔在模具中的布局有4種方式,經綜合優化分析后,單個型腔擬采用圖2所示擺放方式進行布置,模具開模方向與F2向同向。模具分型設置如下:首先使用P1面將主成型零件分割成型腔板鑲件1和型芯鑲件2,用于塑件外壁的成型;然后使用P2面從型腔板鑲件1和型芯鑲件2中分割出一部分用于塑件扁嘴端面的成型;其次是使用P3面將塑件直管和扁嘴的內壁成型零件一分為二,分成直管內壁鑲件5和扁嘴內壁鑲件6,扁嘴內壁鑲件6用于扁嘴內壁和端面成型,直管內壁鑲件5用于直管內壁和端面的成型。主成型鑲件再分割出左滑塊鑲件3和右滑塊鑲件4用于直管兩側的2個卡槽的成型與抽芯脫模。型腔板鑲件1按F1向與塑件分離,型芯鑲件2按F2向與塑件分離,件3~件6分別按F3~F6向與塑件分離,件3~件6抽芯驅動機構都設置在P1面以下的動模一側,有利于簡化模具結構,降低模具制造成本。在此分型設置下,塑件可以采用側澆口澆注,側澆口設置在P1面上。
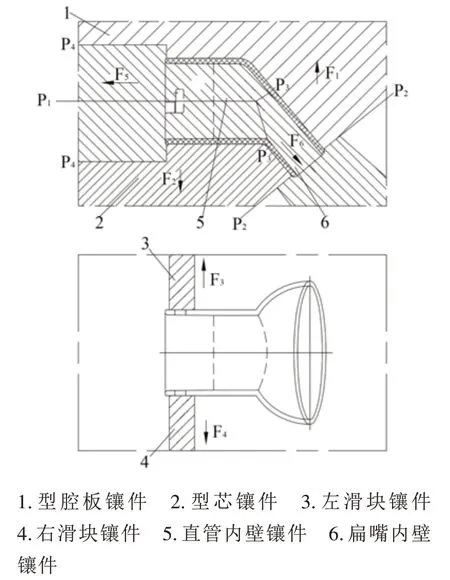
圖2 型腔分型設置
塑件脫模按以下步驟實現:①P1面按F2向打開,塑件外壁與型腔板鑲件1分離,塑件留于型芯鑲件2上;②件3~件5鑲件同步完成側抽芯;③扁嘴內壁鑲件6完成斜向抽芯;④使用推桿將塑件從型芯鑲件上推出而實現完全脫模。
3 模具結構件設計
經計算,模具使用單個型腔布局能滿足塑件在限定時間內的生產要求,同時也能保證塑件的成型精度,模具成型零件及機構的設置擬采用圖3所示方式進行布置。澆注系統設置中,采用熱流道與普通流道復合澆注的方式進行澆注,側澆口G1設在型腔一側,截面為矩形,尺寸為1.5 mm×2 mm,流道的末端使用φ6 mm普通流道,前端使用φ7.8 mm的熱流道噴嘴R1進行延伸,噴嘴R1采用偏心布置,以便于側澆口G1的開設。為便于塑件的自動脫模,模具設置了4個脫模機構S1~S4,其中S1、S2為短斜導柱滑塊機構,分別用于左、右滑塊鑲件的側抽芯;S3為長斜導柱滑塊機構,用于驅動直管內壁鑲件的側抽芯;S4為液壓缸斜滑塊抽芯機構,用于驅動扁嘴內壁鑲件的抽芯。滑塊機構都設于動模一側,模具選用兩板模模架來安裝機構零件,使模架空間獲得最優利用。為實現型腔板的有效冷卻,型腔板使用3條水路C1~C3進行冷卻,C1用于冷卻型腔板鑲件,C2用于冷卻型芯鑲件,C3用于冷卻內壁型芯。
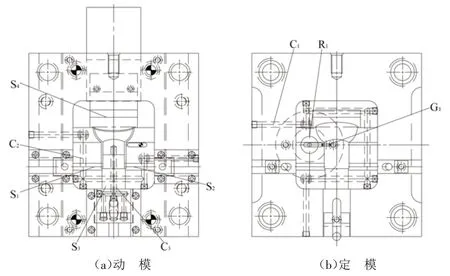
圖3 模具布局
如圖4所示,澆注系統使用延長型熱噴嘴1,直接與注塑機噴嘴對接。左、右滑塊鑲件使用斜導柱驅動,其滑塊機構結構相同(圖3中S1、S2機構),分置于圖4所示兩側,以左滑塊鑲件的滑塊機構為例,其組成件主要包括件5~件7,滑塊5通過壓條安裝在動模板18上。塑件脫模使用推桿10推出,拉料桿14用于將普通流道凝料拉住留于型芯鑲件4上。模具為兩板模結構,動模板18與定模板19使用導柱17導向,導柱17為倒裝形式安裝,推板復位由彈簧9強制推回。
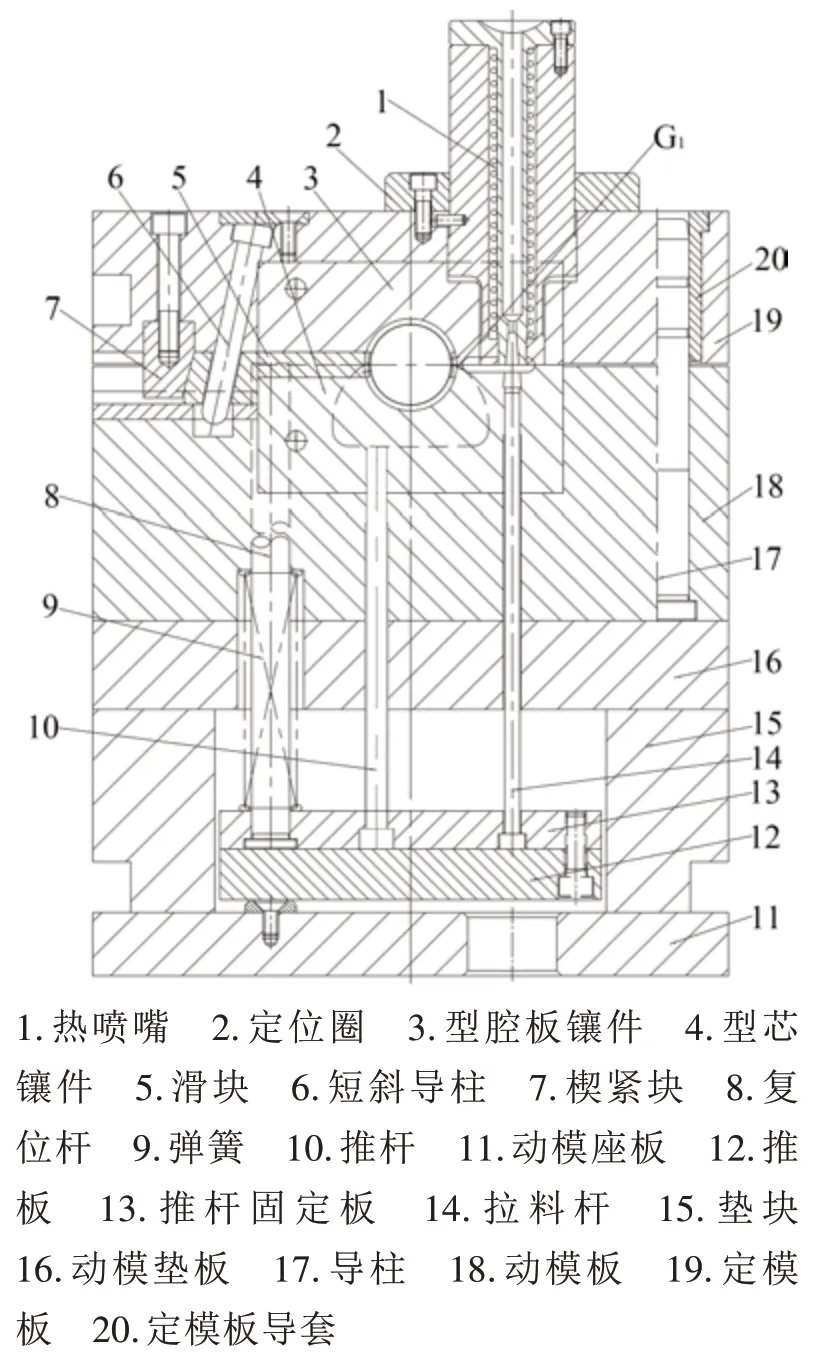
圖4 模具零件布置
脫模機構S3使用長斜導柱滑塊機構形式,如圖5所示,以滿足直管段內壁的長距離抽芯,機構零件主要包括件21~件23。S4為液壓缸斜滑塊機構,機構件包括件25~件28,主要用于直管內壁鑲件的斜抽芯,使用液壓缸驅動便于配模,降低模具零件加工難度。液壓缸抽芯機構長時間使用會出現液壓缸保壓松退,易導致成型塑件在滑塊結合位置產生飛邊。S4機構的扁嘴內壁鑲件鑲嵌在滑塊27上,滑塊27由液壓缸25驅動實施斜抽芯。
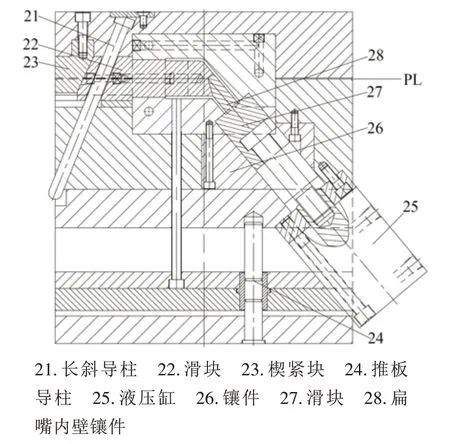
圖5 內壁滑塊機構
4 模具工作原理
注射時模具的工作原理與普通兩板模相同,只有一次開模。模具結構如圖6所示,其工作原理為:注射完成后,模具動模后退(K1向),模具在分型面PL處打開,同時機構S1~S3同步完成側抽芯,待分型面PL打開完畢,液壓缸25活塞桿動作,機構S4完成扁嘴內壁的抽芯;最后,注塑機頂桿推動推板,推板推動推桿10將塑件及流道凝料從型芯鑲件4上推出,實現塑件的完全脫模。復位時,推板先推回復位,然后機構S4復位,最后模具在PL面處閉合,機構S1~S3復位。
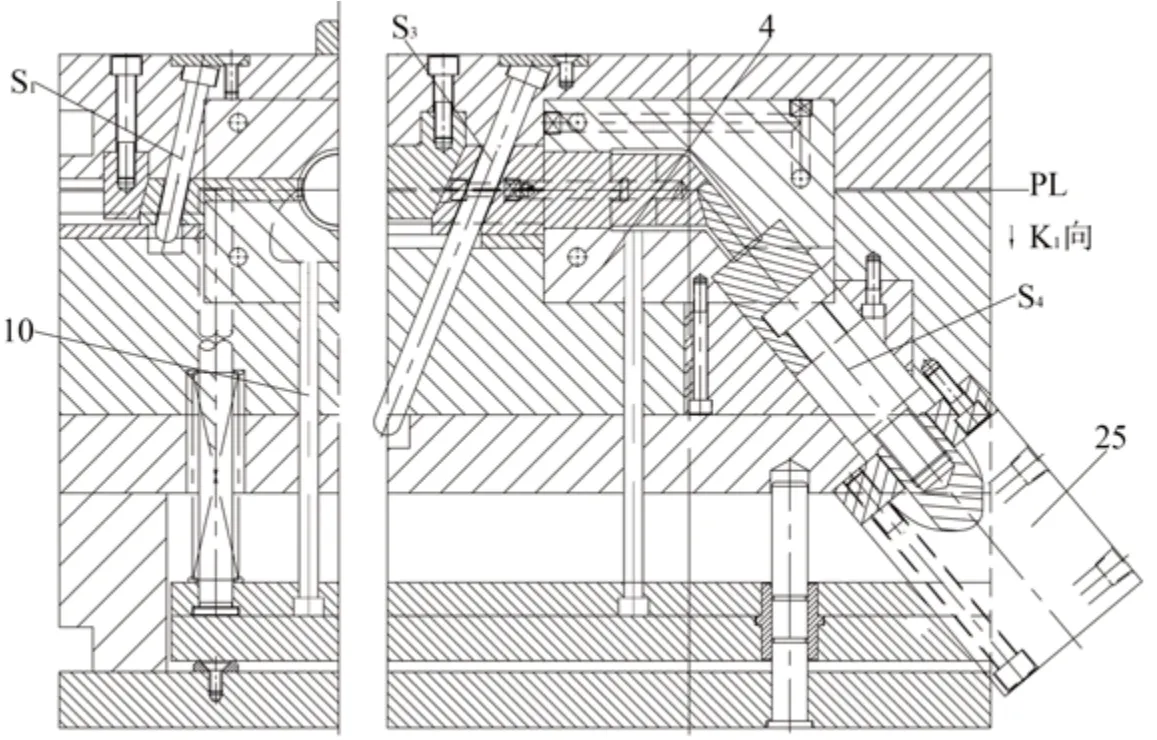
圖6 模具結構
5 結束語
針對塑件內外壁都須設置脫模機構的特點,設計了1副熱流道模具用于塑件成型。模具采用直管水平臥式布局,1模1腔結構,使用側澆口進行澆注,流道系統采用熱噴嘴延長+普通流道形式。模具使用2個短斜導柱滑塊機構實施側面卡槽的側抽芯脫模,使用1個長斜導柱滑塊機構用于直管內壁的脫模,使用1個液壓缸活塞桿驅動斜滑塊機構用于扁嘴內壁的抽芯脫模。這些機構的使用簡化了模具結構,降低了模具零件的加工難度和制造成本。