打印機蓋注射模設計
2023-06-27 01:50:32包飛霞
模具工業(yè) 2023年6期
關鍵詞:結構
包飛霞
(溫州市文泰筆業(yè)有限公司, 浙江 溫州 325011)
0 引 言
對于成型塑件上的扣位,一般采用滑塊或斜推結構脫模,將滑塊或斜推結構設置在模具的動模時,模具結構相對簡單。但有一些結構特殊的塑件,在定模和動模都有扣位需要成型,這就需要在定模也設計斜推結構,但會使模具結構復雜化,現(xiàn)以超市收銀臺打印機蓋為例,對其進行成型分析,并設計注射模。
1 塑件結構分析
打印機蓋塑件結構如圖1所示,其俯視結構呈“凸”字形,凸起位置的寬度為99 mm,最大外形尺寸為296 mm×173 mm,壁厚為2.5 mm,塑件材料為ABS。

圖1 塑件結構
塑件三維結構如圖2所示,在塑件凸起位置的兩側各有1個圓環(huán)狀的扣位,在圓環(huán)的中心位置有1個圓柱孔,圓柱孔的直徑為φ5 mm,深度為18 mm,在圓環(huán)和圓柱孔之間分布4條加強筋,使用斜導柱+滑塊結構成型;在塑件凸起位置的內表面也各有1個扣位,由于該扣位位于分型面以上,采用定模斜推結構成型。在該扣位的旁邊各有1個圓柱孔,圓柱孔的直徑為φ3.2 mm,深度為5 mm,由于圓柱孔的軸線方向與分型面方向不一致,不能按常規(guī)脫模結構設計,兩圓柱孔也用定模斜推結構脫模。塑件的內表面有若干個扣位,內表面的扣位采用動模斜推結構成型。塑件上有1個側孔,側孔的內、外表面都由圓弧過渡,為了在塑件上成型圓弧,側孔的內表面由斜推結構成型,外表面由滑塊成型。
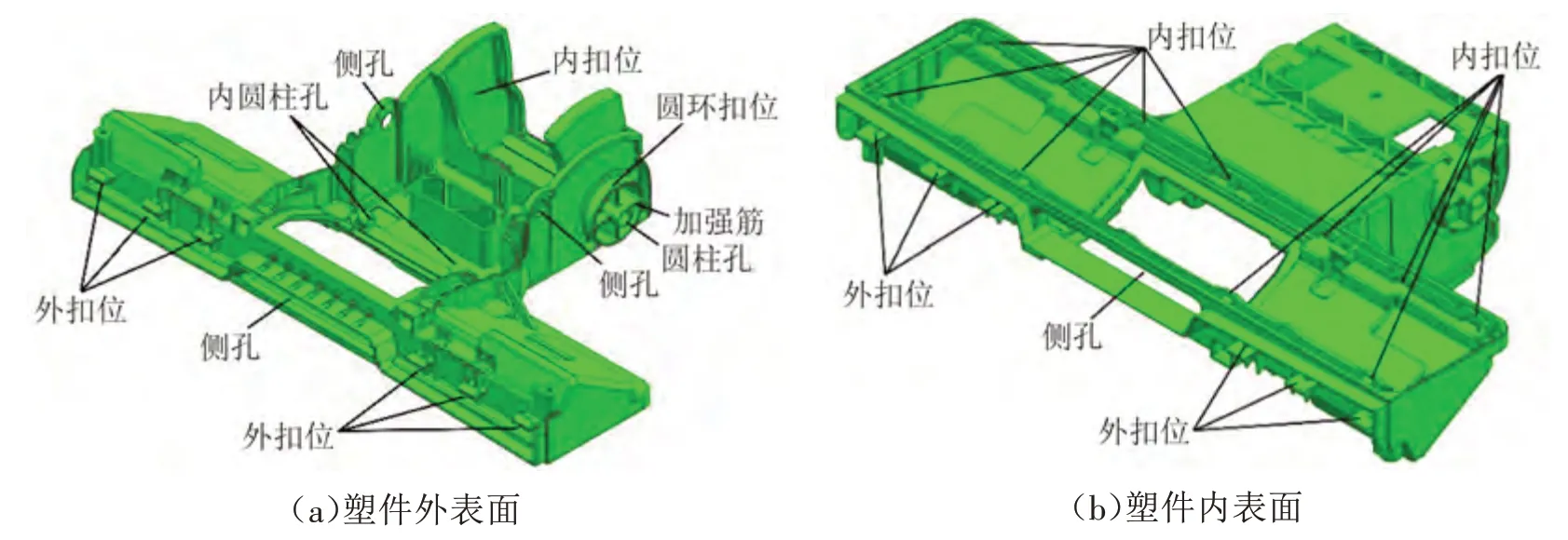
圖2 塑件三維結構
2 模具結構設計
為了使成型塑件上的扣位脫模順利,設計的脫模結構如圖3所示,包括3個斜導柱+滑塊結構,4個定模斜推結構和若干個動模斜推結構。

圖3 脫模結構
2.1 含側型芯鑲件的滑塊脫模結構
對于成型塑件凸起位置兩側的圓環(huán)扣位,由于其中心位置有1個圓柱孔,在圓柱孔與圓環(huán)扣位之間有4條加強筋,為了防止滑塊在脫模時形成真空,將圓柱孔的型芯設計成鑲件,如圖4所示。

圖4 含側型芯鑲件的滑塊脫模結構
為了方便模具零件加工及修改,將圓柱孔的型芯分為2段:鑲件和鑲件座。為了使鑲件具有延時開模功能,在鑲件座上設置豎直面,豎直面的高度為6 mm。當定模與動模的開模距離為0~6 mm時,滑塊往后撤退,但由于鑲件座與斜楔的接觸面為豎直面,鑲件不能跟隨滑塊撤退而從滑塊中伸出,頂在成型塑件上,此時鑲件具有推桿的功能,并且空氣從鑲件周圍進入,有效防止在圓環(huán)扣位與滑塊之間形成真空。當定模與動模的開模距離大于6 mm時,鑲件與斜楔的接觸面不再是豎直面,而是斜面,此時鑲件與滑塊做脫模運動。由于模具的空間有限,不適合將滑槽開設在滑塊的兩側,而在滑塊的中間開設1個T型槽,在滑塊的兩側設置彈簧,可以輔助滑塊運動,在滑塊的一側設置1個鑲件,作為側孔的型芯。
2.2 定模斜推結構
為了使成型塑件中的內扣位和內圓柱孔脫模,采用定模斜推結構,在定模斜推座上設置4個氮氣彈簧,如圖5(a)所示,由氮氣彈簧控制定模斜推組件的運動。在內斜推桿上設置圓柱銷,如圖5(b)所示,并將圓柱銷安裝在內斜推桿的水平槽內,當內斜推座驅動內斜推桿上、下運動時,圓柱銷在內斜推桿的水平槽內沿水平方向滑動。

圖5 定模斜推結構
2.3 側孔脫模結構
對于成型塑件中的側孔及側孔旁邊的外扣位,采用斜導柱+滑塊結構脫模。側孔的深度約為12 mm,為了方便模具零件的加工以及防止成型側孔時出現(xiàn)漏料現(xiàn)象,將側孔型芯設計為鑲件,如圖6(a)所示。由于滑塊的長度較長,為了增加滑塊運動的穩(wěn)定性,在滑塊的底部增加2條導向條,并設置4根彈簧,如圖6(b)所示。

圖6 側孔脫模結構
2.4 動模斜推結構
對于成型塑件內扣位,采用動模斜推結構脫模,如圖7所示。因為斜推桿較細,其橫截面僅為10 mm×6.5 mm,為了加強斜推桿的剛性與強度,防止斜推桿斷裂,將斜推桿的長度縮短,采取的方法是將斜推座的高度增加,達到132 mm。成型塑件中的側孔內表面由圓弧過渡,必須用斜推結構成型及脫模。

圖7 動模斜推結構
2.5 澆注系統(tǒng)
為了克服普通流道澆注的缺陷,采用1條熱流道轉2條普通流道澆注,并采用潛伏澆口進澆,如圖8所示,其中普通流道為圓形流道。由于塑件凸出位置的兩側是2條加強筋,塑件主體部分的中間位置有1個大的方孔,采用2個進澆口,能夠滿足塑件的成型要求,這種澆注方式所產(chǎn)生的熔接線較小。

圖8 澆注系統(tǒng)
2.5 冷卻系統(tǒng)
為了使成型塑件能快速冷卻、定型,防止塑件變形,應根據(jù)模具的結構設計1套冷卻效果良好的冷卻系統(tǒng)。由于定模的冷卻水路需要避開2個滑塊和4個定模斜推組件,設計的冷卻水路采用直通水路+橫向水井水路,其中橫向水井水路位于定模斜推組件之間,如圖9(a)所示。一般模具中的水井為豎直擺放,但該模具的水井為橫向擺放,用于冷卻定模斜推組件之間的零件。動模的冷卻水路采用直通水路+水井水路,為了使模具溫度均勻,防止從其它區(qū)域帶入熱量,采用單向式直通水路,即冷水從一端流進,從另一端流出,在2個滑塊滑槽之間的位置設置水井水路,如圖9(b)所示。
2.6 模具結構
模具結構如圖10所示,其工作過程:注射材料在熱流道管中加熱后,經(jīng)熱噴嘴、普通流道、潛伏澆口進入型腔,經(jīng)過填充、保壓、固化、定型后,模具在PL處開模。開模時氮氣彈簧伸開,推動定模斜推組件做脫模運動,同時斜導柱驅動滑塊也做脫模運動。當模具完全分開后,推板推動推出結構推出成型塑件,塑件取出后,模具合模,合模過程與開模過程相反。

圖10 模具結構
3 結束語
模具采用4個脫模結構,對于塑件凸出位置兩側的扣位,采用斜導柱+滑塊脫模結構脫模;對于塑件凸出位置兩側內表面的扣位,采用定模斜推結構脫模,在熱流道板中設置定模斜推座,通過氮氣彈簧驅動定模斜推組件脫模,使兩板模有三板模的功能;對于塑件側孔的外圓弧面及旁邊的外扣位,采用斜導柱+滑塊脫模結構脫模;對于塑件側孔內表面的圓弧過渡面及旁邊的內扣位,采用動模斜推組件脫模。經(jīng)實際生產(chǎn)證明:模具結構合理,成型的塑件質量穩(wěn)定,對類似塑件的成型具有一定的參考作用。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數(shù)理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50