嚙合同向雙螺桿擠出機結構參數對混合關鍵參量的影響
2022-12-01 11:51:58李成薛曉俊胡建樹尹艷華
兵工學報 2022年10期
李成,薛曉俊,胡建樹,尹艷華
(北京理工大學 化學與化工學院,北京 102488)
0 引言
1935年,意大利學者Roberto Colombo研制出世界上第1臺同向雙螺桿擠出機[1],之后,經過半個多世紀的不斷改進和完善,現代雙螺桿擠出機飛速發展起來,嚙合同向雙螺桿擠出機也在聚合物改性的推動下逐漸發展。嚙合同向雙螺桿擠出機由于其積木式結構有較好的多變性、適應性、優異的混合性能,在成型、共混、改性和反應擠出等聚合物加工過程中得到廣泛應用[2]。田野等[3]探究了雙螺桿中嚙合塊、螺桿元件混合過程及混合性能。王蓉等[4]探究了同向雙螺桿擠出機中捏合盤元件的熔體輸送特性及混合機理。王文飛[5]研究了嚙合同向雙螺桿擠出機中的嚙合塊組合。
在過去的研究中,關于雙螺桿擠出機的工藝參數對于擠出過程混合關鍵參量的影響分析很少被提及,因此,本文以目前能改變的雙螺桿結構參數為自變量,通過改變不同的結構參數組合,探究螺桿的結構參數對于擠出過程的混合關鍵參量影響因素和影響規律,建立螺桿結構對應混合過程關鍵參量的影響因素預測數學模型。
螺桿結構如圖1所示,物料運動方向如箭頭所示,輸送段主要分布不同導程的螺紋元件,保證聚合物順利向前輸送;混合段主要通過熱傳導、聚合物和螺桿之間的摩擦,使聚合物初步混合;塑化段通過捏合塊增加對聚合物的剪切作用,使聚合物進一步混合均勻,達到良好的塑化效果;排氣段主要作用是排出物料在混合過程中產生的氣體;成型段一般通過螺紋元件導程逐漸減小實現增壓,同時聚合物進一步混合塑化,達到順利擠出的目的。此外,嚙合同向雙螺桿擠出機具有靈活方便的螺桿元件組裝設計,可以根據加工原料的特性設計組裝不同的螺桿結構,提高混合效率和產品質量。
目前能改變的嚙合同向雙螺桿擠出機的結構參數包括正向捏合塊錯列角、正向捏合塊導程、正向捏合塊位置、反向捏合塊錯列角、反向捏合塊導程、正向螺紋元件導程、變導程螺紋元件數量以及反向螺紋元件導程此8種結構參數。本文利用正交試驗設計嚙合同向雙螺桿擠出機不同結構參數組合的試驗方案,分別建立不同結構參數組合的嚙合同向雙螺桿擠出機加工雙基推進劑代料過程的預測數學模型,并用同向雙螺桿擠出軟件Ludovic進行模擬計算。使用統計產品與服務解決方案(SPSS)軟件對計算結果進行分析,分別找出影響物料擠出過程的6種關鍵參量:溫度峰值、壓力峰值、黏性耗散、混合指數、平均停留時間、扭矩結果等的顯著因素(溫度與壓力涉及到雙螺桿擠出過程中的安全問題。黏性耗散與扭矩的變化能引起溫度的改變,因此需要考慮其對推進劑擠出過程的影響。混合指數與平均停留時間都與擠出過程的混合程度有關聯。而在推進劑生產過程中,混合程度是一個重要的指標。因此也需考慮其對推進劑擠出過程的影響),并擬合得到各結果關于顯著影響因素的預測模型。
1 正交試驗設計方案
影響嚙合同向雙螺桿擠出機混合過程的因素較多,本文就正向捏合塊錯列角、正向捏合塊導程、正向捏合塊位置、反向捏合塊錯列角、反向捏合塊導程、正向螺紋元件導程、變導程螺紋元件數量以及反向螺紋元件導程8個結構因素進行分析。若針對8個結構因素的所有取值進行全面試驗,試驗規模非常龐大,而且難以實施。因此采用正交試驗設計不同實驗組。
正交試驗設計[6]是研究多因素多水平的一種試驗設計方法,正交試驗設計原理是根據正交性從試驗因素的全部水平組合中挑選出有代表性的水平組合進行試驗研究,通過對這些有代表性的試驗組合進行結果分析,了解全面試驗的情況,是一種高效、經濟、快速的試驗方法[7]。
正交表是正交試驗設計的基本工具,是以均衡分布性為核心,運用組合數學理論構造的一種數學表格。正交表分為相同水平正交表和不同水平正交表兩種。正交表有正交性、代表性和綜合可比性3個特性[8]。
本文為更加綜合和高效地比較螺紋元件導程等不同結構參數對嚙合同向雙螺桿擠出機混合過程溫度峰值等結果的影響程度,找出影響混合過程溫度峰值等結果的主要結構參數,根據各結構參數的取值范圍,確定影響嚙合同向雙螺桿擠出機混合過程結果的因素水平表,如表1所示。嚙合同向雙螺桿擠出機結構設計中螺桿直徑為20 mm,中心距為16.55 mm,長徑比為40,保持不變。利用正交試驗設計方案設計嚙合同向雙螺桿擠出機不同結構參數組合試驗方案的正交表,得到59組實驗方案。
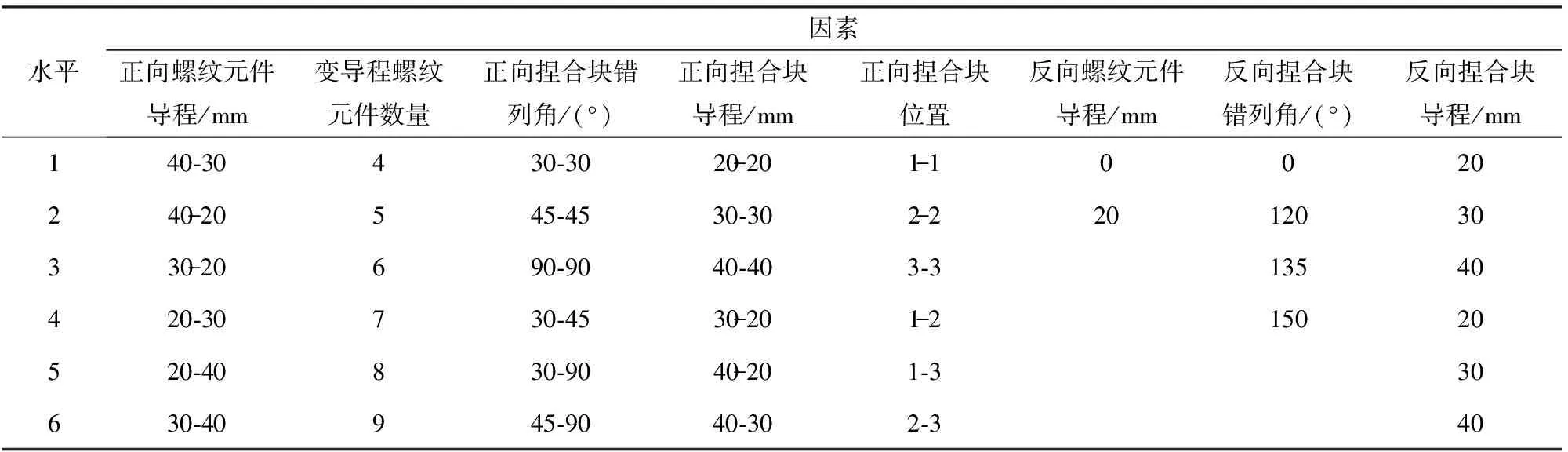
表1 影響嚙合同向雙螺桿擠出機混合過程的結構參數因素水平
表1中各變量解釋如下:
1)正向螺紋元件導程:嚙合同向雙螺桿擠出機混合物料的過程中需要通過螺紋元件導程減小來建立壓力,正交設計過程中正向螺紋元件導程“30-20”表示在雙螺桿擠出機中將一個導程為30 mm的螺紋元件和導程為20 mm的螺紋元件并列放置,為一個建壓段。擬合預測模型的過程中,正向螺桿元件導程1和2分別表示這組變導程螺紋元件中第1個螺紋元件的導程和第2個螺紋元件的導程。
2)變導程螺紋元件數量:嚙合同向雙螺桿擠出機混合物料的過程中需要在不同的位置通過螺紋元件導程減小來建立壓力,一組導程為“30-20”的正向螺紋元件為一組變導程螺紋元件。
3)正向捏合塊錯列角:表示嚙合同向雙螺桿擠出機中并列放置的兩組正向捏合塊的錯列角,為分類變量。如“30-45”表示第1組捏合塊錯列角為30°,第2組捏合塊錯列角為45°。擬合預測模型的過程中,正向捏合塊錯列角1和2分別表示這組正向捏合塊中第1個正向捏合塊的錯列角和第2個正向捏合塊的錯列角。
4)正向捏合塊導程:表示嚙合同向雙螺桿擠出機中并列放置的兩組正向捏合塊的導程,為分類變量。如“20-30”表示第1組捏合塊導程為20 mm,第2組捏合塊導程為30 mm。擬合預測模型的過程中,正向捏合塊導程1和2分別表示并列放置的兩個捏合塊中第1個捏合塊的導程和第2個捏合塊的導程。
5)正向捏合塊位置:正向捏合塊位置為嚙合同向雙螺桿擠出機中放置捏合塊的位置,設定混合段開始為位置“1”,塑化段開始為位置“2”,塑化段結束為位置“3”。擬合預測模型的過程中,將位置“1”、“2”、“3”分別替換為正向捏合塊離進料口處的距離,單位為mm。
6)反向螺紋元件導程:反向螺紋元件導程中水平設置為“0”,表示該組合的嚙合同向雙螺桿擠出機中沒有反向螺紋元件。
7)反向捏合塊錯列角:反向捏合塊錯列角中水平設置為“0”,表示該組合的嚙合同向雙螺桿擠出機中沒有反向捏合塊。
嚙合同向雙螺桿擠出機螺桿結構設計中,為降低設計的復雜性,將反向捏合塊固定放置在塑化段結尾處,反向螺紋元件固定放置在混合段結尾處和塑化段結尾處。
根據正交設計表,共設計59組結構參數組合的嚙合同向雙螺桿擠出機,依次建立這59組嚙合同向雙螺桿擠出機混合過程的數值模型,使用Ludovic軟件分別對模型進行計算,用SPSS軟件對計算結果進行分析,得到溫度峰值等結果的顯著影響因素,并擬合各結果關于顯著影響因素的預測模型。
2 模擬計算與結果分析
雙基推進劑代料組成包括醋酸纖維素(CA)、鄰苯二甲酸二丁酯(DBP)以及丙酮。雙基推進劑一般以硝化纖維素和硝化甘油為基本能量成分。CA的物理和化學性質與硝化纖維素基本相似,且CA是一種不可燃、可生物降解的纖維素酯,因此在推進劑擠出加工中一直被用作硝化纖維素的替代品。DBP是一種常用的惰性增塑劑,凝膠化能力強,有良好的軟化作用。丙酮作溶劑。由于此配方黏度與物性同雙基推進劑相似,將其用作代料研究。因為物料的黏度與擠出過程中的溫度峰值有關系[9],代料用于研究黏度與擠出過程溫度之間的關聯,只有找到這種聯系,才能在實際擠出雙擊推進劑,確保過程中的安全問題。
雙基推進劑代料物性參數如表2所示。混合過程中的工藝條件為:螺桿轉速40 r/min,喂料速率5 kg/h,筒壁溫度設置如表3所示,本構模型如(1)式所示:
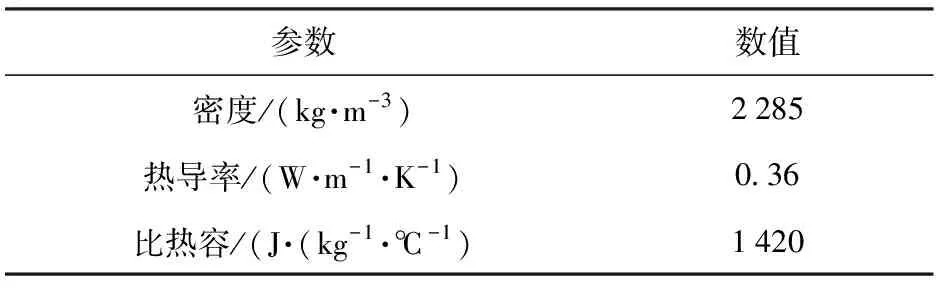
表2 雙基推進劑代料物性參數
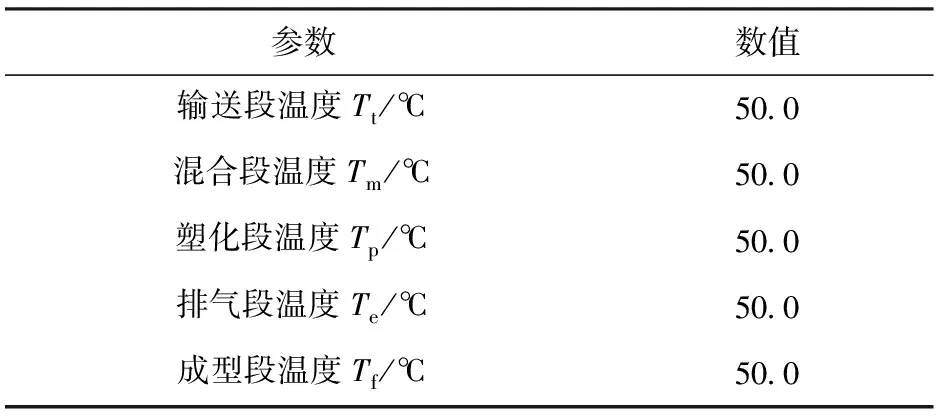
表3 混合過程中筒壁溫度設置
η=38 804.749 5exp[2 100.532 4(1/T-

(1)
使用Ludovic軟件對數值模型進行模擬計算。采用SPSS 22.0數據分析軟件對正交試驗的結果進行入模變量篩選,根據數據分析結果得到影響溫度峰值、壓力峰值、黏性耗散、混合指數、平均停留時間、扭矩結果的顯著影響因素。SPSS分析過程中,判斷因素A水平的改變對于實驗結果是否有顯著影響,常用顯著性水平α的值來判斷,通常α取0.05、0.01、0.001[10]。P值是按照抽樣分布計算的一個概率值,通過直接比較P值與給定的顯著性水平α的大小就可以知道因素和對應實驗結果之間是否有顯著影響。一般取0.05作為顯著性的判定標準,取0.001為極顯著的判定標準[11]。根據SPSS軟件分析結果對數據進行擬合,得到各結果關于顯著影響因素的預測模型。
2.1 溫度峰值的顯著影響因素及預測模型
雙螺桿擠出過程中物料溫度升高的熱量來源主要有:1)筒壁對物料的熱傳導;2)物料在雙螺桿中受到剪切作用而產生的黏性耗散生熱。溫度會直接影響物料的黏度,溫度升高,分子的活性會增加,分子擴散、分子鏈排列、纏結以及分子的內摩擦等分子間的相互作用會降低,物料黏度降低。對于溫度敏感性的物料,當溫度超過一定的極限值時,會發生燃燒爆炸等事故,因此在實際操作過程中應該嚴格控制溫度,在安全的溫度范圍內進行操作。根據Ludovic模擬計算,用SPSS軟件分析,結果如表4所示。
從表4中可以發現,雙螺桿擠出機結構參數中,溫度峰值的顯著影響因素為xsl1和xsl,根據SPSS軟件分析結果,對數據進行擬合,得到溫度峰值的預測模型:

表4 螺桿結構對溫度峰值相關性分析
yT=57.500+0.109·xsl-0.631e-2·xsl1
(2)
式中:yT為溫度峰值(℃)。
結合計算結果可發現,對于CA和DBP的混合物,雙螺桿擠出機中正向螺紋元件導程不變,與不加反向螺紋元件相比,雙螺桿擠出機中增加反向螺紋元件溫度峰值有明顯升高;雙螺桿擠出機中反向螺紋元件導程不變,正向螺紋元件導程由30 mm減小到10 mm,溫度峰值升高。這是因為在雙螺桿混合物料的過程中,反向螺紋元件和小導程的正向螺紋元件均有助于混合過程中壓力的建立,提高物料在螺桿中的填充率,增加物料和筒壁之間的摩擦,物料溫度升高。
2.2 壓力峰值的顯著影響因素及預測模型
壓力對物料的流動性有一定的影響,由于壓力作用下物料分子內部的自由體積會減小,導致分子鏈活動能力降低,黏度升高,壓力變大,物料流動性變差,黏度升高。雙螺桿混合物料的過程中物料會受到一定的外部壓力,壓力作用下分子間的距離會縮小,分子鏈移動范圍減小,分子間作用增強,黏度增大[12]。實際生產過程中,如果壓力過大,會導致物料黏度過高,加工過程變得困難,對于壓力敏感性的物質,壓力超過極限值時,會造成燃燒或爆炸等事故。
根據Ludovic模擬計算結果,用SPSS軟件分析,結果如表5所示。
從表5中可以發現,雙螺桿擠出機結構參數中,壓力峰值的顯著影響因素為xka1、xkp1、xka、xsl2、xsl;極顯著影響因素為xsl和xka。根據SPSS軟件分析結果對數據進行擬合,為計算方便,擬合過程中將角度轉化為弧度進行計算,得到壓力峰值的顯著影響因素預測模型如(3)式,極顯著影響因素預測模型如(4)式:
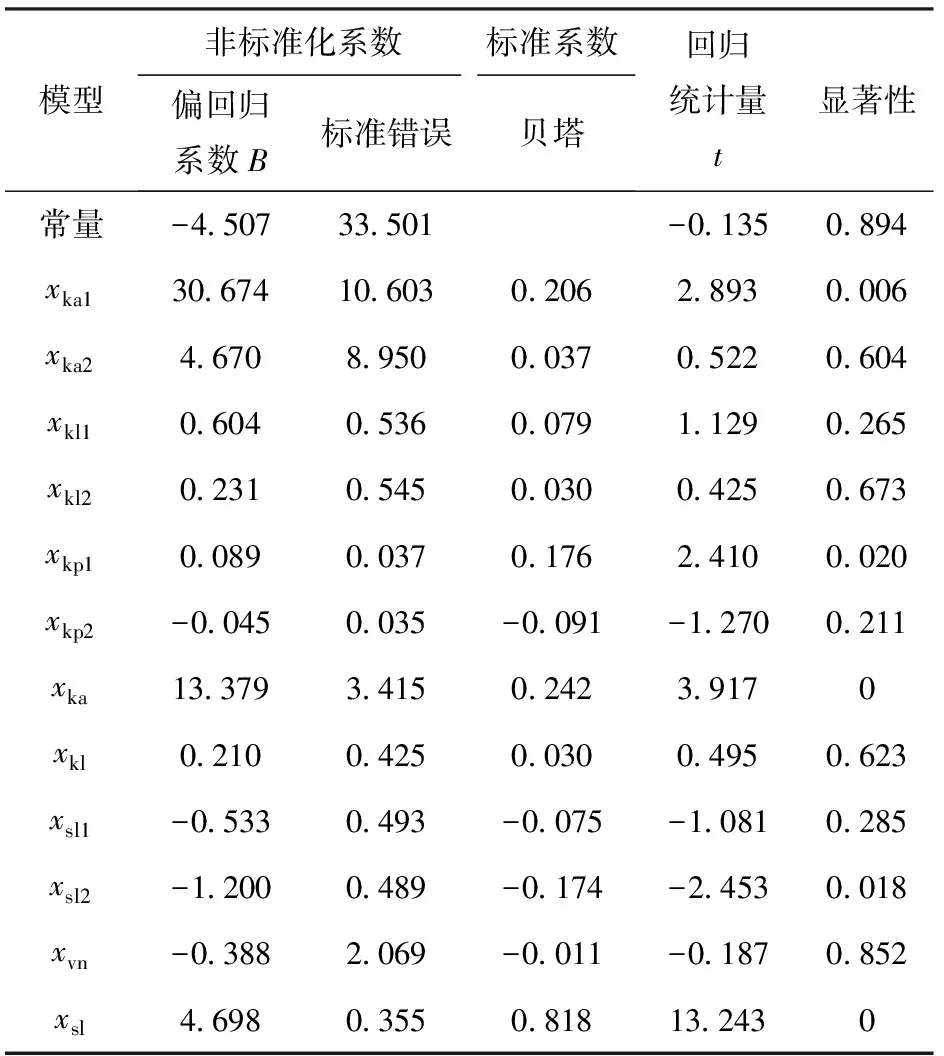
表5 螺桿結構對壓力峰值相關性分析
(3)
yp,e=23.400xka+4.970xsl+
14.500cos(15.300xka-xkaxsl)
(4)
式中:yp與yp,e分別表示顯著影響與極顯著影響因素預測模型下的壓力峰值(Bar)。
從(3)式與(4)式可以發現,與反向捏合塊相比,反向螺紋元件可以建立更大的壓力。在實際工程中,一般將反向螺紋元件或反向捏合塊放置在螺桿排氣段前,建立一定的真空度。雖然反向螺紋元件比反向捏合塊能建立更高的真空度,有助于氣體排出,但會導致機頭阻力增加,螺桿扭矩增加,產量降低,需要根據實際加工對象和操作工藝選擇雙螺桿擠出機的結構。
2.3 黏性耗散的顯著影響因素及預測模型
黏性耗散是物料混合過程中,為克服自身黏性所帶來的阻力而做的功,進一步轉化為物料自身的內能。雙螺桿擠出機混合過程中,聚合物流體在流道中所受的剪切速率直接影響物料的黏度,從而影響物料混合過程的黏性耗散值,剪切速率過大,黏性耗散越大,聚合物熔體破裂,甚至機械降解,過小則不滿足聚合物加工的需要,影響產品的最終質量。根據Ludovic模擬計算結果,用SPSS軟件分析,結果如表6所示。

表6 螺桿結構對黏性耗散相關性分析
從表6中可以發現,雙螺桿擠出機結構參數中,黏性耗散的顯著影響因素為xkp1、xkl1、xka、xsl1、xsl2、xsl;極顯著影響因素為xkl1、xsl1與xsl2、xsl。根據SPSS軟件分析結果對數據進行擬合,得到黏性耗散的顯著影響因素預測模型如(5)式,極顯著影響因素預測模型如(6)式:
yη=39.700+0.764xsl+xka1×103+


(5)
(6)
式中:yη與yηe分別表示顯著影響與極顯著影響因素預測模型下的黏性耗散(kWh/t)。
比機械能是材料內部以熱量散發的機械能(功)的量,以材料的單位質量表示。比機械能可以很好地表征雙螺桿擠出機的擠出過程,是影響最終產品特性的重要參數。一般在雙螺桿擠出過程中,物料的比機械能的值為黏性耗散的能量和物料熔融能之和。本文中由于物料從進入雙螺桿擠出機到經過雙螺桿擠出機混合擠出的過程沒有涉及到物料的熔融過程,比機械能在數值上等于物料混合過程中產生的黏性耗散能。從(5)式、(6)式可以看到,雙螺桿擠出機中螺桿元件中加入反向螺紋元件、反向捏合塊元件均會導致螺桿填充度增加,比機械能增大。
在溫度的顯著影響因素預測模型中,反向螺紋元件導程是影響溫度升高的主要因素,而在黏性耗散的顯著影響因素中,反向螺紋元件導程也是其影響因素之一。原因是在螺桿擠出過程中,藥料的溫升現象主要是由黏性耗散產生的熱量所引發的。
2.4 混合指數的顯著影響因素及預測模型
混合是一種減少物料之間非均勻性操作的過程,根據Brodkey混合機理,混合過程涉及到分子擴散、體積擴散和渦旋擴散3種分子運動形式[13]。在雙螺桿擠出機中,物料在螺桿轉動下被拉伸或剪切,產生拉伸流動或旋轉流動,為了定量表征物料的混合程度,引入混合指數這一概念,混合指數是拉伸速率張量同拉伸速率張量和旋轉張量之和的比值[14]。根據Ludovic模擬計算結果,用SPSS軟件分析,結果如表7所示。
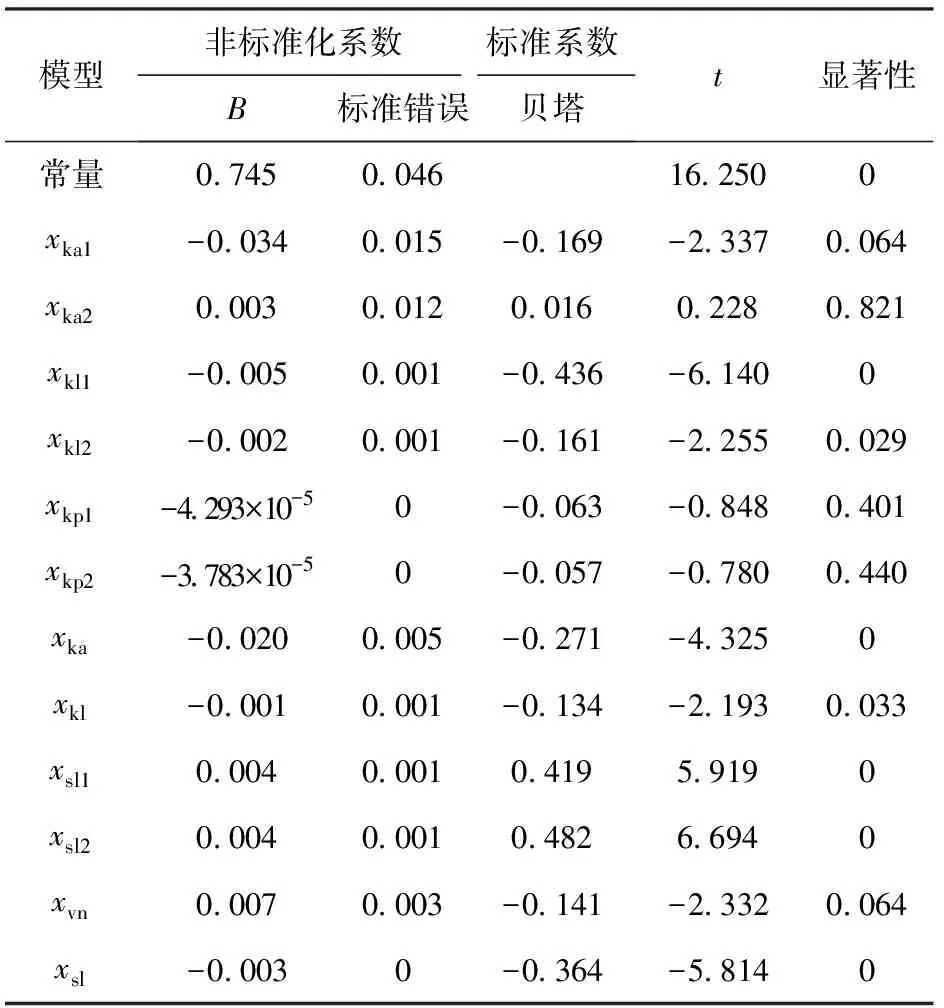
表7 螺桿結構對混合指數相關性分析
從表7中可以發現,雙螺桿擠出機結構參數中,混合指數的顯著影響因素為xkl1、xkl2、xka、xkl、xsl1、xsl2、xsl;極顯著影響因素為xkl1、xka、xsl1、xsl2、xsl。根據SPSS分析結果,對數據進行擬合,得到混合指數的顯著影響因素預測模型如(7)式,極顯著影響因素預測模型如(8)式:

0.314e-2xkl1-0.314e-2xsl-0.114e-3xklxsl1-

(7)
ym,e=0.495+((0.013xsl1xsl2)/xkl1)-0.356e-2-

(8)
式中:ym與ym,e分別表示顯著影響與極顯著影響因素預測模型下的混合指數。
物料在雙螺桿擠出機混合過程中,混合指數反映了剪切作用和拉伸作用之間的相互關系,混合指數為0時,表示物料在雙螺桿中不存在拉伸和剪切作用,物料只發生單純的滾動;混合指數為0.5時,表示混合過程中只有剪切作用,沒有拉伸作用;混合指數為1時,表示混合過程只有拉伸作用,沒有剪切作用;混合指數在0~0.5之間時,表示物料受到剪切作用的影響;混合指數在0.5~1.0之間時,表示物料既受到剪切作用又受到拉伸作用的影響。混合指數越大,表明物料混合過程中拉伸作用影響越顯著[15]。從理論預測模型可以看到,正向捏合塊導程和反向螺紋元件導程增加均會導致物料在雙螺桿擠出機中受到的拉伸作用增強,促進物料在擠出機中更好地混合均勻。然而在實際加工中,混合指數難以直接說明物料在雙螺桿擠出過程中的混合效果,其理論預測模型只能作為參考,具體的混合效果需通過實際實驗結合理論模型驗證說明。
2.5 平均停留時間的顯著影響因素及預測模型
停留時間分布曲線是描述雙螺桿擠出機中軸向混合的重要手段[16-17],物料在雙螺桿擠出機中的平均停留時間直接影響最終產品的質量。通常物料在雙螺桿擠出機中的停留時間越長,物料在機筒中的連續混合作用越多,在經過足夠長的停留時間后,物料的混合狀態會達到最佳狀態[18]。反之,物料在雙螺桿擠出機中停留時間越短,螺桿的自清潔能力越強。根據Ludovic模擬計算結果,用SPSS軟件分析,結果如表8所示。
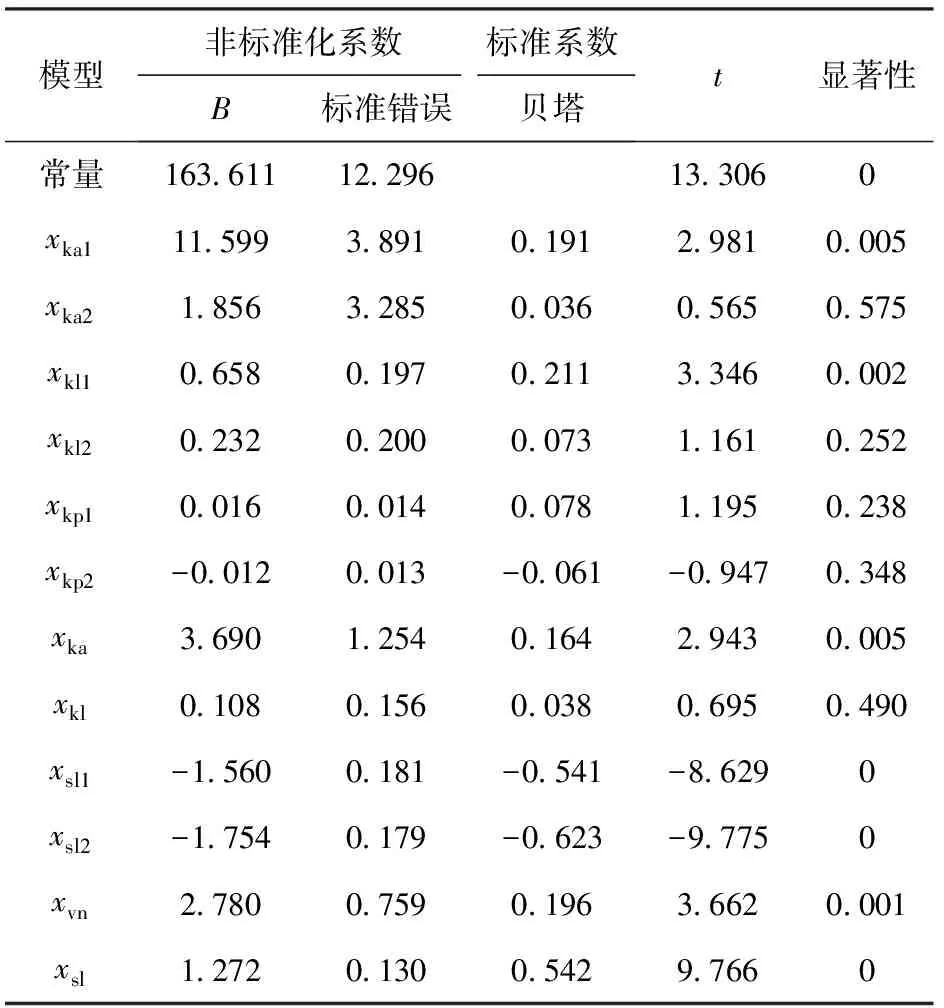
表8 螺桿結構對平均停留時間相關性分析
從計算結果可以發現,雙螺桿擠出機結構參數中,平均停留時間的顯著影響因素為xka1、xkl1、xka、xsl1、xsl2、xvn、xsl;極顯著影響因素為xsl1、xsl2、xvn、xsl。根據SPSS軟件分析結果對數據進行擬合,得到平均停留時間的顯著影響因素預測模型如(9)式,極顯著影響因素預測模型如(10)式:
yt=151+xkl1+xvn+xsl+xka1xvn+4.690sin(151xka)+

(9)
yt,e=157+1.260xsl1+0.894xsl2+2.480xvn+
1.130xsl-0.143xsl1xsl2
(10)
式中:yt與yt,e分別表示顯著影響與極顯著影響因素預測模型下的平均停留時間(s)。
從停留時間計算結果可以發現,反向螺紋元件和捏合塊可以延長物料在雙螺桿中的停留時間,增強混合。
2.6 扭矩的顯著影響因素及預測模型
對于雙螺桿擠出機,扭矩是一個重要的參數[19-20],可以表征雙螺桿擠出機的承載能力,并保護雙螺桿擠出機安全運轉。在實際加工過程中,需要根據雙螺桿擠出機的扭矩限制研究聚合物的黏彈性,保證擠出過程在安全可控的范圍內。根據Ludovic模擬計算結果,用SPSS軟件分析[21],結果如表9所示。
從表9中可以發現,雙螺桿擠出機結構參數中,扭矩的顯著影響因素為xka1、xkl1、xsl1、xsl2、xsl;極顯著影響因素為xsl2和xsl。根據SPSS分析結果,對數據進行擬合,得到扭矩的顯著影響因素預測模型如(11)式,極顯著影響因素預測模型如(12)式:
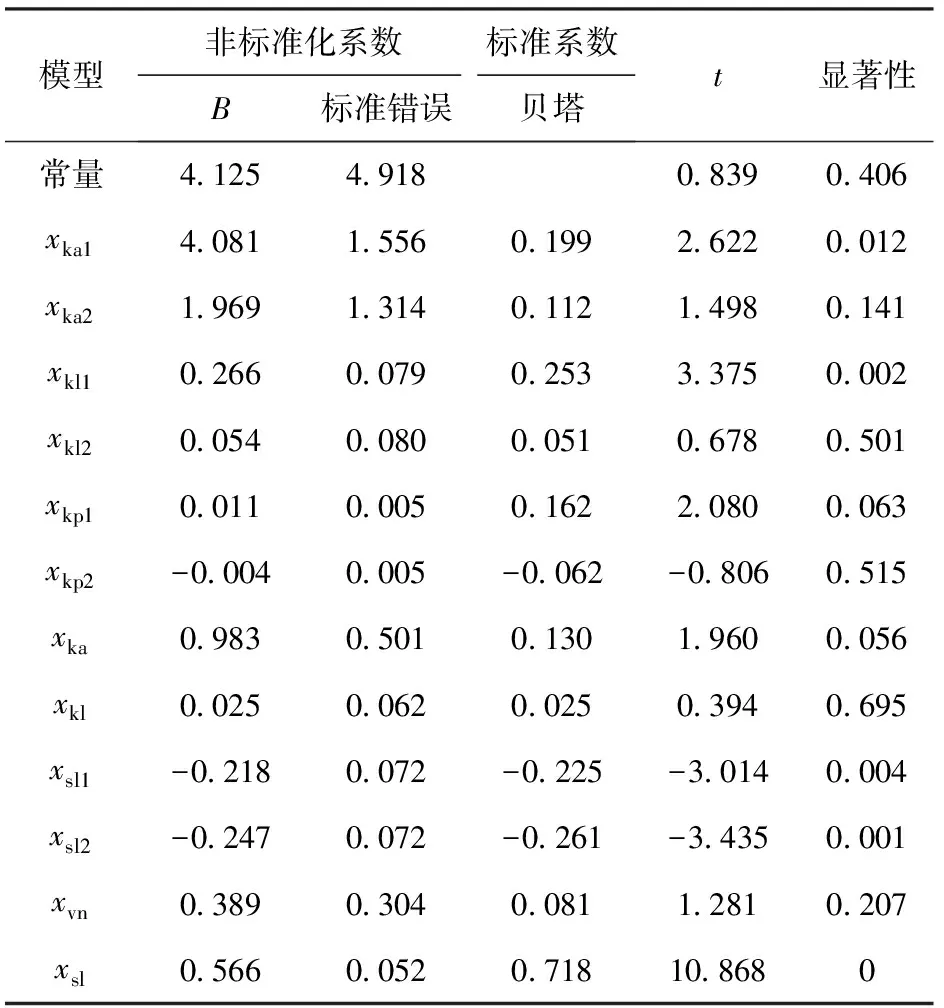
表9 螺桿結構對扭矩相關性分析
yN=9.510+0.521xsl+0.186xkl1+

(11)
yN,e=18.100-0.067xsl2+1.410xsl-0.091xsl2xsl+

(12)
式中:yN與yN,e分別表示顯著影響與極顯著影響因素預測模型下的扭矩(N·m)。
雖然不同結構參數組合的嚙合同向雙螺桿擠出機混合過程的數值模型建立完成,但模擬計算無法避免誤差。如果未來條件允許,筆者將會以本文為參考,以影響混合關鍵參量的極顯著因素對應的結構參數進行實際的擠出實驗,研究基礎過程的混合關鍵參量的變化情況,將實驗結果與本文的理論模型進行比對,修正現今的理論模型。以溫度影響因素為例,螺桿結構影響因素為xsl1與xsl,將其作為自變量,通過實驗不同導程的正向螺紋元件與反向螺紋元件,分析實驗結果,與理論模型進行比對,即可得知理論模型與實驗之間的誤差。
3 結論
本文主要研究了正向螺紋元件導程、變導程螺紋元件數量、正向捏合塊錯列角、正向捏合塊導程、正向捏合塊位置、反向螺紋元件導程、反向捏合塊錯列角和反向捏合塊導程8個結構參數對于雙螺桿擠出機混合物料過程中溫度峰值、壓力峰值、黏性耗散、混合指數、平均停留時間、扭矩結果的影響規律。通過正交試驗設計雙螺桿擠出機不同結構參數組合的試驗方案,分別建立不同結構參數組合的嚙合同向雙螺桿擠出機混合過程的數值模型,使用同向雙螺桿擠出軟件Ludovic對建立的數值模型進行求解計算。得出以下主要結論:
1)嚙合同向雙螺桿擠出機結構參數中,溫度峰值的顯著影響因素為正向螺紋元件導程和反向螺紋元件導程。
2)壓力峰值的顯著影響因素為正向捏合塊錯列角1、正向捏合塊位置1、反向捏合塊錯列角、正向螺紋元件導程2、反向螺紋元件導程,極顯著影響因素為反向螺紋元件導程和反向捏合塊錯列角。
3)黏性耗散的顯著影響因素為正向捏合塊錯列角1、正向捏合塊導程1、反向捏合塊錯列角、正向螺紋元件導程、反向螺紋元件導程,極顯著影響因素為正向捏合塊導程1、正向螺紋元件導程、反向螺紋元件導程。
4)混合指數的顯著影響因素為正向捏合塊導程、反向捏合塊錯列角、反向捏合塊導程、正向螺紋元件導程、反向螺紋元件導程,極顯著影響因素為正向捏合塊導程1、反向捏合塊錯列角、正向螺紋元件導程、反向螺紋元件導程。
5)平均停留時間的顯著影響因素為正向捏合塊錯列角1、正向捏合塊導程1、反向捏合塊錯列角、正向螺紋元件導程、變導程螺紋元件數量、反向螺紋元件導程,極顯著影響因素為正向螺紋元件導程、變導程螺紋元件數量、反向螺紋元件導程。
6)扭矩的顯著影響因素為正向捏合塊錯列角1、正向捏合塊導程1、正向螺紋元件導程、反向螺紋元件導程,極顯著影響因素為正向螺紋元件導程2和反向螺紋元件導程。
待條件成熟時,在后續研究中將進一步分析螺棱間隙、喂料速率等因素對推進劑藥料流場參數的影響規律,建立完善的結構參數對嚙合同向雙螺桿擠出機混合過程關鍵參量的理論數學模型。
猜你喜歡
中老年保健(2022年5期)2022-08-24 02:36:04
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
今日農業(2021年17期)2021-11-26 23:38:44
食品安全導刊(2021年21期)2021-08-30 08:21:30
當代陜西(2021年12期)2021-08-05 07:45:46
當代陜西(2021年2期)2021-03-29 07:41:24
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
冰雪運動(2016年4期)2016-04-16 05:54:56
通信電源技術(2016年3期)2016-03-26 07:13:38