擠壓工藝與模具結構對6005A軌道型材粗晶的影響
2022-11-02 07:59:16金文福
鋁加工 2022年5期
關鍵詞:變形
何 金,董 政,石 嬌,金文福,石 玲,賁 放
(遼寧忠旺集團有限公司忠旺研究院,遼陽 111003)
0 前言
6005A鋁合金具有優良的擠壓性、焊接性和耐腐蝕性,可以通過在線風冷或水霧冷后人工時效獲得中等強度,并可擠壓出斷面形狀復雜的寬扁薄壁空心型材。由于其優異的綜合性能,已成為軌道交通車輛制造中的重要材料[1-3]。粗大晶粒及粗晶層是擠壓制品的一種組織缺陷,粗大晶粒組織能夠引起制品的力學性能降低、拉彎加工出現橘皮或斷裂、表面質量粗糙、陽極氧化表面不美觀、降低產品的疲勞性能等問題。粗晶問題是行業內最難解決的問題之一。隨著軌道車輛制造商對列車安全和壽命要求的不斷提高,對高速列車和地鐵用6005A鋁合金組織和性能尤其是型材粗晶層要求也越來越高,迫使軌道交通用鋁型材供應商不斷更新生產工藝[4-5]。隨著軌道車輛高速化和輕量化的發展,大截面、薄壁、中空鋁合金型材的研制成功,給粗晶控制帶來了更大難度。型材表面及自由端位置的粗晶控制,尤其是型材自由端位置的粗晶控制是困擾軌道交通型材產品生產控制的難題。擠壓型材粗晶層的控制主要集中在合金成分配比、鑄造工藝、均勻化工藝、擠壓工藝等幾個方面。本文在優化合金成分配比、鑄造工藝及均勻化工藝的基礎上,結合6005A軌道交通用型材的實際生產情況,研究了擠壓工藝和模具結構對型材粗晶層厚度的影響,為同行提供參考。
1 試驗材料和方法
試驗材料采用某公司半連續鑄造生產的直徑為360 mm的6005A鋁合金鑄錠,成分符合EN 573-3標準規定,詳見表1。

表1 6005A鋁合金鑄錠化學成分(質量分數/%)
采用5 500 t擠壓機進行擠壓,擠壓比為24,擠壓方案見表2,擠壓型材采用在線水霧冷卻,180℃×8 h人工時效處理。擠壓模具結構優化如圖1所示,其中圖1(b)是在圖1(a)的基礎上增加型材自由端前室的面積,使前室與自由端形成一定角度,增大了自由端位置的供鋁量。在型材尾部4 m處取樣,采用蔡司AXI0光學顯微鏡對型材粗晶層進行顯微組織觀察。型材橫截面及粗晶層檢測位置示意圖見圖2。
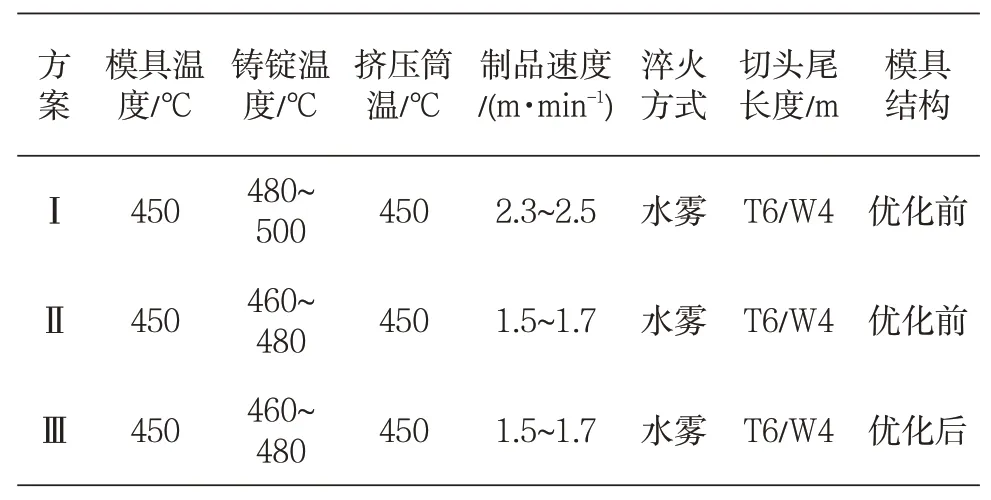
表2 6005A鋁合金型材擠壓工藝參數及模具結構
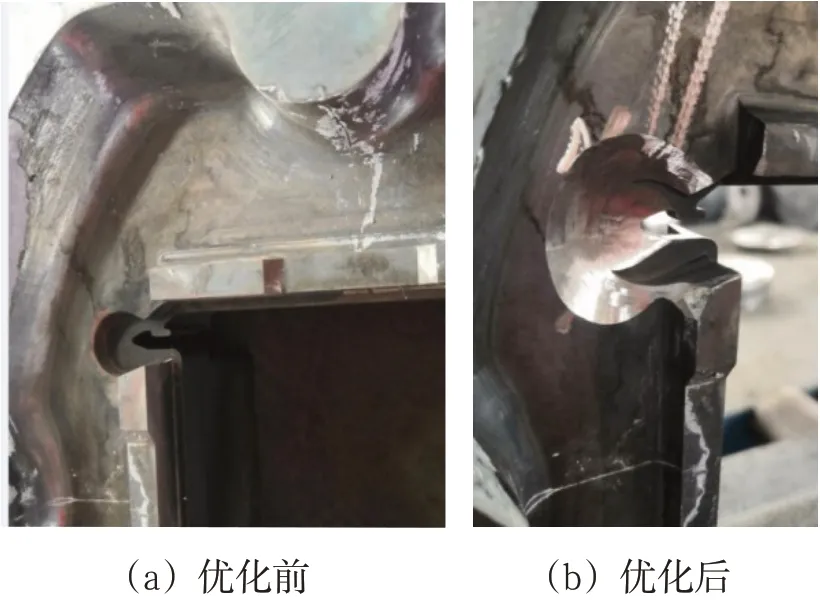
圖1 擠壓模具結構圖
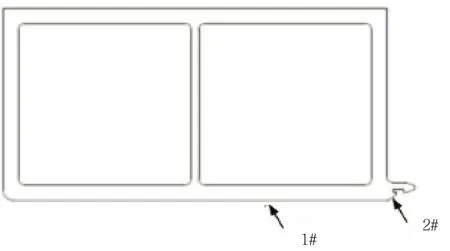
圖2 型材橫截面及高倍檢測位置示意圖
2 試驗結果
分別采用方案Ⅰ、Ⅱ、Ⅲ進行擠壓生產,并分別取圖2的1#表面位置和2#自由端位置進行金相晶粒度觀察。金相檢測結果見圖3、圖4。從圖3和圖4中可知,方案Ⅰ型材的1#表面位置表層出現一層粗大晶粒組織,粗大晶粒在擠壓方向被壓扁和拉長,基體為纖維狀組織;方案Ⅱ、方案Ⅲ型材的表面位置未發生再結晶,表層和基體均為纖維狀組織。方案Ⅰ、Ⅱ、Ⅲ擠出型材的2#自由端位置均出現粗大晶粒,粗晶厚度統計結果見表3。由表3可知,方案Ⅰ和方案Ⅱ的粗晶檢驗結果不合格,方案Ⅲ的檢驗結果合格。方案Ⅰ和方案Ⅱ相比,在擠壓模具結構相同的情況下,隨著擠壓溫度和速度的下降,方案Ⅱ粗晶厚度減小。方案Ⅱ和方案Ⅲ相比,在擠壓參數相同的情況下,進行模具結構優化處理后,方案Ⅱ的粗晶環厚度明顯降低,且全部合格。
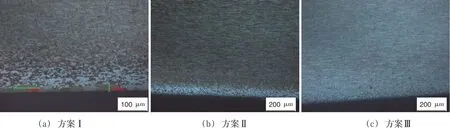
圖3 不同擠壓方案下型材表面的高倍粗晶組織
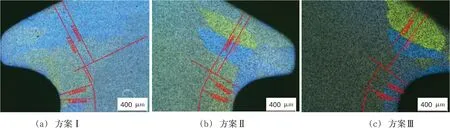
圖4 不同擠壓方案下型材自由端的高倍粗晶組織
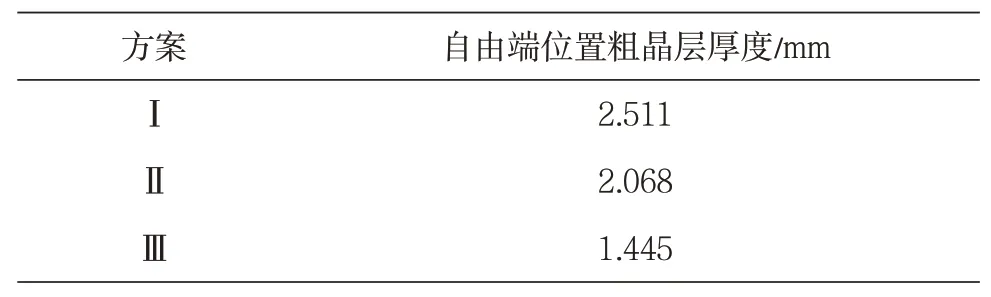
表3 不同擠壓方案下型材自由端粗晶層厚度統計結果
3 分析與討論
擠壓型材晶粒度大小與合金成分、變形程度、擠壓溫度、速度、模具結構等因素有關。由于6005A合金成分中添加了Mn、Cr元素,這些元素在鋁合金的溶解度較低,在均勻化過程中析出細小的彌散相,這些細小的彌散相能夠阻止位錯的滑移,阻礙再結晶晶粒的形核和長大,起到抑制晶粒長大、細化晶粒、提高再結晶溫度的作用。由于模具形狀約束、坯料和擠壓筒壁之間的劇烈摩擦作用造成金屬流動不均勻,外層金屬流動滯后于內層金屬,在摩擦力和附加應力作用下外層金屬所受的變形程度比內層大,晶粒受到嚴重的剪切變形,晶粒和晶界化合物遭到嚴重破壞,晶粒內部和晶粒間積累較高的畸變能,從而使外層金屬再結晶溫度低,容易發生再結晶并長大。無潤滑正向擠壓時,錠坯表面與擠壓筒的強烈摩擦使得外層金屬的變形程度比中心區高幾十倍,同時外層金屬受到較大的剪切變形,晶粒遭到較大的破碎,使內能增高,再結晶溫度降低,型材邊部易形成粗晶組織[6-7]。因此6005A型材采用上述不同工藝生產的型材的基體均為纖維狀組織,未發生再結晶,僅變形程度大,在粗大晶粒的邊部和自由端位置易出現粗大晶粒。
擠壓型材的變形程度與擠壓比有關,此外,擠壓溫度、擠壓速度以及模具結構設計也影響晶粒的大小。
3.1 擠壓溫度對6005A合金型材粗晶的影響
鋁合金擠壓過程中,金屬在擠壓筒內部承受壓應力狀態,隨著變形量的增加,金屬內部晶粒不斷被壓扁和拉長。低溫擠壓時,擠壓筒和鑄錠溫度相差不大,鑄錠表層和內部在擠壓過程中的變形抗力無明顯差距,當擠壓型材通過模具工作帶時變形不劇烈,型材表層金屬畸變能不會迅速升高,從而不會加劇晶粒的形核和長大,降低粗晶層的形成。當擠壓鑄錠溫度升高時,由于金屬的變形抗力下降,從而導致金屬變形不均勻性增加,制品邊部變形量大于中間部位,邊部產生嚴重的畸變能,加速晶界遷移,形成粗晶。同時,高溫擠壓時,金屬通過模具工作帶促進型材邊部第二相的析出和聚集,降低第二相粒子對晶界的釘扎作用,易于形成粗晶組織。本試驗中,方案Ⅰ和Ⅱ的化學成分相同,但是方案Ⅱ的擠壓溫度低于方案Ⅰ,因此粗晶的厚度下降。
3.2 擠壓速度對6005A合金型材粗晶的影響
擠壓過程中產生的塑性變形能絕大部分轉變為熱能。擠壓速度低,金屬與擠壓筒和模具工作帶之間產生摩擦力,金屬變形不劇烈,產生的熱能在擠壓過程中有足夠的時間逸散,金屬表面溫升小,能量聚集少,晶粒不會繼續長大形成粗晶組織。擠壓速度越快,材料的應變速率越高,金屬與模孔工作帶之間的摩擦力使外層金屬的流動大于內層金屬,外層金屬的畸變能增加,外層金屬內部亞晶粒周邊的位錯密度隨之變高,于是材料的變形儲能也就越高。變形儲能是再結晶的驅動力,變形儲能越高,越容易發生再結晶,再結晶的晶粒異常長大便形成粗晶組織[5]。同時,由于擠壓速度快,擠壓筒內金屬塑性變形產生的熱量逸散速度慢,熱量迅速聚集,也易形成粗晶組織。
本試驗中,方案Ⅰ和Ⅱ的化學成分相同,但是方案Ⅱ的擠壓速度低于方案Ⅰ,因此其粗晶環的厚度明顯下降。
3.3 模具結構對6005A合金型材粗晶的影響
金屬的再結晶溫度與金屬的變形程度有關,金屬的預變形程度越大,再結晶的溫度就越低。這是由于預變形程度越大,金屬晶粒的破碎程度便越大,產生的位錯缺陷就越多,組織的不穩定性就越明顯,因而會在較低的溫度下開始再結晶。再結晶后的金屬一般都得到小而均勻的等軸晶粒,如溫度繼續升高,再結晶后的晶粒又以相互吞并的方式長大,因此造成產品出現粗晶的現象[8]。
擠壓方案Ⅱ、Ⅲ的對比分析表明,在擠壓溫度和速度等工藝參數相同的情況下,適當增加型材自由端位置模具前室的面積,并且使前室與自由端位置形成一定角度,增大自由端位置的供鋁量,有利于促進鋁的流動速度,減小鋁合金在自由端位置的摩擦阻力和變形程度。
通過優化模具結構的方式,減小成形過程中的摩擦阻力和變形程度,進而細化晶粒度,使方案Ⅲ的粗晶層厚度得到明顯改善。
4 結論
(1)型材的表面和自由端位置容易出現粗晶,通過調整擠壓工藝和模具結構能夠降低這兩處的粗晶層厚度。
(2)適當降低擠壓鑄棒溫度和擠壓速度,當鑄錠溫度為460~480℃,擠壓速度為1.5~1.7 m/min時,能夠減小粗晶層厚度。
(3)通過優化模具結構,增加自由端前室面積,并且使前室與自由端形成一定角度,增大自由端供鋁量,減小摩擦阻力和變形程度,能夠有效改善型材自由端粗晶厚度。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36