鋁合金連接套反向冷擠壓加工及模具
2022-11-02 07:59:28劉峙,李寧
鋁加工 2022年5期
劉 峙,李 寧
(許昌技術經濟學校,長葛 461500)
0 前言
鋁合金是在純鋁中加入銅、鋅、錳、硅、鎂等合金元素所形成的一種有色金屬結構材料。鋁合金具有質量輕、強度高、塑性好等特點,并且還具有優良的導電性、導熱性和抗蝕性能等,在航空、航天、汽車、機械制造、船舶、電力及化學工業等領域中廣泛使用,使用量僅次于鋼[1]。
某航空設施上所用外置導電連接套,如圖1所示,采用質優價廉的6×××系鋁合金材質,這個牌號的鋁合金具有較強抗氧化、抗腐蝕、強導電、高強度、易加工等優點,適用于車、銑、刨、磨等傳統加工設備。
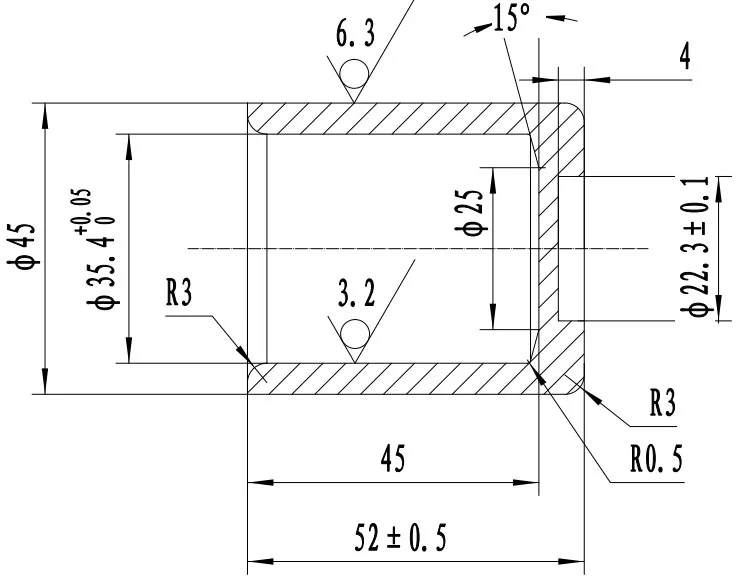
圖1 鋁合金連接套設計圖
該鋁合金導電連接套常規的加工方式為車床車削,工藝過程為將實心鋁合金棒料通過車床鉆孔、車削內外表面等,單件工時20 min左右。考慮該連接套所需求的數量較大并且6×××系鋁合金具有較好的塑性以及優良的機械加工等特點,采用反向冷擠壓加工方式進行反復試驗,成功試制單件產品加工工時只需約5 s。與傳統車削加工方式相比,該加工方式大大提高了生產效率和產品質量的穩定性,并且減少了人工工時、原材料損耗以及能源消耗。采用反向冷擠壓加工方式生產鋁合金航空零件,不僅拓寬了傳統機械加工方式,又符合現代企業精益化制造改善需求,很值得推廣應用。
1 反向冷擠壓加工方式
利用壓力機設備和相關配套模具,在不需要對錠坯和模具加熱的情況下,對錠坯進行擠壓變形,并且錠坯變形方向與壓力機動頭運動方向相反,這種加工方式稱為反向冷擠壓加工[1]。如圖2所示,錠坯3在壓力機動頭1的壓力作用下,產生與壓力機動頭運動方向相反的一個“生長”變形。錠坯變形的形狀與模具凸模和凹模形狀有關[2]。
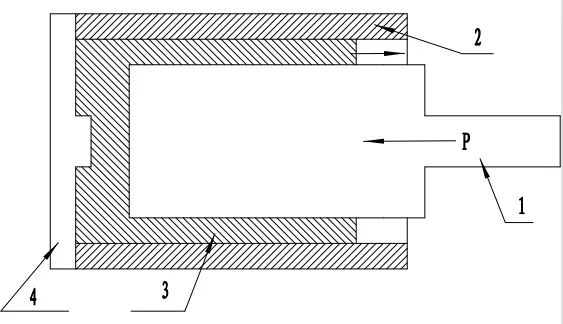
圖2 反向冷擠壓示意圖
2 鋁合金連接套結構及常規加工方式
鋁合金連接套設計工藝圖如圖1所示。該連接套外徑尺寸為φ45 mm,內徑為φ35.4 mm,外部長度為52 mm,內部深度為45 mm,外底部帶有一φ22.3 mm×4 mm的凹坑。鋁合金連接套外表面粗糙度為,內表面粗糙度為。
該鋁合金導電連接套在某航空設施上起高壓通電線路活連接作用,類似于接觸開關。該鋁合金連接套相當于接觸開關的靜觸頭,在需要連接時將動觸頭插入鋁合金連接套的內孔,完成動、靜觸頭的結合。
為確保動、靜觸頭接觸良好,連接套內部絕對不能存在毛刺、凹坑、氧化皮、凸起、裂紋等表面缺陷。
該鋁合金連接套常規加工工藝為車床加工,主要工序為鋁合金棒料下料→車床鉆孔→車削內孔→車削斷面及倒角→掉頭車削凹坑→內外表面清潔等[3]。對于一個熟練數控車床的操作者來說,加工一個合格的鋁合金連接套產品所需要的工時折算約20 min,產生的鋁合金屑廢料約為原材料的一半以上。
3 反向冷擠壓模具的設計及各組成部分
3.1 反向冷擠壓模具設計思路
根據6×××系鋁合金的金屬屬性分析和拉壓試驗測試結果,為了不改變鋁合金連接件的產品功能、性能和外觀形狀,本導電連接套的設計思路就是利用壓力機和成套模具,利用反向擠壓原理對鋁合金錠坯進行壓力加工,依靠壓力機驅動和上下模型配合,驅使錠坯發生反向塑性變形,從而達到設計工藝要求。
對于6×××系鋁合金材料來說在熱加工過程中很容易發生氧化反應,氧化反應后鋁合金錠坯的表面會形成堅硬的銀色氧化皮。這些氧化皮在壓力加工過程中會出現部分脫落,嚴重影響產品外觀,并且這些氧化皮也大大降低連接件的導電性能以及導電的可靠性。同時,脫落的氧化皮粘在模具的加工面上,還會劃傷擠壓完成后的連接件產品的表面,導致產品表面質量達不到客戶的要求。因此在將6×××系合金材料加工成導電連接件時,應該避免對錠坯和擠壓工具加熱,必須采用冷作加工方式[4]。
3.2 反向冷擠壓模具結構
反向冷擠壓模具裝配圖如圖3所示。按照模具各部分功能,整套模具可以分為凸模部分、凹模部分、脫模裝置部分、模具附屬裝置等4個部分[4]。
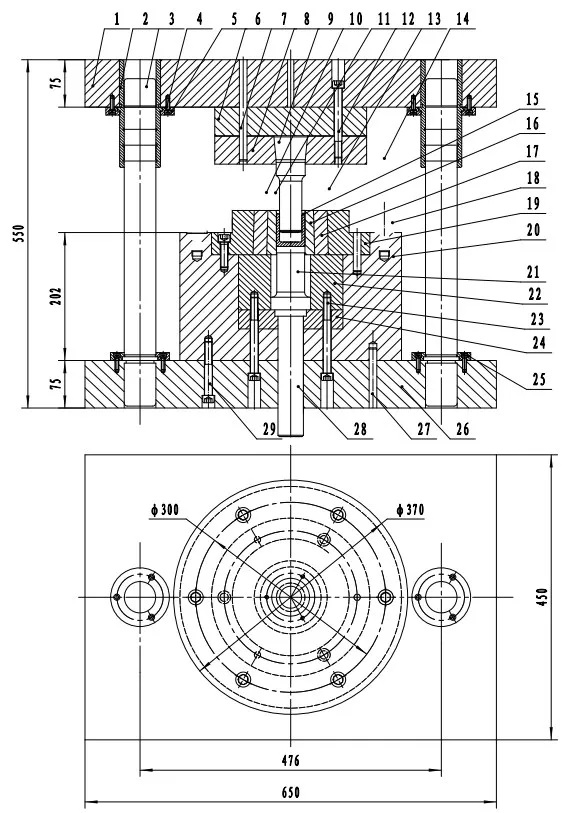
圖3 模具裝配圖
3.2.1 凸模部分
該套模具的凸模部分主要包括上模板、凸模墊板、凸模、凸模壓套、連接螺栓等零件。凸模(即模芯)設計是整套模具的關鍵。凸模為一根階梯軸,按照各部分功能可以分為三個部分,較細的頂端為工作部分,中間為脫模裝置配合部分,較粗的尾部為凸模與凸模壓套連接部分,也即凸模(模芯)的加持部分。
凸模設計的技術要求為:凸模材質采用耐磨性好且強度、硬度較高的冷作模具鋼Cr12MoV;凸模下頂部工作端面不允許有頂尖孔,支承端面不允許凹陷;凸模階梯軸各外徑回轉軸線的同軸度誤差不大于0.01 mm;凸模階梯軸安裝前需要進行淬火+回火熱處理,熱處理后凸模階梯軸硬度需達到61~63 HRC;凸模工作部分在磨削加工前,其表面粗糙度不應低于3.2 μm,表面不允許有凸、凹不平現象,凸模留磨余量不小于0.1 mm,磨削后再研磨拋光,研磨量大于0.01 mm,研磨后的表面粗糙度在0.2 μm以上。
為了防止反向冷擠壓過程中連接套口部在向上延伸過程中出現膨脹偏差,凸模工作部分的設計可采用下粗上細的擠壓頭結構,如圖4所示。工作頭下部尺寸與連接套內徑尺寸相同,為φ35.4 mm,凸模工作頭上部尺寸為φ35.3 mm,凸模工作部分上下端約有5°左右的錐度。這樣就可以避免鋁合金錠坯在反向冷擠壓過程中過度向外圍延伸,出現連接套外圍尺寸超差,導致連接套工件與模具內模腔貼合太緊密,不利于工件產品脫模,或者是在脫模時造成連接套產品外表面劃傷。凸模工作頭下粗上細的細小結構設計是整套凸模設計的一個創新點。
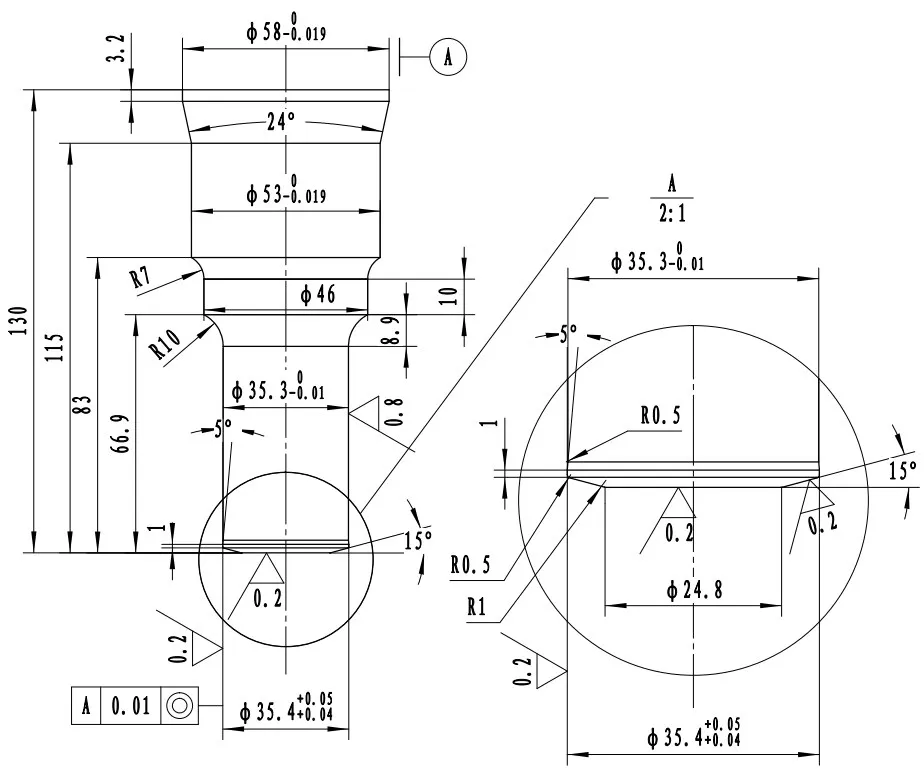
圖4 凸模零件設計圖
3.2.2 凹模部分
反向冷擠壓連接套凹模部分主要包括下模板、凹模墊板、凹模墊塊、凹模座、凹模、頂料桿等機構裝置。
凹模為一通透圓筒結構,如圖5所示。凹模內徑基本尺寸比連接套外徑基本尺寸大0.5 mm,且是正向偏差。凹模外部結構采用下粗上細的圓錐臺式結構,圓錐臺上部直徑為φ72.84 mm,下部直徑為φ76.51 mm,凹模內外圓柱面結構同軸度誤差不超過0.01。凹模設計為上細下粗的外部結構的目的是可以將凹模嵌到凹模座中,實現凹模與凹模座的緊配合,可以有效避免連接套與凸模上行時把凹模一起帶出,這是此套模具設計的又一創新點。與凸模一樣,凹模材質也是采用冷作模具鋼Cr12MoV,并且經過淬火+回火的熱處理工藝后硬度達到60 HRC以上;凹模在磨削加工前,表面粗糙度不應低于3.2 μm,表面不允許有凸、凹不平現象,凹模留磨余量不小于0.1 mm,磨削后再研磨拋光,研磨量大于0.01 mm,研磨后的表面粗糙度在0.2 μm以上。
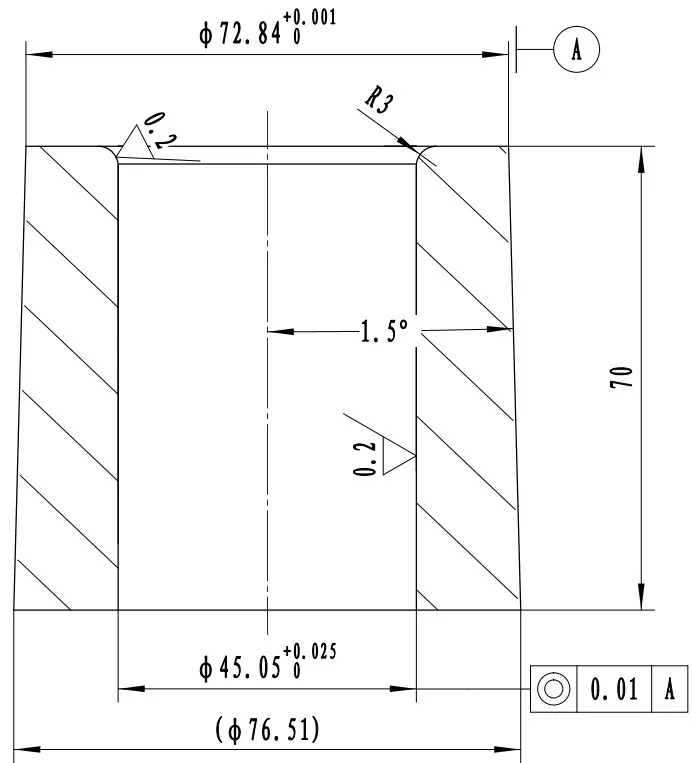
圖5 凹模零件設計圖
頂料桿裝配在凹模底部,與凹模之間是間隙配合,間隙為0.05~0.081 mm。它的作用一是支撐鋁合金錠坯在壓力機的作用下變形,保證連接套底部形狀及尺寸符合要求;二是與頂出桿配合,一起推動擠壓完成連接套上行,實現與凹模分離。
3.2.3 脫模裝置部分
脫模裝置所起的作用主要包括連接套與凹模的脫離和連接套與凸模的脫離功能。連接套與凹模脫離主要利用頂出桿,頂料桿從下部把連接套頂出(凹模是嵌在凹模套中,為緊固定結構);連接套與凸模的脫離主要是采用卸料板和卸料環這樣的限位裝置,在連接套被頂出桿頂著與凸模一起上移直到連接套完全出凹模時,卸料環就發揮限位作用,限制連接套繼續隨凸模上移,從而實現凸模與連接套的分離。
3.2.4 模具附屬裝置
此套模具還有一些附屬裝置,比如定位銷、導套、導柱、連接螺釘、壓簧、內預應力圈、外預應力圈、壓板等。這些附屬裝置可以保證整套模具正常工作,同時有效避免因鋁合金錠坯在冷擠壓過程中的應力集中等問題導致連接套出現開裂情況。
4 成效對比
鋁合金連接套模具冷擠壓方式與常規車床加工方式的成效對比,如表1所示。
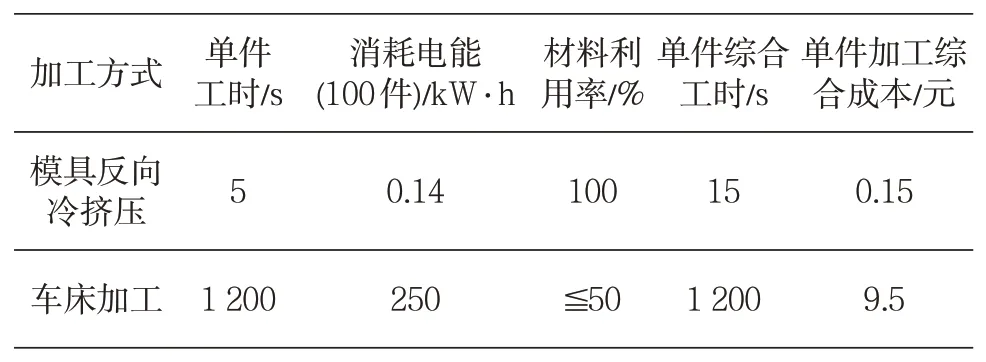
表1 冷擠壓方式與常規加工方式成效對照表
從表2可知,利用反向冷擠壓模具約5 s可以生產出一個合格的連接套產品,考慮到鋁合金錠坯表面清潔和除氧化皮環節,綜合下來生產一個連接套的時間也在15 s之內。而利用傳統車削加工方式生產1個連接套產品的時間約為20 min。同時車削方式還會產生毛坯一半以上的廢料損耗,消耗的人工工時和能源動力也遠比冷擠壓的方式高出很多倍。并且通過模具反向冷擠壓方式生產的產品,質量相當穩定,幾乎沒有廢品。
5 結束語
采用反向冷擠壓加工方式對鋁合金連接套進行加工,可大大提高生產效率和產品質量的穩定性,同時大幅減少了人工時耗、原材料損耗以及能源消耗。特別是利用自主開發的反向冷擠壓模具,可以巧妙地解決鋁合金套脫模問題和壓制過程中的開裂、掉皮等表面質量問題。這種利用反向冷擠壓模具生產鋁合金連接套,顛覆了傳統生產工藝,創新了鋁合金產品的加工方法,使單件加工的綜合成本僅為常規車加工的1.6%,非常值得推廣應用。