一種遮蓋約束式鋁型材分流擠壓模
2022-11-03 09:26:54翁佳銘羅藝茹郭俊馳盤德文鄧汝榮
鋁加工 2022年5期
關(guān)鍵詞:結(jié)構(gòu)設(shè)計(jì)
翁佳銘,羅藝茹,郭俊馳,盤德文,鄧汝榮
(廣州科技職業(yè)技術(shù)大學(xué),廣州 510550)
0 前言
隨著經(jīng)濟(jì)的快速發(fā)展和人們生活水平的提高、現(xiàn)代科技的進(jìn)步,特別是制造業(yè)的日益發(fā)展和現(xiàn)代加工技術(shù)的提高,人們對(duì)鋁合金有了越來(lái)越深的了解和認(rèn)識(shí)。由于鋁合金具有良好的抗腐蝕性、輕量性、可焊接性等特點(diǎn),使得鋁合金型材的應(yīng)用更加廣泛。如日常生活中隨處可見的監(jiān)控?cái)z像儀器,其蓋板材料經(jīng)歷了從不銹鋼薄板鈑金、塑料到鋁合金型材的階段。采用不銹鋼薄板,材料貴、成形難,而且生產(chǎn)效率低,難以滿足市場(chǎng)的需求量;采用塑料,加工成形容易,材料成本低,但強(qiáng)度方面達(dá)不到經(jīng)久耐用,而且時(shí)間一長(zhǎng),會(huì)發(fā)生變色甚至于脆裂,發(fā)生安全事故;采用鋁合金型材則彌補(bǔ)了這些缺陷,而且采用擠壓成型,效率高、成本低。但在擠壓生產(chǎn)中,模具是關(guān)鍵。目前蓋板鋁型材的生產(chǎn)仍然采用傳統(tǒng)結(jié)構(gòu)的模具,把蓋板這樣的型材歸類于普通的實(shí)心型材,從而采用傳統(tǒng)的平面模結(jié)構(gòu)進(jìn)行設(shè)計(jì)。采用這種結(jié)構(gòu),模具的強(qiáng)度明顯不足,模具容易變形和斷裂,壽命低。這是因?yàn)樵谠O(shè)計(jì)非空心鋁型材擠壓模時(shí),通常都要進(jìn)行強(qiáng)度上的舌比值計(jì)算,一般的設(shè)計(jì)原則是:當(dāng)舌比值大于6時(shí),型材就歸類為半空心型材,就不能采用普通的平面模結(jié)構(gòu),應(yīng)選擇其他的模具結(jié)構(gòu)形式[1-2]。而像蓋板這樣的型材,從理論上計(jì)算,其舌比小于1,但是在擠壓理論還不十分完善的今天,容易誤導(dǎo)生產(chǎn)者和制造者而選擇傳統(tǒng)的平模結(jié)構(gòu)。通過(guò)舌比計(jì)算來(lái)確定模具的結(jié)構(gòu),往往會(huì)忽略如攝像盒蓋板這類非空心型材懸臂包圍面積大這一要素,因此這種方法存在一定的缺陷。本文通過(guò)對(duì)攝像盒型材擠壓模的改進(jìn),提出一種遮蓋約束式分流模結(jié)構(gòu)形式及其設(shè)計(jì)思路,拓寬對(duì)半空心型材的認(rèn)識(shí),供同行參考。
1 產(chǎn)品結(jié)構(gòu)特征分析
圖1所示是一款常見的典型攝像盒蓋板型材斷面。其最大寬厚比為76.8,型材外部均為圓弧形狀,型材的壁厚為1.8 mm。若根據(jù)半空心型材的判定方法,由于該型材形成的懸臂危險(xiǎn)部位開口尺寸為111.8 mm,經(jīng)計(jì)算,其舌比為0.6,則該型材不屬于半空心型材。另外,由于型材的斷面面積為566.3 mm2,從擠壓工藝優(yōu)化及成本方面考慮,選擇18 MN擠壓機(jī)較為合適,其擠壓筒內(nèi)徑為183 mm,經(jīng)計(jì)算,擠壓機(jī)的最大比壓為685 MPa,擠壓比46.4。假設(shè)采用傳統(tǒng)平模結(jié)構(gòu)中的一體式結(jié)構(gòu)[3],即模具僅由一件模子組成,因?yàn)樵趥鹘y(tǒng)的平模結(jié)構(gòu)中,一體式結(jié)構(gòu)的模具強(qiáng)度最好。根據(jù)平模的模具強(qiáng)度計(jì)算公式進(jìn)行核算,則模子的最小厚度為120.2 mm,模具的強(qiáng)度核算公式如下[4]:
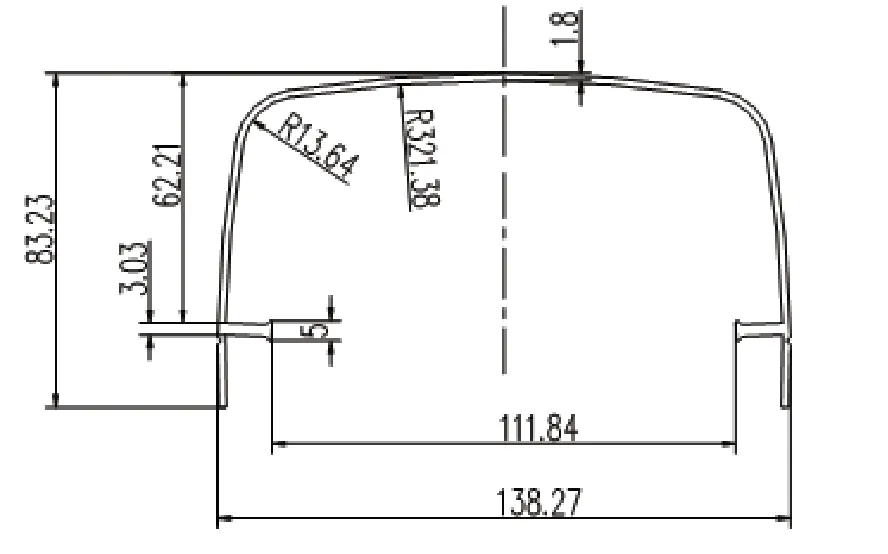
圖1 型材斷面圖

式中:n為安全系數(shù);w為型材開口寬度,mm;h為模子厚度,mm;P為擠壓機(jī)最大比壓,MPa;A為型材所包圍的面積,mm2;[]σb為模子材料的許用強(qiáng)度,1150 MPa。
但是,18 MN擠壓機(jī)的最大模具厚度為160 mm。經(jīng)驗(yàn)表明,當(dāng)模子厚度超過(guò)適用模具規(guī)格厚度的0.5倍時(shí),即使型材從舌比方面不認(rèn)為是半空心型材時(shí)也應(yīng)當(dāng)視同半空心型材來(lái)進(jìn)行模具結(jié)構(gòu)的選擇,否則,模具同樣會(huì)因強(qiáng)度不足而產(chǎn)生變形或塌裂。
2 傳統(tǒng)的模具結(jié)構(gòu)
針對(duì)圖1所示的蓋板型材,目前企業(yè)采用的傳統(tǒng)平模結(jié)構(gòu),主要有2種結(jié)構(gòu)形式,分別是如圖2所示的二件式結(jié)構(gòu)和如圖3所示的一體式結(jié)構(gòu)。
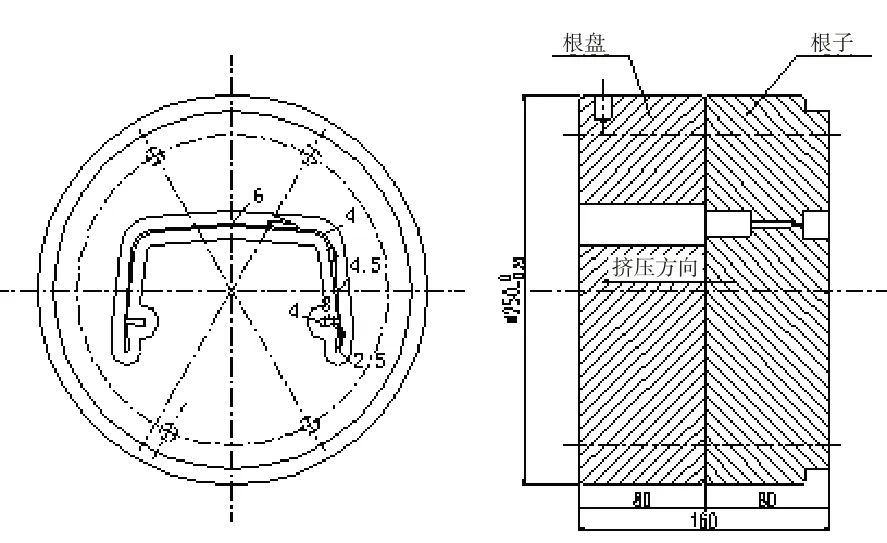
圖2 二件式平模結(jié)構(gòu)示意圖

圖3 一體式平模結(jié)構(gòu)示意圖
采用二件式結(jié)構(gòu),模具由模子和模墊組成[5],結(jié)構(gòu)簡(jiǎn)單,制造方便。但強(qiáng)度最弱,模具的變形大,實(shí)踐證明,模具的平均壽命小于3 t,且擠壓的型材存在嚴(yán)重的壁厚偏差現(xiàn)象。
而一體式結(jié)構(gòu),也稱整體式結(jié)構(gòu),模具僅由一件模子組成[6]。模具強(qiáng)度有所提高,但模具平均壽命仍不超過(guò)6 t,型材壁厚偏差的問(wèn)題沒(méi)有完全得到解決,而且加工的周期長(zhǎng),所消耗的電極材料多,因而一體式結(jié)構(gòu)的模具成本較高。
3 改進(jìn)后的模具結(jié)構(gòu)
根據(jù)型材的結(jié)構(gòu)特點(diǎn)及上述計(jì)算,可以把蓋板型材視為半空心型材來(lái)進(jìn)行模具結(jié)構(gòu)的設(shè)計(jì)。而半空心型材模具,目前行業(yè)的技術(shù)人員進(jìn)行了廣泛深入的研究,得出了一些較為成熟的結(jié)構(gòu)形式,如分割式分流模[7]、吊掛式分流模[8]、導(dǎo)流保護(hù)式分流模[9]等,但這些結(jié)構(gòu)對(duì)于蓋板型材并不合適。通過(guò)分析可以看出,這些結(jié)構(gòu)的原理都是從改善懸臂的受力狀態(tài)或轉(zhuǎn)移懸臂的受力構(gòu)成出發(fā),從而降低懸臂的受力,達(dá)到提高模具強(qiáng)度的目的。因此,根據(jù)型材的特點(diǎn)和半空心型材模具的設(shè)計(jì)原理,確定采用一種約束式遮蓋分流模結(jié)構(gòu),如圖4所示。

圖4 約束式遮蓋分流模結(jié)構(gòu)示意圖
這種結(jié)構(gòu)的原理是,采用上模沒(méi)有模芯的分流模結(jié)構(gòu),將懸臂的大部分置于分流模上模的中心部位的下方,上模并不接觸懸臂,而是將懸臂的大部分保護(hù)起來(lái),上模中心部位將懸臂遮擋起來(lái),擠壓時(shí),原來(lái)由懸臂直接承受的正壓力由上模代之來(lái)承受,受力的主體發(fā)生了轉(zhuǎn)移,從而大大改善了懸臂的受力狀況。因此,只要上模有足夠的強(qiáng)度,就可以保證懸臂的強(qiáng)度。而分流模上模的強(qiáng)度取決于分流橋及分流比等參數(shù)的確定,這就給了提高懸臂強(qiáng)度采用相關(guān)措施的空間,因?yàn)檫@些參數(shù)確定的方法和手段是多樣的和成熟的。所以在結(jié)構(gòu)設(shè)計(jì)時(shí)應(yīng)盡量讓上模承受金屬擠壓時(shí)的正壓力,并確保上模的受力不傳遞到懸臂上。但是,實(shí)際上當(dāng)金屬進(jìn)入懸臂的模孔最終成型時(shí),會(huì)對(duì)懸臂產(chǎn)生與擠壓方向相同的摩擦力,以及上模沒(méi)有完全遮擋住懸臂的部位仍會(huì)伴隨一定的正壓力,這兩部分力會(huì)使懸臂發(fā)生向下的撓曲或彈性變形。這種變形的結(jié)果,一方面會(huì)使懸臂頭部的壁厚變薄;另一方面會(huì)使頭部金屬流速變慢,嚴(yán)重時(shí)將發(fā)生堵模現(xiàn)象造成擠壓力瞬時(shí)急劇上升而導(dǎo)致懸臂斷裂。基于此,在懸臂的正面平面上設(shè)計(jì)一個(gè)向上凸起的圓形凸臺(tái),而在上模對(duì)應(yīng)的位置設(shè)計(jì)一個(gè)內(nèi)凹的圓孔與之相配合,凸臺(tái)與圓孔采用上模與下模止口的配合方式,當(dāng)懸臂向下發(fā)生撓曲時(shí),凸臺(tái)也會(huì)隨著懸臂向下發(fā)生“傾斜”,就會(huì)觸及到上模的圓孔而受到約束,從而阻止了懸臂繼續(xù)向下發(fā)生撓曲變形,相當(dāng)于將懸臂由懸臂梁結(jié)構(gòu)變成了簡(jiǎn)支梁結(jié)構(gòu),如圖5所示。這樣就消除了懸臂向下發(fā)生彈性變形或撓曲的可能性,既保證了壁厚的均勻性,也大大提高了懸臂的強(qiáng)度。
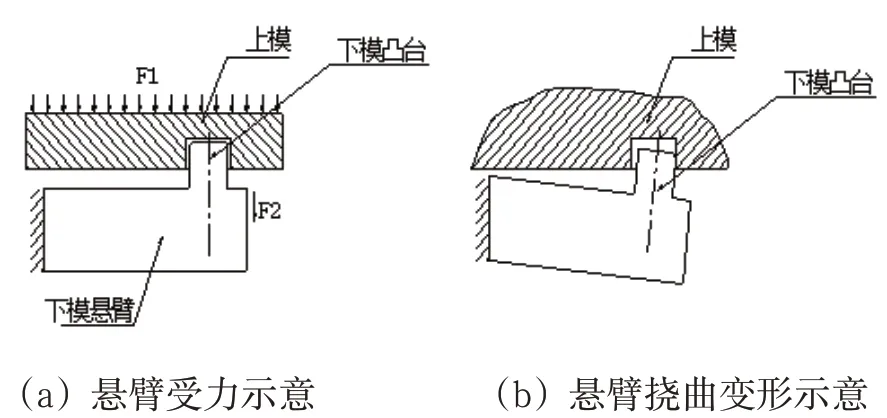
圖5 下模凸臺(tái)約束原理示意圖
模具結(jié)構(gòu)設(shè)計(jì)要點(diǎn):
(1)上模的強(qiáng)度必須保證。設(shè)計(jì)時(shí)就進(jìn)行必要的強(qiáng)度計(jì)算和核算。
(2)上模分流孔的布置如圖6所示。分流孔布置采用了與型材形狀相似性原則,設(shè)置了4個(gè)分流孔,各個(gè)分流孔的面積差異控制在10%以內(nèi),分流比為23,取擠壓系數(shù)的25%~35%。由于懸臂頭部承受的對(duì)懸臂產(chǎn)生的彎矩最大,使懸臂產(chǎn)生的向下?lián)锨沧畲螅虼耍谠撎帉?duì)應(yīng)的上模應(yīng)設(shè)計(jì)一個(gè)分流橋進(jìn)行遮擋,分流橋?qū)挾葹?6 mm,目的是減小該部位的受力。同時(shí)為了降低上模的受力,采用斜入式平等的分流孔通道,一方面減小了上模的受壓面積,另一方面分流孔適度的擴(kuò)孔可降低整體的擠壓力。這些方法對(duì)上模強(qiáng)度的提高均是有利的。
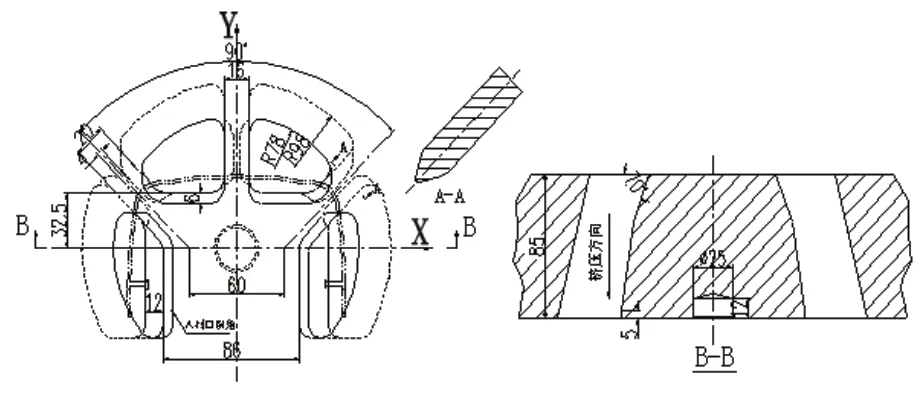
圖6 分流孔布置
(3)在設(shè)計(jì)分流孔時(shí),既要考慮到對(duì)懸臂的遮擋,同時(shí)也應(yīng)兼顧到上模的受壓面積以及下模模孔的金屬流速調(diào)整和金屬供應(yīng)。因此,上模對(duì)懸臂的遮擋并不是遮擋面積越大越好。經(jīng)驗(yàn)表明,遮擋面積占懸臂的75%~85%較為合適,以分流孔內(nèi)側(cè)到下模模孔邊緣距離6~8 mm為計(jì)算依據(jù)進(jìn)行設(shè)計(jì)。如圖7所示,圖中陰影部分表示未被上模遮擋的部位,b表示分流孔內(nèi)側(cè)到模孔的距離。
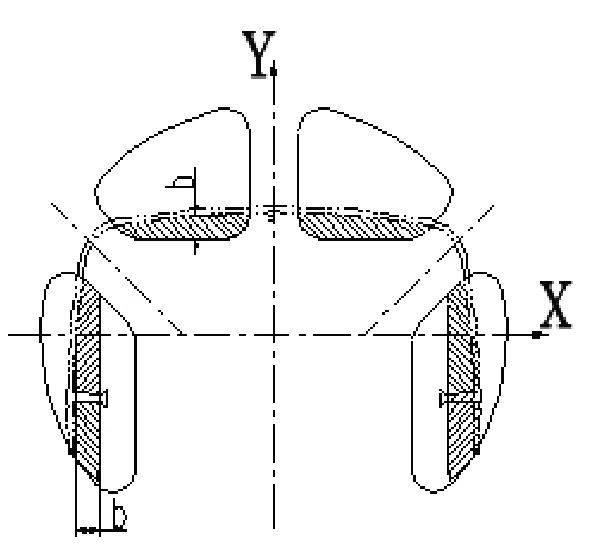
圖7 懸臂受力面積示意圖
(4)采用應(yīng)力間隙。雖然上模承擔(dān)了懸臂的大部分受力,但在擠壓過(guò)程中,上模受到力的作用后同樣會(huì)發(fā)生彈性變形,向下發(fā)生撓曲,這樣上模就會(huì)接觸懸臂并對(duì)懸臂施加力的作用。因此,為了防止上模將力傳遞到懸臂,通過(guò)設(shè)計(jì)應(yīng)力間隙,在上模與下模之間在擠壓方向上就有個(gè)空間距離,可避免上模與懸臂接觸。應(yīng)力間隙取在下模上,此間隙值的經(jīng)驗(yàn)值為0.8 mm。在實(shí)際中,懸臂所包圍的面積越大或上模的受壓面積越大,則應(yīng)力間隙的取值也大一些,經(jīng)驗(yàn)數(shù)據(jù)為0.51~2 mm,或取型材壁厚的0.5~0.6倍。
(5)設(shè)計(jì)約束凸臺(tái)。金屬進(jìn)入下模模孔擠壓成型時(shí),金屬對(duì)模孔的內(nèi)側(cè)壁會(huì)產(chǎn)生與擠壓方向相同的摩擦力,同時(shí)懸臂中還有部分未被上模遮擋的部位仍受到金屬的正壓力,這兩個(gè)力之和雖然不會(huì)對(duì)懸臂造成破壞,但會(huì)導(dǎo)致懸臂向下發(fā)生彈性變形,從而造成壁厚發(fā)生變化和金屬流速出現(xiàn)變化。所以在下模懸臂處設(shè)計(jì)一個(gè)向上凸起的凸臺(tái),而在上模則設(shè)計(jì)與之相配合的內(nèi)孔,兩者的配合間隙取上模與下模在止口處的配合間隙即可。為便于加工,凸臺(tái)及內(nèi)孔可選擇在模具的中心位置,凸臺(tái)的直徑取12~30 mm,懸臂面積越大凸臺(tái)直徑越大,而高度以不高出下模止口高度為宜,如圖8所示。當(dāng)懸臂受力向下發(fā)生彈性變形時(shí),凸臺(tái)將受到上模內(nèi)孔的約束,而內(nèi)孔則成為懸臂的一個(gè)支點(diǎn),阻止了彈性撓曲的發(fā)生。
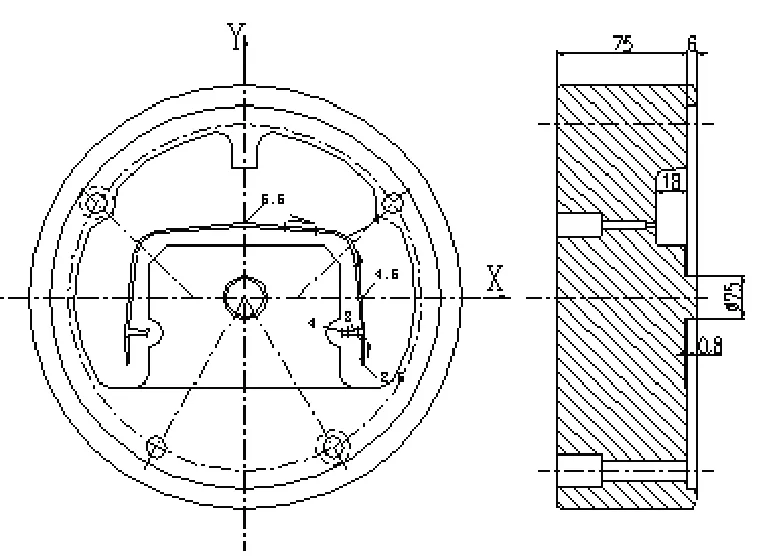
圖8 約束凸臺(tái)示意圖
(6)下模焊合室與工作帶。下模焊合室輪廓按照分流孔進(jìn)入下模外緣的輪廓來(lái)確定,在分流橋?qū)?yīng)部位設(shè)計(jì)成橋墩來(lái)縮小分流橋的跨度以提高分流橋的強(qiáng)度和剛性。而模孔工作帶可按照傳統(tǒng)分流模設(shè)計(jì)的原則進(jìn)行。不同的是,需在下模懸臂處取應(yīng)力間隙值。應(yīng)力間隙的確定是懸臂平面比下模止口平面低一個(gè)數(shù)值即可。下模結(jié)構(gòu)如圖9所示。
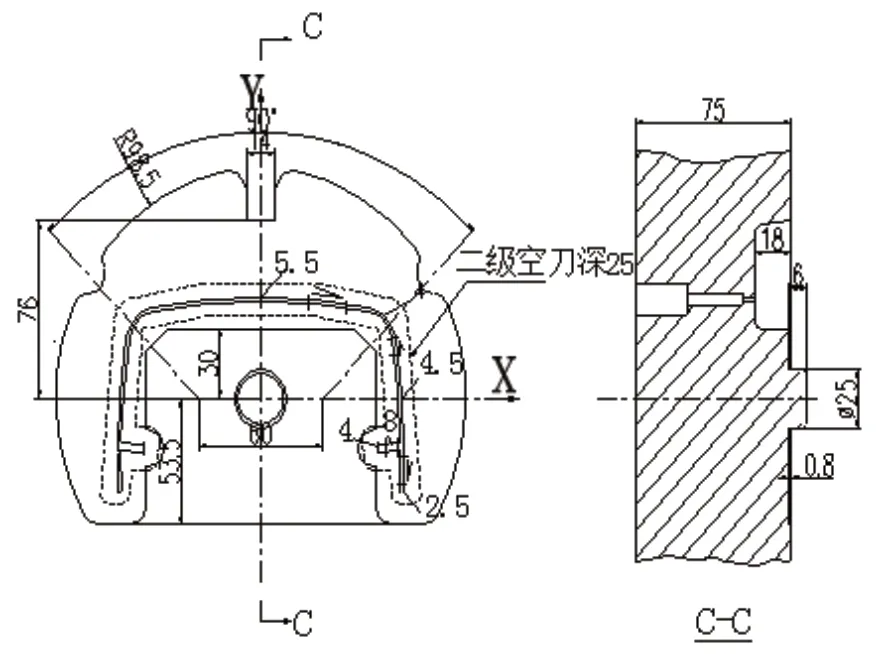
圖9 下模焊合室與工作帶示意圖
4 結(jié)果對(duì)比
對(duì)傳統(tǒng)結(jié)構(gòu)和改進(jìn)后的新結(jié)構(gòu)模具進(jìn)行擠壓跟蹤,所得結(jié)果如表1所示。
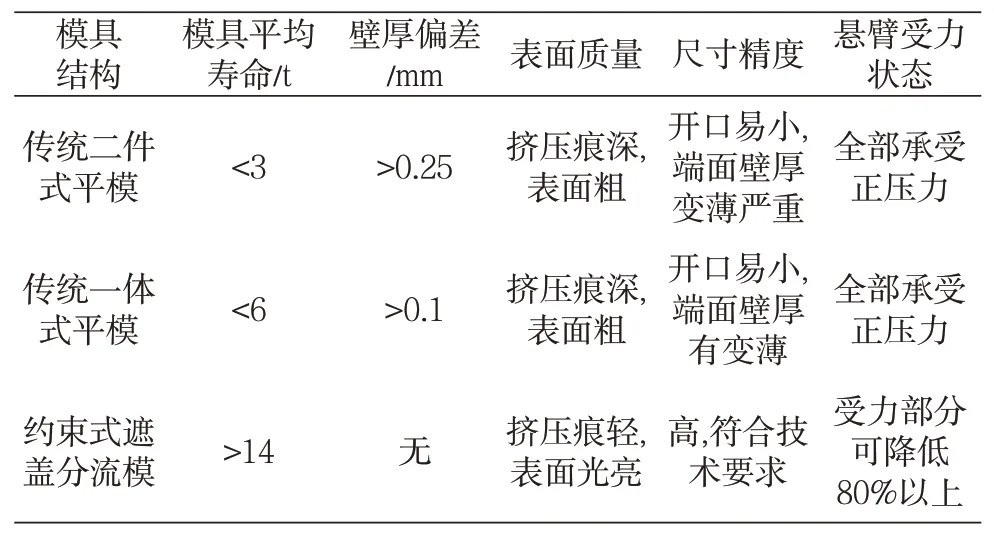
表1 模具結(jié)構(gòu)與擠壓結(jié)果對(duì)比
從結(jié)果可以看出,改進(jìn)后的模具有明顯的優(yōu)勢(shì),模具壽命大大提高,型材的尺寸精度及表面質(zhì)量均大大提高。
5 結(jié)束語(yǔ)
對(duì)于具有懸臂、寬厚比較大的非空心型材,盡管舌比較小,但并不適合采用傳統(tǒng)的平模結(jié)構(gòu),從攝像盒蓋板用鋁型材的例子可以看出,判定半空心型材的原則應(yīng)當(dāng)是滿足兩方面條件,一是傳統(tǒng)的舌比計(jì)算,二是強(qiáng)度的校驗(yàn)。采用約束式遮蓋分流模結(jié)構(gòu),一方面可以改善半空心型材模具懸臂的受力狀態(tài),將懸臂的受力進(jìn)行轉(zhuǎn)嫁,降低懸臂的受力;另一方面可以改變懸臂受力的支撐結(jié)構(gòu),懸臂由一端支撐的懸臂梁變成兩端支撐的簡(jiǎn)支梁,從而使模具的強(qiáng)度得到大幅提高。通過(guò)對(duì)攝像盒蓋板用鋁型材傳統(tǒng)模具的改進(jìn),可以認(rèn)為,這種約束式遮蓋分流模結(jié)構(gòu)是有效的,是值得推廣和復(fù)制的。
猜你喜歡
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
中華詩(shī)詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
影視與戲劇評(píng)論(2016年0期)2016-11-23 05:26:01
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50