TC4鈦合金/N4純鎳激光高熵化填粉焊接組織性能研究
2022-08-26 07:10:12劉喆王偉雄賀瓊瑤郭瑞趙運強劉德佳
精密成形工程 2022年8期
劉喆,王偉雄,賀瓊瑤,郭瑞,趙運強,劉德佳
TC4鈦合金/N4純鎳激光高熵化填粉焊接組織性能研究
劉喆1,王偉雄2,賀瓊瑤3,郭瑞2,趙運強1,劉德佳2
(1.廣東省科學院中烏焊接研究所,廣東省現代焊接技術重點實驗室,廣州 510650;2.華東交通大學 材料科學與工程學院,南昌 330013;3.西南技術工程研究所,重慶 400039)
解決TC4/N4異種金屬的焊接問題,拓展鈦/鎳異種金屬復合結構的應用范圍。選用CuCoCrMnAl0.8Si0.2高熵填充粉末,采用激光填充粉末焊接的方式實現TC4鈦合金和N4純鎳異種金屬的連接,對焊縫的表面形貌、顯微組織、相成分等微觀特征進行表征,測試焊接接頭的顯微硬度和拉伸性能。激光高熵化填粉焊接接頭成形良好,無明顯缺陷。通過微觀組織表征發現,近鈦側存在以β–Ti+Ti2Ni共晶相為主、寬度為50 μm的化合物區,焊縫內部由等軸枝晶、少量雪花狀組織和富Cr的沉淀相組成。焊接接頭強度遠低于母材強度,焊縫硬度高于母材硬度,近鈦側焊縫區硬度高于近鎳側焊縫區硬度。激光高熵化填粉焊接可實現鈦/鎳異種金屬的連接,改善高熵填充粉末成分,調控焊縫金屬的微觀結構與接頭性能。
激光填粉焊接;鈦/鎳焊接;焊縫高熵化;微觀組織;力學性能
鈦合金具有高耐蝕性、高比強度等優點,在航空航天等領域具有廣泛的應用前景,但其高溫蠕變性能較差[1-2]。鎳基高溫合金具有優異的抗高溫氧化和抗蠕變性能,適用于在650~1 000 ℃下長期工作的航空發動機、燃燒室等高溫工作部件。鈦–鎳異種金屬復合結構可以充分發揮2種金屬的優良性能,滿足航空航天領域對材料性能的嚴苛需求[3-4]。
焊接是制備異種金屬復合結構的重要手段,鈦/鎳異種材料的焊接存在諸多問題:Ti、Ni的熱導率、線膨脹系數、比熱容等物理性能存在顯著差異,這會導致在焊接過程中產生冷裂紋、延遲裂紋等冶金缺陷;Ti、Ni之間的冶金相容性差,極易形成多種脆性金屬間化合物,這會顯著惡化焊接接頭的力學性能[5]。由此可見,直接采用熔化焊方法連接鈦/鎳異種金屬很難獲得成形良好、力學性能優異的焊接接頭。已有部分學者嘗試利用固相焊接手段抑制Ti–Ni金屬間化合物的生成,以實現鈦/鎳異種金屬的高強韌連接。駱瑞雪等[6]發現Ti–Ni擴散焊接頭的金屬間化合物厚度在擴散焊溫度為850 ℃時得到了有效抑制。Saeed等[3]選取了71Ag–28Cu–1Mg、80Ag–18Cu–2Ti、73Ni–18Cr–9Si等釬料對鈦/鎳進行釬焊,有效阻礙了Ti、Ni之間的熔化接觸。有研究進一步指出,添加中間層可以改變焊縫的合金成分,進而減少脆性金屬間化合物的形成。謝志尚[7]通過在Ti60和GH3128的電子束焊接中添加純Cu、純V、梯度CuV等3種填充層,成功抑制了TiNi金屬間化合物的生成。Hu等[8]采用Cu/Ta復合中間層實現了TC4和Inconel 718的激光焊接,但接頭依然存在Ti–Cu–Ni、Ti–Ni等金屬間化合物,導致焊接接頭塑性下降。
高熵合金作為近年來興起的一種新型合金材料,因其獨特的高混合熵效應、遲滯擴散效應、晶格畸變效應以及雞尾酒效應,在焊接領域具有極大的應用前景[9-10]。在焊接過程中添加多主元填充材料可有效降低系統的吉布斯自由能,使焊縫優先形成固溶體結構,從根本上抑制金屬間化合物的形成,這被稱為高熵化焊接。Oliveira等[11]基于高熵化焊接原理成功實現了NiTi合金和CuAlMn合金的異種金屬連接。翟秋亞等[12]通過中間層的合理設計,利用電容儲能焊接技術實現了Ta1鉭合金和0Cr18Ni9不銹鋼的高熵化連接,有效降低了金屬間化合物的含量。高熵合金中原子的擴散速度極為緩慢,這可顯著降低相分離的程度,故高熵合金常被用作異種金屬焊接的中間層材料。Hao等[13]利用(CoCrFeNi)100-xCu系列高熵合金實現了TC4鈦合金和304不銹鋼異種金屬的連接,結果表明,Ti元素的擴散程度得到了顯著抑制,焊縫內部為面心立方(face center cubic,FCC)固溶體結構,僅在近TC4母材側的熔合線附近存在少量金屬間化合物。
文中分別設計了3種高熵焊縫填充材料Cu1CoCrMnAl0.8Si0.2、Cu2CoCrMnAl0.8Si0.2、Cu3CoCr MnAl0.8Si0.2,首次采用激光同軸送粉方式對TC4鈦合金和N4純鎳進行激光高熵化填粉焊接,研究Cu元素含量對鈦/鎳異種金屬焊接接頭焊縫成形、顯微組織、拉伸性能以及顯微硬度的影響,以期為解決鈦/鎳接頭的激光焊接難題提供一定的理論指導。
1 試驗
1.1 高熵填充粉末設計
文獻[14]表明,在填充材料中添加母材元素不利于焊接熔池的高熵化,因此,文中采用的高熵填充材料中不再加入Ti和Ni元素。為避免因焊縫熔池的混合焓過小而產生金屬間化合物,需充分考慮Ti、Ni元素與焊料元素的二元混合焓大小及相溶性規律。由于母材Ti元素與Cr、Mn元素形成的二元混合焓負值較小,而Cu與Cr、Mn等過渡元素之間具有正混合焓,焊料中加入Cu、Cr、Mn元素可補償由Ti元素引起的負混合焓。母材Ni元素與Co元素可以無限互溶,Co元素的添加還可以提升合金的力學性能[12,15]。基于上述焊縫高熵化設計思路,確定CuCoCrMn為填充材料的主要成分。此外,Al元素可以促進體心立方(body centered cubic,BCC)結構的形成,少量的Si元素有利于焊縫脫氧。最終,高熵填充粉末的成分確定為CuCoCrMnAl0.8Si0.2(=1、2、3),如表1所示。
1.2 材料與焊接工藝
篩選粒徑為48~109 μm的Cr、Mn、Co、Al、Cu、Si等高純度(≥99.99%)粉末,按照相應比例混合獲得Cu1CoCrMnAl0.8Si0.2、Cu2CoCrMnAl0.8Si0.2以及Cu3CoCrMnAl0.8Si0.2等3種高熵填充粉末。將粉末放入真空球磨機中進行球磨處理,球料比為3︰1(質量比),球磨轉速為200 r/min,球磨時間為2 h,隨后將混合均勻的粉末置于真空烘干箱中干燥30 min。試驗材料為TC4鈦合金與N4商業純鎳板,板材尺寸均為50 mm×120 mm×1.5 mm,化學成分如表2—3所示。
表1 高熵填充粉末的化學成分

Tab.1 Chemical composition of high-entropy powder wt.%
表2 TC4鈦合金化學成分

Tab.2 Chemical composition of TC4 titanium alloy wt.%
表3 N4純鎳化學成分

Tab.3 Chemical composition of N4 pure nickel wt.%
焊接試驗前對待焊工件進行噴砂處理,以增加鈦合金的激光吸收率,同時開單面60°的V形坡口,坡口根部間隙為0.5 mm,并依次用丙酮和酒精進行超聲清洗,冷風吹干后進行焊接。設備采用LDM2500– 60半導體激光器、凱恩帝K1000M4i–A數控設備、DPSF–2送粉設備,在15 L/min的純氬氣環境下進行激光同軸送粉焊接試驗。為降低材料開裂的可能性,焊前將待焊工件預熱至70 ℃,焊后進行緩冷處理。
1.3 組織表征與性能測試
焊后沿垂直焊接方向切取20 mm×8 mm×1.5 mm的橫截面試樣,經過丙酮/酒精超聲清洗、砂紙打磨、拋光處理后,利用2 mL HF+3 mL HNO3+95 mL H2O溶液腐蝕近鈦側,利用50 mL CH3COOH+50 mL HNO3+10 mL H2O溶液腐蝕近鎳側。采用Zeiss Axio Vert A1光學顯微鏡和日立SU8010場發射掃描電鏡(scanning electron microscope,SEM)觀察微觀組織,采用布魯克Xflash 6I60能譜儀(energy dispersive spectroscopy,EDS)分析接頭相成分。采用HV–1000IS顯微硬度計對焊接接頭進行顯微硬度測試,硬度載荷為0.2 kg,加載時間為10 s,取樣間隔為0.1 mm。采用Zwick–Z250多功能電子萬能材料試驗機進行拉伸測試,拉伸速率為10?3s?1。
2 結果與分析
2.1 表面形貌
圖1為TC4/N4異種金屬焊接接頭的表面形貌。如圖1a所示,采用Cu1CoCrMnAl0.8Si0.2填充粉末獲得的焊接接頭(記為Cu–1接頭)在焊縫起始位置出現裂紋,并在焊后緩冷過程中發生失穩擴展,進而導致接頭斷裂。由圖1b—c可知,采用Cu2CoCrMnAl0.8Si0.2和Cu3CoCrMnAl0.8Si0.2填充粉末得到的焊接接頭(記為Cu–2接頭和Cu–3接頭)成形良好,焊縫實現全熔透,未見明顯咬邊、焊瘤、裂紋氣孔等缺陷。焊縫橫截面的組織形貌如圖2所示。Cu–1接頭的焊縫中心和近鈦側界面均出現自上而下的縱向貫穿裂紋,且相鄰縱向裂紋之間存在明顯的橫向裂紋(見圖2a)。由圖2b—c可知,Cu–2和Cu–3接頭的焊縫區域未見明顯的裂紋、氣孔和夾雜等缺陷,焊核與兩側母材之間存在清晰的熔合線,表明文中在不添加中間層的前提下成功實現了鈦鎳異種金屬熔化焊接,國內外未見相關研究報道。值得注意的是,近鎳側界面存在明顯的陰影線,但它在后續的SEM圖像中消失,表明陰影線不代表界面發生了弱冶金結合,極大可能是光學顯微鏡成像所致的假象。
2.2 顯微組織
圖3為Cu–2和Cu–3接頭中母材(base material,BM)/焊縫(weld zone,WZ)界面的SEM圖像。由圖3可知,近鈦側和近鎳側均存在明顯的BM/WZ界面熔合線。近鈦側熔合線附近同時存在形貌顯著不同的化合物區域(compound zone,CZ)和過渡區域(transition zone,TZ),而近鎳側焊縫區并未發現CZ和TZ區域。這是由于TC4母材的Ti元素在焊接過程中朝焊縫內部遷移擴散,與其他元素結合在界面附近形成一定寬度的金屬間化合物。因此,在鈦合金異種金屬焊接接頭中常常可以觀察到上述化合物區域和過渡區域的存在。Cheng等[16]在添加ERCuSi–A焊絲的鈦合金/304不銹鋼MIG–TIG復合焊接頭中發現了寬度約為20 μm的CZ區域,其主要組分為TiCu和Ti2Cu金屬間化合物。Hao等[17]在添加Cu–Ni中間層的TC4鈦合金/304不銹鋼焊接接頭中同時觀察到了CZ和TZ區域,并證實了CZ區域的主要組分為β–Ti和Ti2Ni混合物,TZ區域的主要組分為TiNi3和TiNi金屬間化合物。此外,Cu–3接頭的CZ和TZ區域寬度明顯高于Cu–2接頭的,Cu–3接頭的CZ寬度約為52 μm,TZ寬度約為68 μm,Cu–2接頭的CZ寬度約為49 μm,TZ寬度約為37 μm。這與高熵填充粉末的Cu含量密切相關,Cu–3接頭添加的填充粉末中含銅量更高,這導致其熔點和比熱容相對較低。因此,在相同的激光功率下,與Cu–2接頭相比,Cu–3接頭近鈦側母材的熱輸入量顯著增加,這有效提高了母材元素朝焊縫的擴散速率,進而促進了CZ和TZ區域寬度的增加。

圖1 TC4/N4異種金屬焊接接頭表面形貌

圖2 TC4/N4異種金屬焊接接頭橫截面的組織形貌
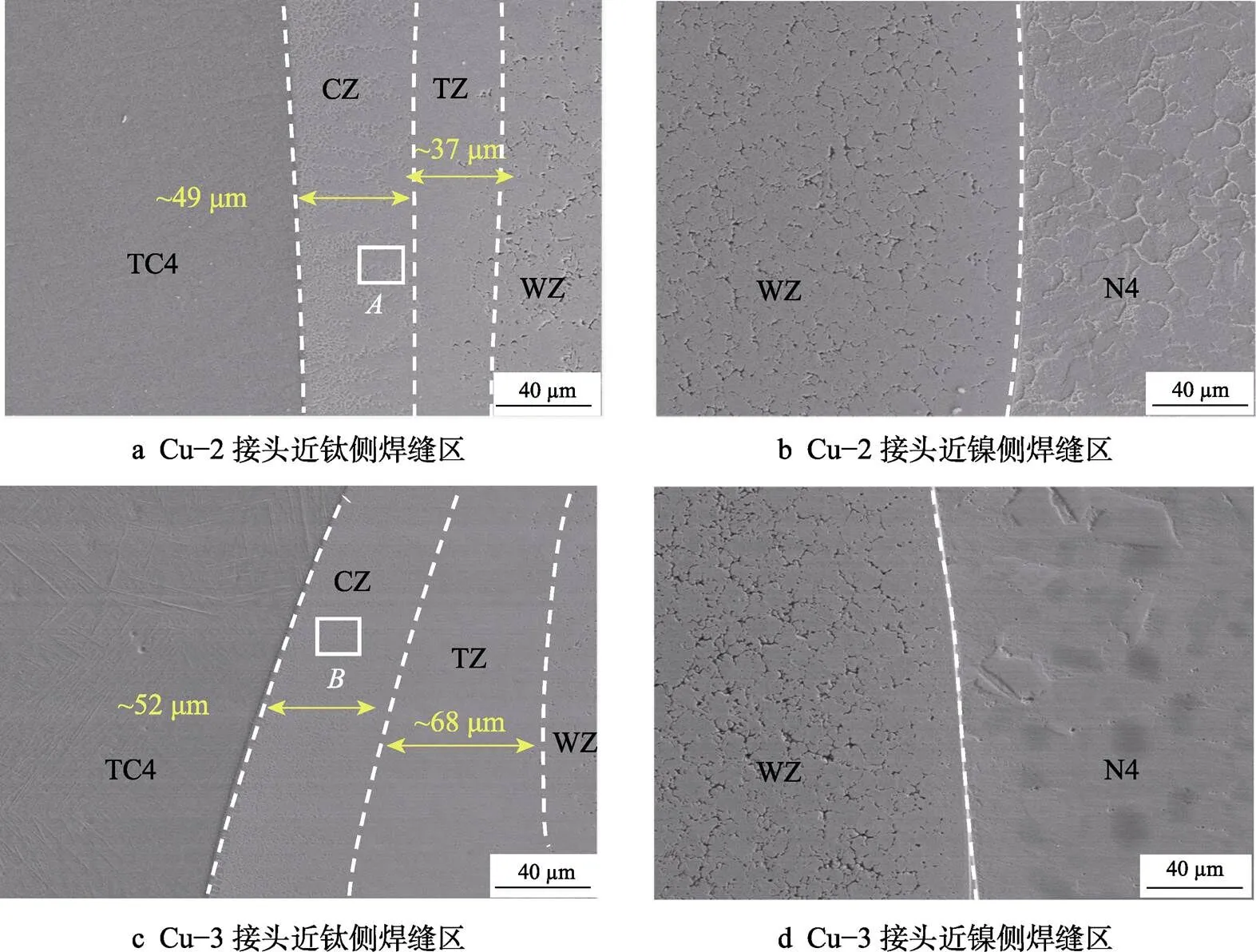
圖3 TC4/N4異種金屬焊接接頭BM/WZ界面的SEM圖
為進一步分析CZ區域的顯微組織與成分,對圖3a和c中的選區和進行高分辨SEM觀察和EDS分析,表征結果如圖4和表4所示。由圖4可知,近鈦側的CZ區域存在連續分布的灰白相和孤島狀的黑色相,這種腐蝕形貌與HF腐蝕劑對不同相的擇優腐蝕性密切相關。由表4進一步發現,CZ區域的主要元素為Ti、Al、Ni等母體元素,這主要是因為母體元素在焊接熔化過程中通過擴散進入了CZ區域。與之對應的是,填充粉末的元素含量處于較低水平。Cu–3接頭中CZ區域的Ti元素含量高于Cu–2接頭的,這與Ti元素在高焊接熱輸入條件下的快速擴散遷移有關。結合Ti–Ni二元合金相圖可知[4-5],隨焊接溫度的下降,發生了L→β–Ti+Ti2Ni的共晶反應,形成了共晶組織。同時,灰白相中的鋁含量略低于黑色相的,表明灰白相中的β–Ti含量相對較少。因此,灰白相確定為β–Ti+Ti2Ni共晶相,黑色相為β–Ti固溶體。

圖4 近鈦側CZ區域的高倍顯微組織形貌
表4 CZ區域各點的元素成分

Tab.4 Chemical composition of each point in CZ
圖5和圖6分別為Cu–2和Cu–3接頭BM/WZ界面的元素線掃描結果。可知,在近鈦側的CZ和TZ區域,Ti元素含量逐漸下降,而Ni元素與填充粉末中的主元元素含量逐步上升。焊縫區所有元素含量基本保持穩定。Cu–2接頭中WZ區域的Ti元素含量最高(原子數分數約為45%),Ni、Cu、Co等元素的原子數分數≤15%;Cu–3接頭中WZ區域Ti元素的原子數分數約為30%,其余元素的原子數分數為5%~30%。由此可以看出,Cu–3接頭WZ區域的Ti元素含量顯著低于Cu–2接頭的,這主要與2種接頭近鈦側CZ/TZ區域的元素含量密切相關。由圖5可知,Cu–2接頭中CZ/TZ區域的Ti元素原子數分數為50%~60%,遠高于Cu–3接頭CZ/TZ區域的35%~40%(原子數分數)。根據擴散理論可知,Cu–3接頭的Ti元素相比Cu–2接頭的更難發生擴散。Cu–3接頭CZ/TZ區域其他元素(Cu、Co、Cr、Ni)含量較高,這有利于在此區域形成中熵甚至高熵環境,進一步阻礙Ti元素向WZ區域的擴散。
根據Zhang等[18]和Guo等[19]提出的高熵合金熱力學判據,文中分別計算了Cu–2和Cu–3接頭WZ區域的原子半徑差、混合焓?mix、混合熵?mix以及熵焓比值,計算結果如表5所示。Guo等[19]發現,高熵合金體系同時滿足0≤≤8.5、?22 kJ/mol≤?mix≤7 kJ/mol、11 J/(K·mol)≤?mix≤19.5 J/(K·mol)條件是合金形成固溶相的標準。Yang等[20]進一步指出了對高熵合金形成固溶相的影響,發現當值小于1.1時,?mix的作用大于?mix的,此時不利于合金形成無序固溶體;當值大于1.1時,?mix的作用大于?mix的,此時合金的高熵效應有利于促進無序固溶體的產生,并指出<6.6且>1.1是高熵合金形成完全無序固溶體的判據。結合表5數據可知,Cu–2接頭的物理參數均不能滿足Guo等和Yang等提出的高熵合金固溶體判據,而Cu–3接頭中Ti元素含量明顯下降,焊縫各元素含量完全處于形成高熵合金的主元元素含量范圍(5%~35%,原子數分數),這導致焊縫金屬的、?mix與?mix等參數滿足Guo等提出的高熵合金判據,即焊縫易形成多相結構。
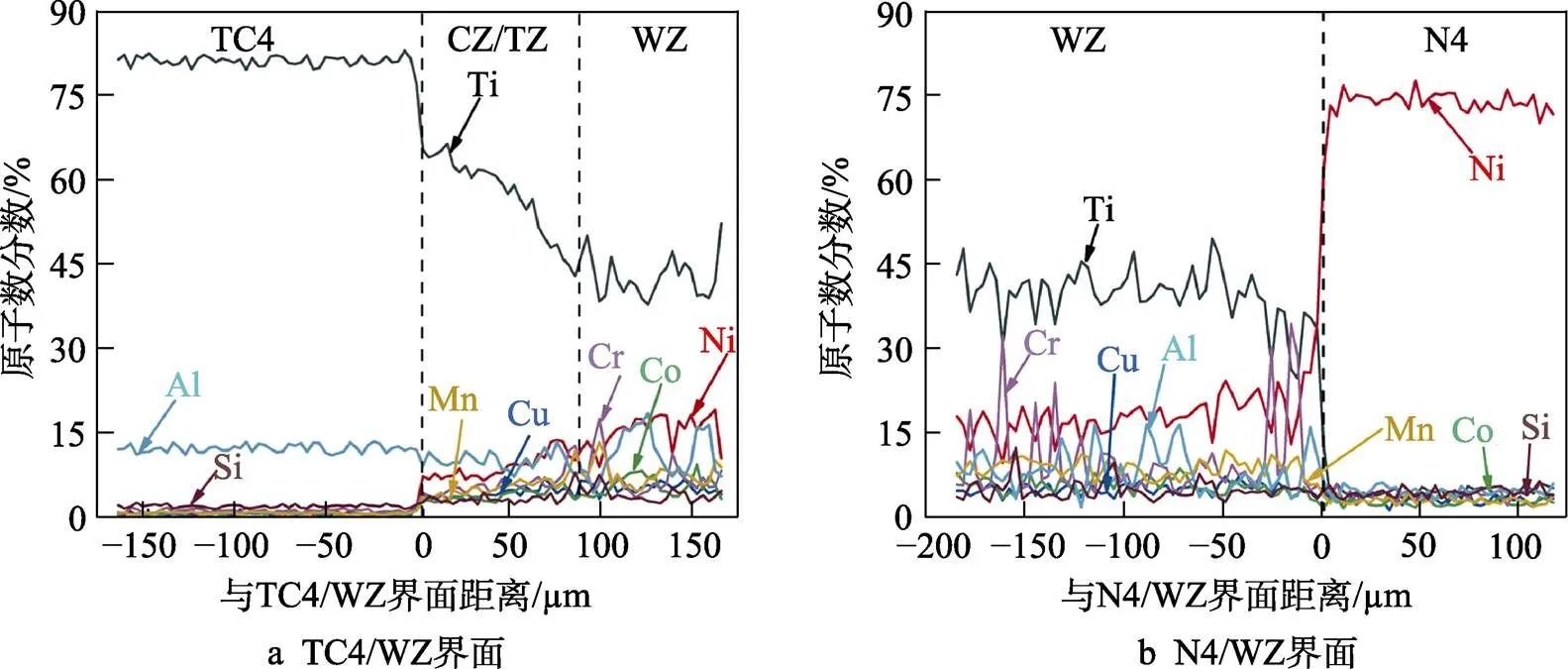
圖5 Cu–2接頭BM/WZ界面處元素線掃描結果

圖6 Cu–3接頭BM/WZ界面處元素線掃描結果
表5 焊縫金屬高熵化的熱力學判據

Tab.5 Thermodynamic criterion of high entropy of weld
圖7為Cu–2和Cu–3接頭WZ區域中心微觀組織的高倍SEM圖像。由圖7可知,2種接頭焊縫中心的顯微組織基本相同,主要由等軸枝晶和少量雪花狀組織組成。該組織特征與近鎳側焊縫區的顯微組織保持一致,但與近鈦側焊縫區(即CZ和TZ)的顯微組織存在明顯差異。焊縫區域的晶界呈非致密態形貌,且Cu–3接頭的非致密態晶界數量較多。這主要與焊縫中低熔點Cu元素的含量密切相關,Cu元素易在晶界偏聚析出,兼具較弱的抗腐蝕性,在腐蝕后發生脫落,產生非致密態晶界[21]。

圖7 TC4/N4異種金屬焊縫中心微觀組織
為進一步理解焊縫的顯微結構與元素分布特征,對Cu–3接頭WZ區域進行EDS面掃描分析,結果如圖8所示。由圖8可知,Ti、Cu、Co、Mn元素在焊縫中心分布較為均勻,未見明顯偏析,而Cr、Al、Si等3種元素存在明顯的偏聚現象。此外,發現Cu–3接頭焊縫中存在長度約為1 μm的沉淀相,且該沉淀相區存在明顯的Cr元素富集現象,表明該沉淀相為富Cr相。在焊縫區域未發現Ti–Ni金屬間化合物,這表明多主元填充粉末有效阻礙了Ti、Ni元素在焊縫中的大量接觸,并通過高混合熵效應抑制了Ti–Ni金屬間化合物的形成。

圖8 Cu–3接頭焊縫中心元素面掃描結果
2.3 力學性能
圖9為TC4/N4異種金屬激光填充粉末焊接接頭橫截面的硬度分布結果。由圖9可知,TC4鈦合金母材的顯微硬度約為365HV0.2,N4純鎳母材的顯微硬度約為103HV0.2。焊縫區的顯微硬度波動較小,其硬度值顯著高于母材硬度,其中Cu–1接頭顯微硬度最高(702HV0.2~771HV0.2),Cu–2接頭的顯微硬度最低(578HV0.2~681HV0.2)。此外,近鈦側的平均顯微硬度高于近鎳側的,這與Hao等[17]報道的硬度分布趨勢一致。
對母材和鈦/鎳異種金屬激光填充粉末焊接接頭進行力學性能測試,拉伸結果如圖10a所示。由于Cu–1接頭在焊后直接發生了失穩斷裂,將其強度標記為0 MPa。結果表明,Cu–2接頭的抗拉強度約為55 MPa,Cu–3接頭的抗拉強度約為62 MPa,二者的接頭強度遠低于TC4母材強度(約為1 088 MPa)和N4母材強度(約為378 MPa)。圖10c—d為Cu–2和Cu–3接頭斷裂形貌的放大圖。可知,2種接頭的斷裂形式為界面剝離破壞和脆性破壞組成的混合破壞形式,這也是異種金屬焊接過程中常出現的破壞形式[22]。由于焊縫區的硬脆性較高,幾乎不存在變形強化和止裂能力,因而在拉伸過程中容易誘發斷裂,并導致裂紋沿焊縫快速擴展,大幅降低焊接接頭的強度。

圖9 TC4/N4異種金屬焊接接頭硬度分布
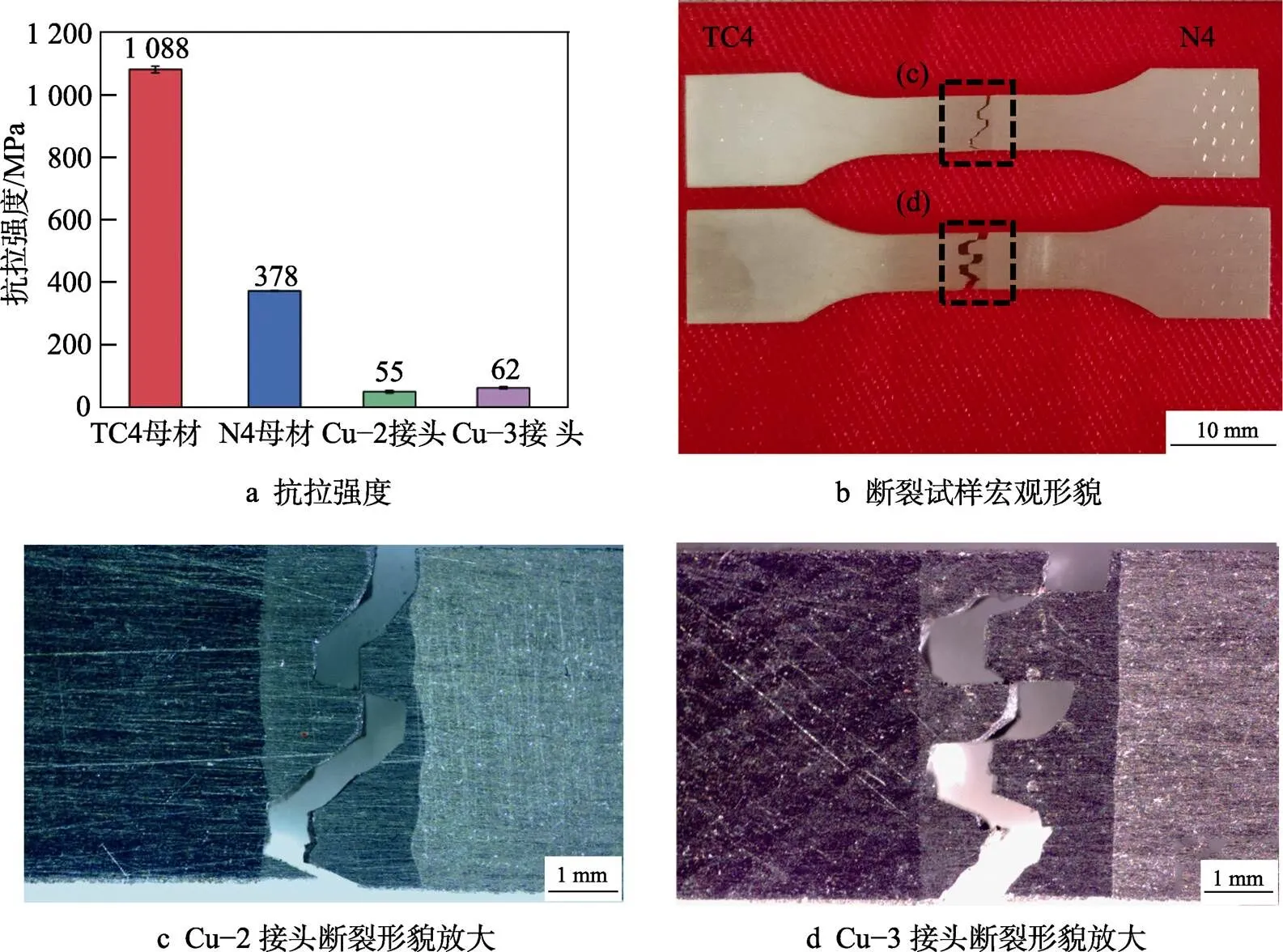
圖10 TC4/N4異種焊接接頭拉伸試驗結果
文中獲得的TC4/N4激光高熵化填粉焊接接頭存在明顯的強度–硬度倒置問題,該現象在高熵合金的相關研究中也有所報道。Chen等[23]在研究Al0.5CrFeNi2.1Mn0.8Ti系列高熵合金時發現,隨值從0增加至1.5,合金硬度從182HV迅速上升至700HV,強度呈現先上升后迅速下降的趨勢。因此,明晰焊縫超高硬度的原因對提升焊接接頭強度具有重要意義。研究表明,鈦/鎳高熵化焊縫的高硬度與Ti元素含量密切相關:Ti元素具有更大的原子半徑,會產生顯著的晶格畸變效應;Ti元素作為BCC相形成元素,有利于高熵合金形成部分有序相,可進一步提升鈦合金的硬度。Rafidah等[24]發現,隨Ti元素含量的升高,FeNiAlCuCrTi合金由FCC+BCC雙相組織轉變為BCC單相結構,甚至會形成Laves相,顯著提高合金硬度。由此可見,控制母材的Ti元素熔化是提高鈦/鎳激光高熵化填粉焊接接頭力學性能的關鍵。
3 結論
1)高熵填充粉末可用于TC4鈦合金和N4純鎳異種金屬的熔化焊接。采用Cu2CoCrMnAl0.8Si0.2和Cu3CoCrMnAl0.8Si0.2填充粉末可以在不添加填充層的情況下實現TC4/N4異種金屬的激光焊接,獲得無明顯焊接缺陷的接頭。采用CuCoCrMnAl0.8Si0.2填充粉末獲得的接頭在焊縫中心和近鈦側母材產生了貫穿裂紋。
2)近鈦側存在以β–Ti+Ti2Ni共晶相為主、寬度約為50 μm的化合物區。焊縫區由等軸枝晶、少量雪花狀組織和富Cr的沉淀相組成,晶界呈非致密態形貌。采用Cu3CoCrMnAl0.8Si0.2填充粉末獲得的焊縫化學成分完全符合形成高熵合金的主元元素含量要求(5%~35%,原子數分數),焊縫金屬熱物理參數滿足高熵合金多相結構的判據。
3)采用Cu2CoCrMnAl0.8Si0.2和Cu3CoCrMnAl0.8Si0.2填充粉末獲得的異種焊接接頭強度遠低于母材的強度。焊縫區硬度高于母材硬度,近鈦側焊縫區硬度高于近鎳側焊縫區硬度。
[1] 陳劍, 湯澤軍, 陶克梅. 電脈沖輔助TA2鈦合金管材氣脹成形實驗研究[J]. 精密成形工程, 2019, 11(1): 11-16.
CHEN Jian, TANG Ze-jun, TAO Ke-mei. Experimental Study on TA2 Titanium Tubes under Electropulsing-Assisted Gas Forming[J]. Journal of Netshape Forming Engineering, 2019, 11(1): 11-16.
[2] 趙鵬, 吳國清, 南海, 等. 鈦合金熔模精密鑄件表面微裂紋形成過程研究[J]. 精密成形工程, 2018, 10(3): 71-76.
ZHAO Peng, WU Guo-qing, NAN Hai, et al. Formation of Micro Cracks in Investment Castings of Titanium Alloy[J]. Journal of Netshape Forming Engineering, 2018, 10(3): 71-76.
[3] SAEED A M, HUSSAIN Z, BADRI A, et al. The Effects of Welding Parameters on the Weldability of Different Materials Using Brazing Alloy Fillers[J]. Materials & Design, 2010, 31(7): 3339-3345.
[4] VANNOD J, BORNERT M, BIDAUX J E, et al. Mechanical and Microstructural Integrity of Nickel- Titanium and Stainless Steel Laser Joined Wires[J]. Acta Materialia, 2011, 59(17): 6538-6546.
[5] WANG Ting, ZHANG Bing-gang, FENG Ji-cai. Influences of Different Filler Metals on Electron Beam Welding of Titanium Alloy to Stainless Steel[J]. Transactions of Nonferrous Metals Society of China, 2014, 24(1): 108-114.
[6] 駱瑞雪, 李爭顯. 鈦/鎳擴散焊接的研究[J]. 熱加工工藝, 2008, 37(11): 58-59.
LUO Rui-xue, LI Zheng-xian. Research on Ti/Ni Diffusion Welding Process[J]. Hot Working Technology, 2008, 37(11): 58-59.
[7] 謝志尚. Ti60鈦合金與GH3128鎳基合金電子束焊接接頭組織與性能研究[D]. 哈爾濱: 哈爾濱工業大學, 2016: 69-70.
XIE Zhi-shang. Microstructures and Mechanical Properties of Electron Beam Welded Ti60 Titanium Alloy to GH3128 Nickel Alloy Joints[D]. Harbin: Harbin Institute of Technology, 2016: 69-70.
[8] HU Yun-feng, WU Li-bin, ZHOU Pei-shan, et al. Fiber Laser Welding of Ti-6Al-4V to Inconel 718 Bimetallic Structure via Cu/Ta Multi-Interlayer[J]. Vacuum, 2021, 192: 110461.
[9] 孟凡剛, 王嚴, 謝吉林, 等. 高熵合金中間層對TiNi/TC4電子束焊接頭組織及性能影響[J]. 精密成形工程, 2021, 13(6): 130-137.
MENG Fan-gang, WANG Yan, XIE Ji-lin, et al. Effect of High-Entropy Alloy Interlayer on Microstructure and Properties of TiNi/TC4 Electron Beam Welded Joints[J]. Journal of Netshape Forming Engineering, 2021, 13(6): 130-137.
[10] 王成, 李先芬, 劉昊, 等. 激光熔覆Co1.5CrFeNi1.5Ti0.75Nb高熵合金的組織和性能研究[J]. 精密成形工程, 2021, 13(2): 81-86.
WANG Cheng, LI Xian-fen, LIU Hao, et al. Microstructure and Properties of Laser Cladding Co1.5CrFeNi1.5Ti0.75NbHigh-Entropy Alloy[J]. Journal of Netshape Forming Engineering, 2021, 13(2): 81-86.
[11] OLIVEIRA J, ZENG Z, ANDREI C, et al. Dissimilar Laser Welding of Superelastic NiTi and CuAlMn Shape Memory Alloys[J]. Materials & Design, 2017, 128: 166-175.
[12] 翟秋亞, 劉帥賓, 楊全虎, 等. Ta1/0Cr18Ni9薄板儲能焊熔核高熵化機理[J]. 焊接學報, 2020, 41(8): 79-84.
ZHAI Qiu-ya, LIU Shuai-bin, YANG Quan-hu, et al. High Entropy Mechanism of Nugget in Ta1/0Cr18Ni9Sheet Energy Storage Welding[J]. Transactions of the China Welding Institution, 2020, 41(8): 79-84.
[13] HAO Xiao-hu, DONG Hong-gang, XIA Yue-qing, et al. Microstructure and Mechanical Properties of Laser Welded TC4 Titanium Alloy/304 Stainless Steel Joint with (CoCrFeNi)100-xCuHigh-Entropy Alloy Interlayer[J]. Journal of Alloys and Compounds, 2019, 803: 649-657.
[14] LIU De-jia, GUO Rui, HU Yong, et al. Dissimilar Metal Joining of 304 Stainless Steel to SMA490BW Steel Using the Filler Metal Powders with a High-Entropy Design[J]. Metals and Materials International, 2019, 26(6): 854-866.
[15] 翟秋亞, 賈晨, 康再祥, 等. 快速凝固Cu25Al10Ni25Fe20Co20高熵合金箔的微觀結構及其電容儲能焊特性[J]. 金屬學報, 2011, 47(11): 1378-1381.
ZHAI Qiu-ya, JIA Chen, KANG Zai-xiang, et al. Microstructure and Capacitor Discharge Welding Characteristics of Quenched Cu25Al10Ni25Fe20Co20High-Entropy Alloy Foils[J]. Acta Metallurgica Sinica, 2011, 47(11): 1378-1381.
[16] CHENG Zhi, HUANG Ji-hua, YE Zheng, et al. Interfacial Microstructure Evolution and Mechanical Properties of TC4 Alloy/304 Stainless Steel Joints with Different Joining Modes[J]. Journal of Manufacturing Processes, 2018, 36: 115-125.
[17] HAO Xiao-hu, DONG Hong-gang, LI Shuai, et al. Lap Joining of TC4 Titanium Alloy to 304 Stainless Steel with Fillet Weld by GTAW Using Copper-Based Filler Wire[J]. Journal of Materials Processing Tech, 2017, 257: 88-100.
[18] ZHANG Yong, ZHOU Yun-jun, LIN Jun-pin, et al. Solid- Solution Phase Formation Rules for Multi-Component Alloys[J]. Advanced Engineering Materials, 2008, 10(6): 534-538.
[19] GUO Sheng, MATERIALS C T, DEPARTMENT M, et al. Phase Stability in High Entropy Alloys: Formation of Solid-Solution Phase or Amorphous Phase[J]. Progress in Natural Science: Materials International, 2011, 21(6): 433-446.
[20] YANG X, ZHANG Y. Prediction of High-Entropy Stabilized Solid-Solution in Multi-Component Alloys[J]. Materials Chemistry and Physics, 2012, 132(2/3): 233-238.
[21] ZHAO M, WU T, LIU D, et al. Effect of Carbon Fiber on Microstructure Evolution and Surface Properties of FeCoCrNiCu High-Entropy Alloy Coatings[J]. Materials and Corrosion, 2019, 71(3): 430-439.
[22] SAYIRAM G, ARIVAZHAGAN N. Microstructural Characterization of Dissimilar Welds between Incoloy 800H and 321 Austenitic Stainless Steel[J]. Materials Characterization, 2015, 102: 180-188.
[23] CHEN Xu, GAO Di, ZHANG Yan, et al. Evolution of Microstructures and Compressive Properties in Al0.5CrFeNi2.1Mn0.8TiHigh Entropy Alloys[J]. Metals and Materials International, 2021, 27(1): 118-126.
[24] RAFIDAH R, JANI N A, HARUN M K, et al. Microstructure and Hardness Properties Investigation of Ti and Nb Added FeNiAlCuCrTiNbHigh Entropy Alloys[J]. Transactions of the Indian Institute of Metals, 2013, 66(4): 309-312.
Microstructure and Properties of TC4/N4 Laser Welded Joint with High-entropy Filler Powder
LIU Zhe1, WANG Wei-xiong2, HE Qiong-yao3, GUO Rui2, ZHAO Yun-qiang1, LIU De-jia2
(1. Guangdong Provincial Key Laboratory of Advanced Welding Technology, China-Ukraine Institute of Welding, Guangdong Academy of Sciences, Guangzhou 510650, China; 2. School of Materials Science and Engineering, East China Jiaotong University, Nanchang 330013, China; 3. Southwest Technology and Engineering Research Institute, Chongqing 400039, China)
The work aims to solve the welding problem of TC4/N4 dissimilar metals, and expand the application range of Ti/Ni dissimilar metal composite structure. TC4 titanium alloy and N4 pure nickel were joined by laser welding with high-entropy filler powder CuCoCrMnAl0.8Si0.2. The weld appearance, microstructure and phase composition of joints were characterized and then the microhardness and tensile properties were tested. The joints welded by high-entropy filler powder were good without obvious defects. Through microstructure characterization, it was found that there was a compound zone with a thickness of 50 μm, which was mainly composed of β-Ti+Ti2Ni eutectic phase, and the inside of the weld was composed of equiaxed dendrites, a small amount of snowflake structure and Cr-rich precipitates. The strength of welding joints was much lower than that of base material. The hardness of weld was higher than that of base material, and the hardness of near-titanium weld was higher than that of near-nickel weld. Laser welding with high-entropy filler powder can realize the connection of Ti/Ni dissimilar metals, improve the composition of high-entropy filler powder, and regulate the microstructure and joint performance of weld metal.
laser welding with filler powder; Ti/Ni welding; high entropy of weld; microstructure; mechanical properties
10.3969/j.issn.1674-6457.2022.08.017
TG457.1
A
1674-6457(2022)08-0118-09
2022–05–22
廣東省基礎與應用基礎研究基金(2021A1515110897);廣東省科協青年科技人才培育計劃(SKXRC202201);國家重點研發計劃(2020YFE0205300);東莞市重點領域研發項目(20201200300122);廣東省科技計劃(2022B1212050001)
劉喆(1991—),男,博士,工程師,主要研究方向為先進材料連接技術。
劉德佳(1984—),男,博士,副教授,主要研究方向為先進材料連接技術。
責任編輯:蔣紅晨
猜你喜歡
今日農業(2021年9期)2021-11-26 07:41:24
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
