孔內(nèi)壓力對規(guī)則多孔Cu-1.3Cr合金氣孔形貌的影響
2022-08-04 12:33:16宋群玲李瑛娟金青林李芬銳
航空材料學(xué)報 2022年4期
關(guān)鍵詞:生長
宋群玲,李瑛娟,滕 瑜,金青林,李芬銳,2
(1.昆明冶金高等專科學(xué)校 冶金材料學(xué)院,昆明 650033;2.昆明理工大學(xué) 材料科學(xué)與工程學(xué)院,昆明 650093)
金屬-氣體共晶定向凝固(也稱為“Gasar”工藝)是一種利用氫氣氣體在金屬固、液兩相中的溶解度差制備規(guī)則多孔金屬的新工藝[1]。該方法制備得到的多孔金屬或合金內(nèi)部氣孔呈圓柱形且沿凝固方向定向排列,Gasar 多孔材料不僅具有傳統(tǒng)燒結(jié)型和發(fā)泡型多孔材料的性能特點,還具有各向異性、較小的應(yīng)力集中效應(yīng)、獨特的熱學(xué)和電學(xué)特性[2-3],通過調(diào)整工藝參數(shù),制備得到的孔尺寸在數(shù)十微米范圍之內(nèi),這種規(guī)則多孔材料的宏觀尺寸氣孔率可在10%~60%范圍內(nèi)、平均氣孔直徑可在10 μm~10 mm 范圍內(nèi)進行精確定量調(diào)控。因此該工藝制備得到的規(guī)則多孔材料在過濾器、自潤滑軸承、氣體分散器、熱交換器等諸多領(lǐng)域都有重要的應(yīng)用價值[4-7]。
目前,利用Gasar 工藝制備多孔材料的研究得到廣泛的重視。Nakajima 課題組[2]在制備工藝方面進行深入研究,他們開發(fā)了模鑄法、區(qū)熔以及連鑄Gasar 裝置;在Gasar 凝固理論方面,歐洲科學(xué)家采用數(shù)值分析的方法建立了氣孔結(jié)構(gòu)預(yù)測的綜合模型[8];李言祥課題組[9]建立氣泡形核機制 ,得到了平均氣孔率的理論計算公式以及制備 Gasar 多孔結(jié)構(gòu)的工藝窗口;謝建新課題組[10]開展 Gasar多孔金屬的壓縮和拉伸力學(xué)性能的研究;周榮課題組[11]建立 Gasar 多孔銅的凝固溫度場模型、研究Gasar 凝固的傳熱特點,首次將Gasar 工藝應(yīng)用到多孔單相合金的制備上。
大量的研究表明,采用Gasar工藝制備多孔純金屬比較容易,已獲得孔徑排列規(guī)則的多孔Cu和Ag,卻難以得到類似結(jié)構(gòu)的合金[12]。從應(yīng)用的角度看,顯然在合金中獲得規(guī)則的多孔結(jié)構(gòu)可以極大地拓展這種材料的應(yīng)用范圍。與純金屬相比,制備Gasar多孔合金主要難點是合金的凝固方式較為復(fù)雜,特別是合金會在凝固界面處形成固液兩相區(qū),影響到氣孔與基體的協(xié)同定向生長[13-14]。本工作針對這一情況,采用共晶成分的Cu-1.3Cr合金制備規(guī)則多孔材料,以消除固液兩相區(qū)對氣孔結(jié)構(gòu)產(chǎn)生的不利影響,并對該合金中的氣孔形貌形成規(guī)律進行探討。
1 實驗材料及方法
合金的熔煉和定向凝固在真空/高壓感應(yīng)爐內(nèi)進行,裝置原理圖如圖1所示。實驗使用的合金名義成分(質(zhì)量分數(shù),下同)為Cu-1.3Cr 合金。將純度為99.95% Cu的電解銅和Cu-5Cr中間合金按目標(biāo)成分進行配比,放入石墨坩堝中。定向凝固實驗時,首先抽真空至10 Pa,隨后進行感應(yīng)加熱,待金屬熔化后充入純度99.9%的氫氣至給定壓力,并在1539 K 保溫10 min 以保證氫氣充分溶解。然后將熔體澆入石墨鑄型中,熔體凝固時釋放出的熱量通過石墨鑄型底部的水冷銅盤導(dǎo)出,從而實現(xiàn)熔體從下至上的定向凝固。為了減少凝固過程中的側(cè)向散熱,鑄型周圍設(shè)置了石墨發(fā)熱體,石墨發(fā)熱體的溫度維持1539 K不變。凝固結(jié)束后關(guān)閉電源,待試樣冷卻至273 K ,卸壓取樣獲得直徑為60 mm的多孔鑄錠。
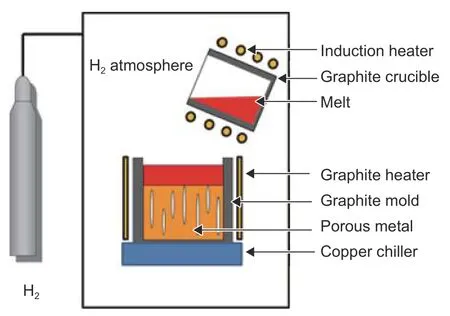
圖1 定向凝固制備規(guī)則多孔材料示意圖Fig.1 Schematic illustration of solidification of porous metal with directional pore structure
用線切割沿試樣縱向和橫向切開,觀察氣孔的生長、大小和分布特征,統(tǒng)計整體試樣的氣孔率和平均氣孔直徑。多孔連鑄試樣的氣孔率根據(jù)阿基米德原理測得,平均氣孔直徑由Image J圖像分析軟件獲得。
采用Xradia Versa 510 versa高分辨3D X射線顯微鏡對氣孔形貌的演化過程進行觀察。3D X射線顯微觀察的試樣直接從鑄錠中利用線切割截取,試樣尺寸為 1.8 mm×10 mm。3D X射線顯微鏡的掃描電壓為140 kV,功率為10 W,橫剖面最小可測量孔隙為10.1 μm,縱剖面最小可測量縫隙為4.7 μm,一共獲得了993個虛擬切片。基于這些切片,采用 ORS Visual SI software 三維重構(gòu)了氣孔的形貌及氣孔生長合并行為。典型的切片以及局部放大圖像如圖2(橫剖面)和圖3(縱剖面)所示。
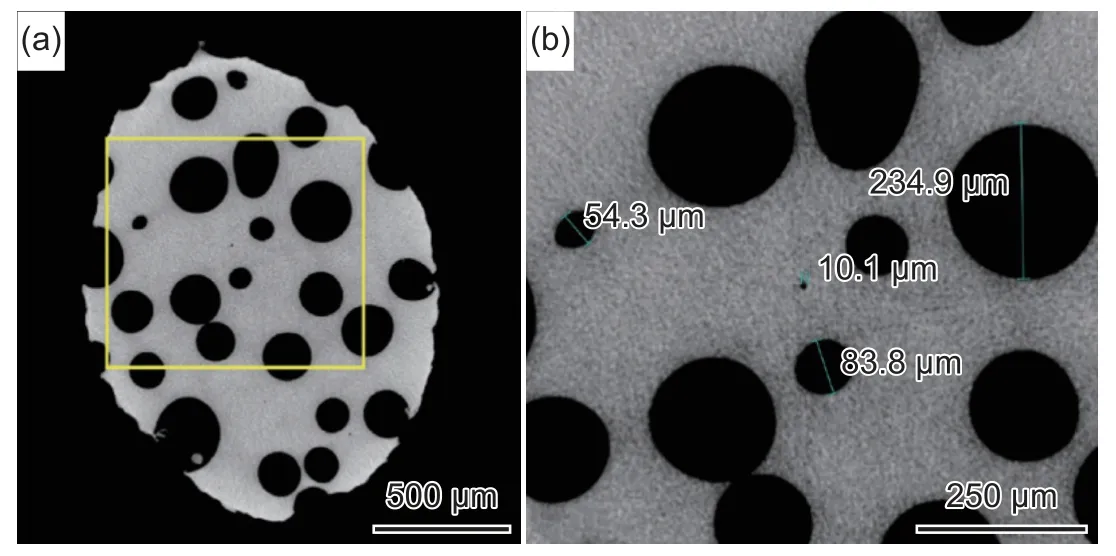
圖2 多孔Cu-Cr 合金試樣的橫剖面虛擬切片 (a)低倍;(b)高倍Fig.2 Cross section virtual slices of porous Cu-Cr alloy (a)low magnification;(b)high magnification
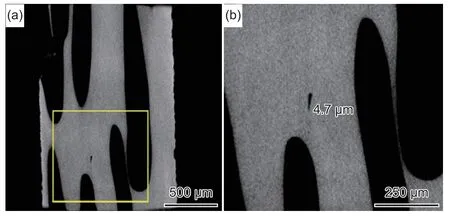
圖3 多孔Cu-Cr 合金試樣的縱剖面虛擬切片 (a)低倍;(b)高倍Fig.3 Longitudinal section virtual slices of porous Cu-Cr alloy (a)low magnification;(b)high magnification
2 結(jié)果與分析
2.1 實驗結(jié)果
圖4 為不同氫氣壓力下多孔Cu-1.3Cr 合金的橫、縱界面圖,與純金屬相比,采用 Gasar 工藝制備多孔合金的主要難點在于合金具有更加復(fù)雜的凝固行為,大大增加了基體與氣孔協(xié)同生長的難度。本研究選擇共晶 Cu-Cr 合金為研究對象,其優(yōu)點在于:(1)銅合金的熱導(dǎo)率優(yōu)良,易于獲得定向規(guī)則氣孔,而且兩種合金均為常用銅合金,具有良好的機械能,制備成多孔合金有巨大的實用價值;(2)兩種合金的凝固行為相對簡單,沒有復(fù)雜的析出相,不會對氣孔生長形成干擾。為了解決凝固速率發(fā)生變化而導(dǎo)致的氣孔生長不均勻的問題,可采用連續(xù)鑄造工藝。連續(xù)鑄造工藝不但能夠保持凝固速率維持恒定,而且為制備大尺寸的多孔金屬連鑄坯提供了可能性,是制備多孔合金的首選工藝。
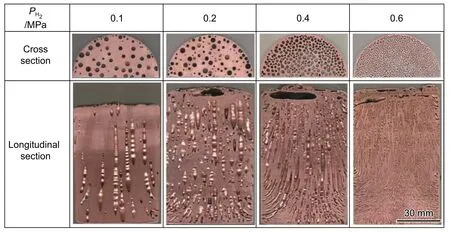
圖4 氫氣壓力對多孔Cu-1.3Cr 試樣橫、縱截面氣孔形貌的影響Fig.4 Effect of H2 pressure on cross and longitudinal sections stomatal topography of porous Cu-1.3Cr alloy
圖5 是不同氫氣壓力下孔隙率和氣孔直徑的統(tǒng)計結(jié)果。隨著氫氣壓力從0.1 MPa 增加到0.6 MPa,孔隙率從18 %增加至44 %,通孔率(通孔面積占試樣截面面積的比例)從10%增加至30%,而氣孔直徑則顯著減小,平均直徑從3.24 mm 降到0.44 mm。同時,可以看到隨著氫氣壓力的增加氣孔的分布更加均勻。
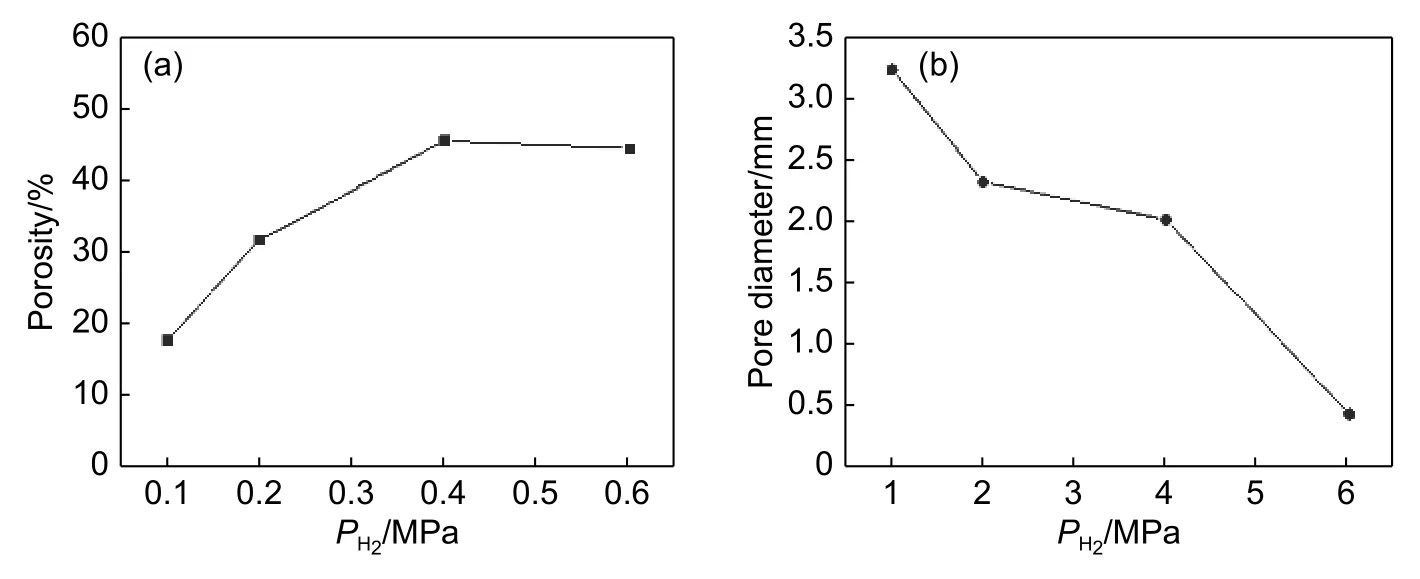
圖5 不同氫氣壓力下孔隙率和氣孔直徑的統(tǒng)計結(jié)果 (a)孔隙率;(b)平均氣孔直徑Fig.5 Statistical results of porosity and pore diameter under different hydrogen pressures(a) porosity;(b) average pore diameter
當(dāng)氫氣壓力較小時(0.1 MPa),氣孔呈比較粗大的橢球狀。圖6 為一個典型氣孔的形貌及氣孔周邊的顯微組織。橢球狀氣孔的下半部輪廓比較平滑,但是氣孔的上半部呈“竹節(jié)”狀。對該氣孔周圍的基體進行宏觀組織觀察(圖6(b)),可以發(fā)現(xiàn)“竹節(jié)狀”的形貌實際上是由于液相倒流進入氣孔并依附于孔壁凝固造成的。對竹節(jié)狀形貌做進一步分析(圖6(c),(d),(e)),可以看到流入氣孔的液相有明顯的分層凝固現(xiàn)象,形成層狀結(jié)構(gòu)。上層的顯微組織由細小的等軸晶(α-Cu,白色)和共晶組織(黑色)構(gòu)成;而下層顯微組織由粗大的α-Cu 枝晶和共晶組織構(gòu)成。上下層之間的顯微組織完全不連續(xù),表明液相流入氣孔的過程會反復(fù)多次。
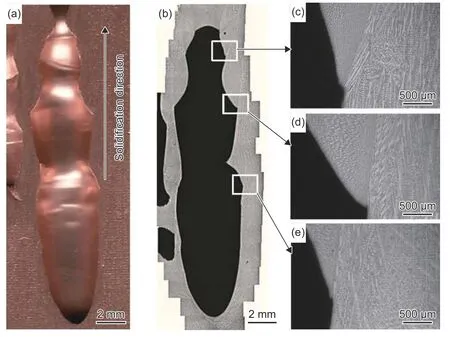
圖6 典型氣孔的宏觀形貌及其周邊基體的宏觀、顯微組織 (氫氣壓力為0.1 MPa) (a)上部呈竹節(jié)狀的氣孔;(b)氣孔邊緣基體的宏觀結(jié)構(gòu);(c),(d),(e)氣孔邊緣基體的微觀結(jié)構(gòu)Fig.6 Typical macro and micro pore structures in the casting fabricated under hydrogen atmosphere of 0.1 MPa (a) a coarse gas pore with bamboo like structure at the upper part of the pore;(b) macrostructure of the solid matrix near the gas pore;(c),(d),(e) microstructure of stomata edge matrix
當(dāng)氫氣壓力較大時(0.6 MPa),氣孔直徑和氣孔間距顯著減小。氣孔在生長過程中經(jīng)常會搭接、合并(圖7),有時甚至?xí)纬砷L度超過70 mm的長氣孔(圖7 (a))。這個氣孔在其生長過程中合并了幾個周圍的氣孔(圖7 (a)中的箭頭所示),但是從整體上看氣孔的直徑并未增加。對兩個平行氣孔間的基體組織進行觀察(圖7 (b)),可以發(fā)現(xiàn)基體中-Cu 一次枝晶與氣孔生長方向基本保持平行,表明基體凝固時的熱流方向與氣孔生長方向基本一致,即基體與氣孔協(xié)同定向生長。但是在氣孔合并處,-Cu 枝晶的生長方向比較散亂(圖7 (c)),表明在氣孔合并過程中,基體會與氣孔發(fā)生相互作用,導(dǎo)致熱流方向紊亂。
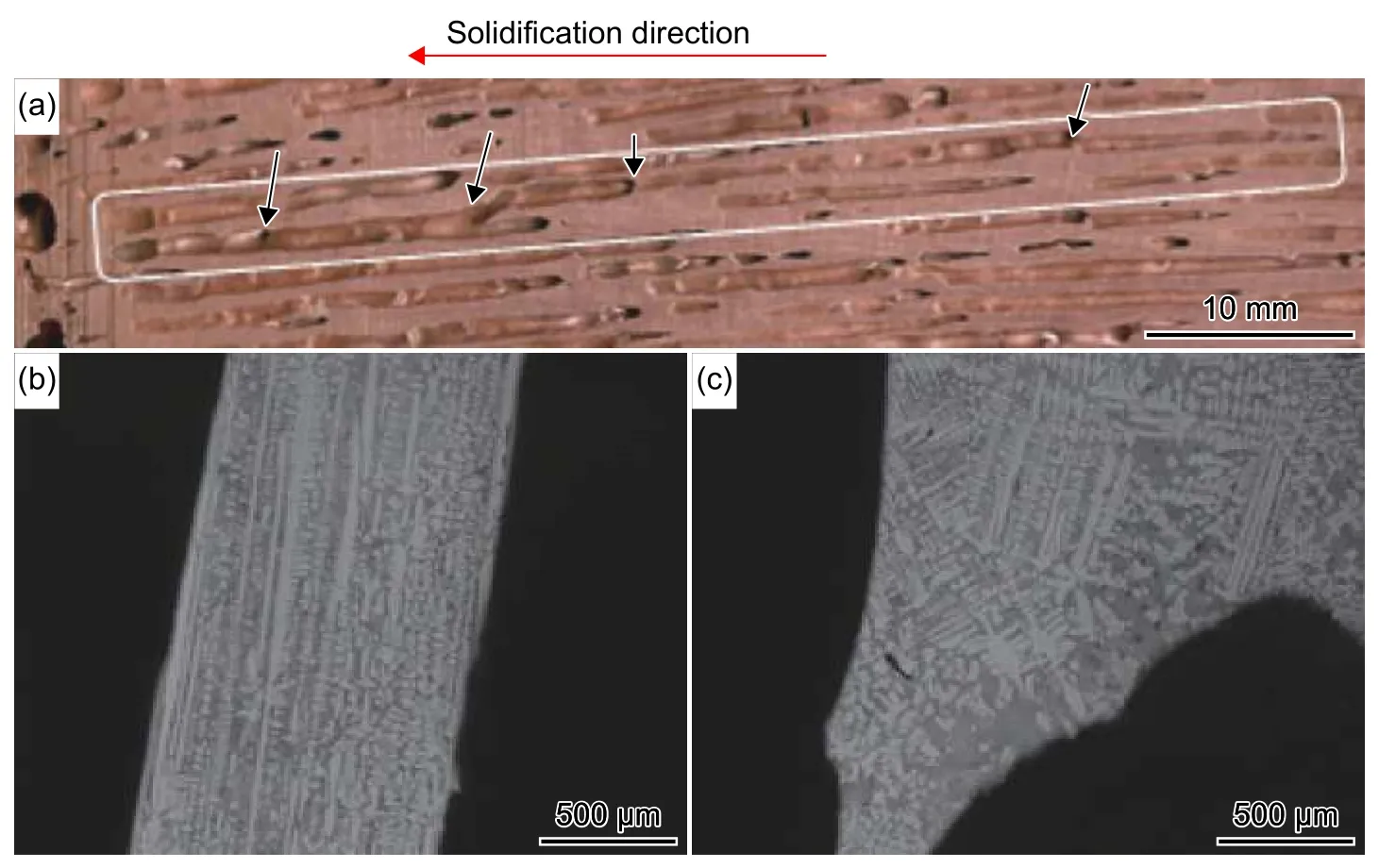
圖7 典型氣孔的宏觀形貌及其周邊基體的宏觀、顯微組織(氫氣氛壓力為0.6 MPa) (a)氣孔合并現(xiàn)象;(b)平行氣孔間基體的微觀組織;(c)氣孔合并區(qū)基體的微觀組織Fig.7 Typical macro and micro pore structures in the casting fabricated under hydrogen atmosphere of 0.6 MPa. (a)stomatal merger phenomenon;(b) microstructure of solid matrix between two parallel gas pores; (c) microstructure of solid at a pore coalesced region
圖8 是對氣孔生長行為進行3D X 射線顯微觀察和三維重構(gòu)圖。從圖8中可以清楚地觀察到氣孔的合并過程。圖8(b)可看出兩個較小的氣孔合并到已有的較大氣孔。沿氣孔生長高度方向平均分為12等份進行切片如圖9所示,該圖進一步揭示了氣孔合并的過程。同時還可以看到圖9(1、2)中粉色的氣孔并沒有與最鄰近的氣孔(白色)進行合并,而是逐漸與新形成的粉色氣孔合并在一起如圖9(3、4、5、6、7)所示。在后續(xù)的生長過程中,該氣孔又與新形成的氣孔合并在一起(圖9中8、9、10、11、12)。
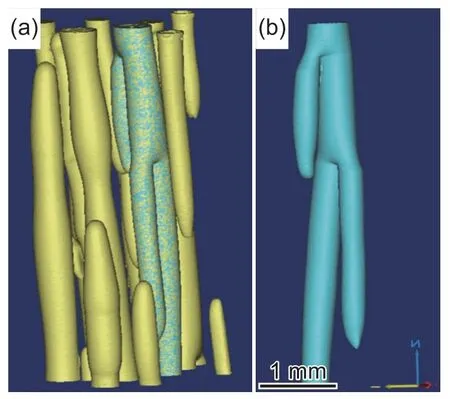
圖8 在0.6 MPa 氫氣壓力下多孔Cu-1.3 Cr 試樣氣孔合并行為的3D X 射線觀察及3D 重構(gòu) (a)3D X 射線觀察及3D 重構(gòu)圖;(b)局部重構(gòu)圖Fig.8 3D reconstruction for pore growth morphology of porous Cu-1.3 Cr alloy under hydrogen pressure of 0.6 MPa(a) 3D reconstruction; (b) local recomposition
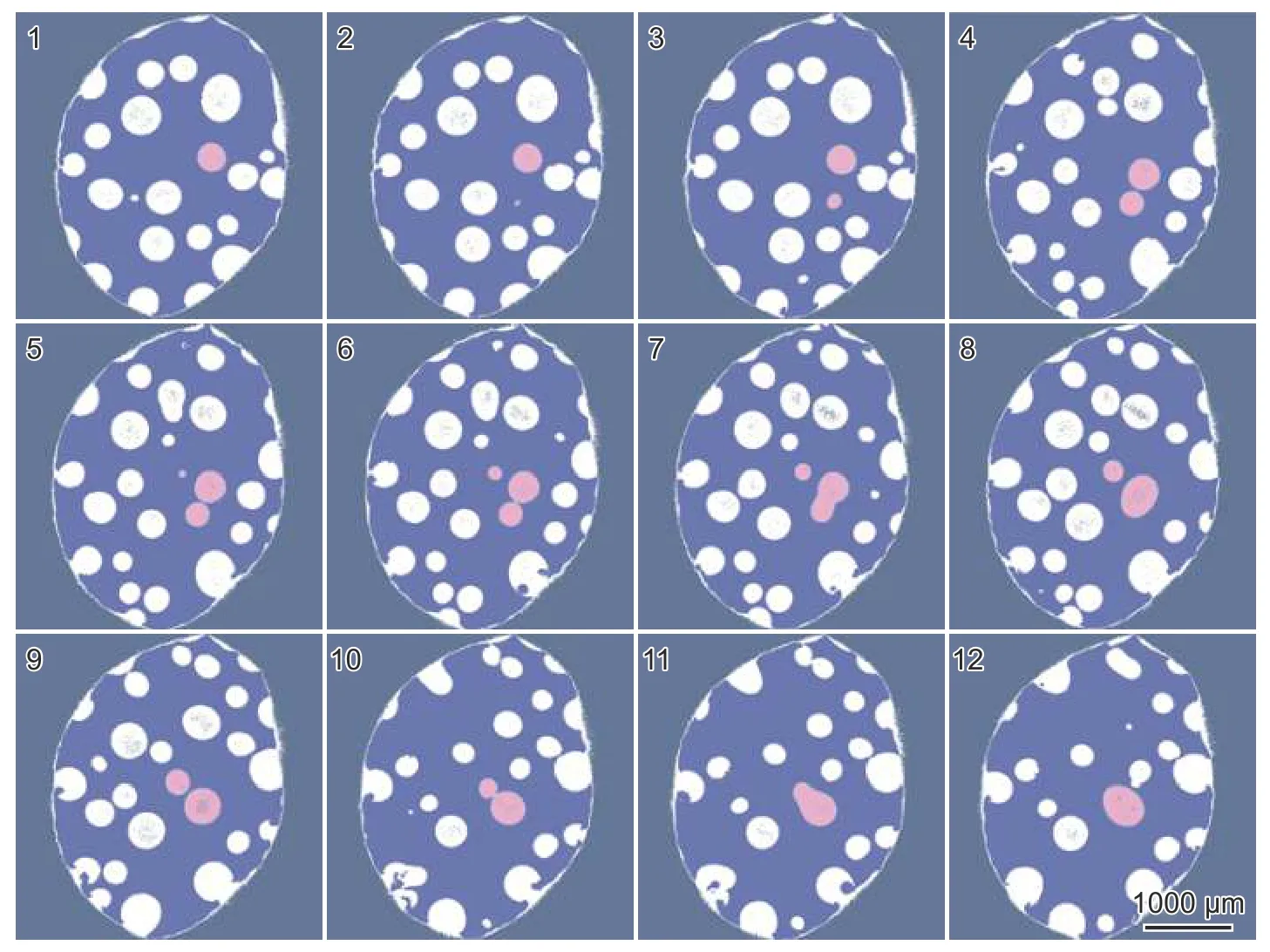
圖9 在0.6 MPa 氫氣壓力下多孔Cu-1.3Cr 試樣沿氣孔生長高度平均12等份(從1 到12)切片的3D 重構(gòu)Fig.9 3D reconstruction for the sample divided into 12 equal portions along the pore height of porous Cu-1.3Cr alloy under hydrogen pressure of 0.6 MPa
2.2 分析討論
2.2.1 氣孔受力分析
定向凝固過程中,氣孔壓力Ppore可根據(jù)氣泡內(nèi)外的力平衡求得:
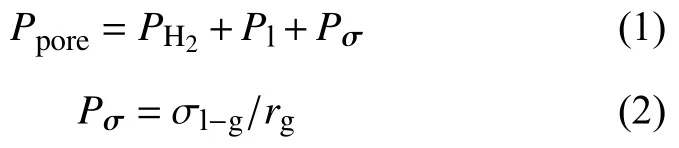
對于Cu-H 系,取ρl= 8.0 g/cm3,取氣泡上方液相的高度在1~100 mm 范圍,金屬熔體的靜水壓力 Pl計算方法如下:

通過式(3)可計算出熔體的靜水壓力的最大值為0.008 MPa,遠低于本實驗中給定的最低氫氣壓力0.1 MPa,因此可以忽略不計。而對于氣-液界面產(chǎn)生的附加壓力Pσ,取表面張力σl-g=1.31 J/m2[15],銅-氫系中氣泡形核半徑約10~20 μm[16],可估算出此時的附加壓力高達0.13 MPa,因此不能忽略。氣泡形核之后,隨著氣孔直徑的增加會造成氣孔壓力迅速下降。但是在形核長大的初期,氣泡內(nèi)壓力仍然大于氫氣壓力,對應(yīng)的氣孔底部輪廓呈光滑的拋物線(如圖6所示的氣孔底部)。當(dāng)氣孔直徑增加至數(shù)百微米時(Gasar 多孔Cu的氣孔直徑一般均大于200 μm),附加壓力已經(jīng)遠遠低于氫氣壓力,此時氣孔內(nèi)的壓力大致等于熔體上方的氫氣氛壓力,理論上氣孔能夠以恒定的氣孔直徑生長,形成圓柱狀氣孔。然而,如前所述Cu-1.3 Cr 合金中的氣孔并不是圓柱狀,當(dāng)氣孔比較粗大時會出現(xiàn)竹節(jié)狀凝固組織導(dǎo)致氣孔上部的直徑縮小封閉;而當(dāng)氣孔直徑(氣孔間距)比較小時,相鄰氣孔之間經(jīng)常會搭接合并形成較長的氣孔。
2.2.2 氣孔生長對氣孔壓力的影響
氣孔生長過程中,其頂部與液相接觸,因此氣孔頂部的溫度近似等于熔體的溫度。如果氣孔沿生長方向的溫度分布與相鄰的固相溫度一致,且固相的溫度梯度為常數(shù),那么氣孔底部的溫度會隨著氣孔的生長不斷下降,造成氣孔的平均溫度不斷下降并導(dǎo)致氣孔內(nèi)的壓力下降。對于氣孔生長對氣孔壓力的影響,可做如下的半定量分析。
將橢球狀的氣孔理想化為等體積的圓柱狀氣孔,如圖10所示。假設(shè)在底面半徑為1的圓柱體的中心存在無量綱半徑為Rg的氣孔,根據(jù)劉源等建立的氣孔分布理想模型[17],此時的孔隙率可表示為:
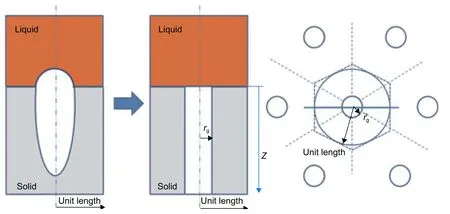
圖10 規(guī)則多孔材料的理想氣孔結(jié)構(gòu)Fig.10 Ideal gas pore structure of porous metal with directional pore

根據(jù)理想氣體定律:

式中:Ppore和Vpore分別為氣泡內(nèi)的壓力和氣泡體積,R 為氣體常數(shù);n 為氣泡中的氫氣摩爾數(shù),可寫為:

式中:Z 為氣泡長度;Cl和Cs為氫在液相和固相中的濃度,可表示為[17]:

根據(jù)公式(7)可以評估氣孔長度對氣泡壓力的影響。取Tm為銅鉻合金共晶反應(yīng)溫度1349 K; 模鑄定向凝固的固相溫度梯度Gs一般為?20 K/mm[18]左右。當(dāng)氣氛壓力為0.1 MPa 時,理論孔隙率為0.58,此時的無量綱半徑rg=0.76。當(dāng)氣氛壓力為0.6 MPa的理論孔隙率為0.42,此時的無量綱半徑rg=0.65。結(jié)合以上數(shù)據(jù)可以得到氫氣壓力為0.1 MPa和0.6 MPa 時,氣孔長度與氣孔壓力之間的關(guān)系如圖11所示。可以看到隨著氣孔長度的增加,氣孔內(nèi)的壓力呈線性下降趨勢,而且氫氣壓力越大,氣孔壓力的降幅越大。
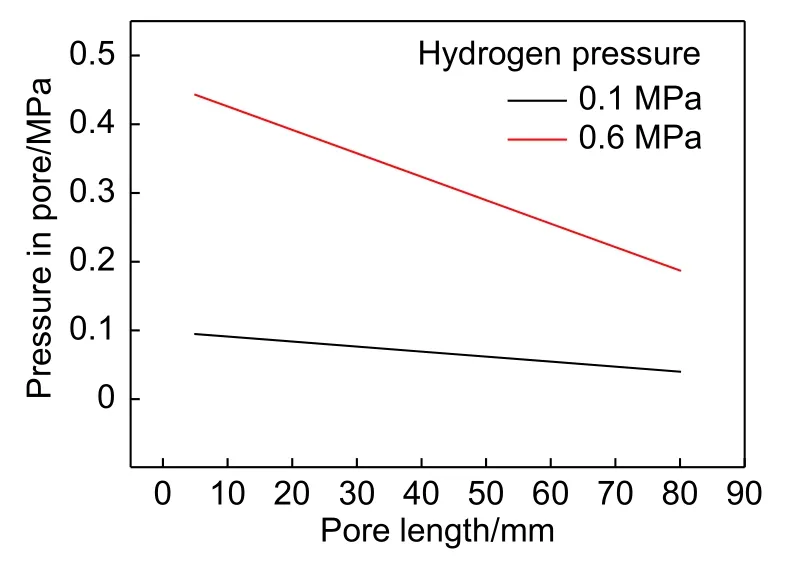
圖11 氣孔長度與氣孔壓力關(guān)系Fig.11 Relationship between pore length and pore pressure
因此,為了維持氣孔壓力等于氫氣壓力,氣孔比較粗大時(氣孔間距也較大)凝固界面處的液相會被“吸入”氣泡(體積減小),并在已經(jīng)冷卻的孔壁上進行凝固。“吸入”過程會反復(fù)進行直至氣孔封閉,形成如圖6所示的竹節(jié)狀的氣孔形貌。氣孔的下半部輪廓比較光滑,此時氣孔壓力大于氫氣壓力,而氣孔生長到上半部時,隨著氣孔壓力的降低,會不斷將凝固界面處的液相吸入氣泡。所以可以認為氣孔的上半部帶有鑄造缺陷中的縮孔的性質(zhì),而下半部則帶有氣孔缺陷的性質(zhì)。
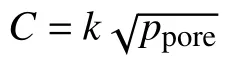
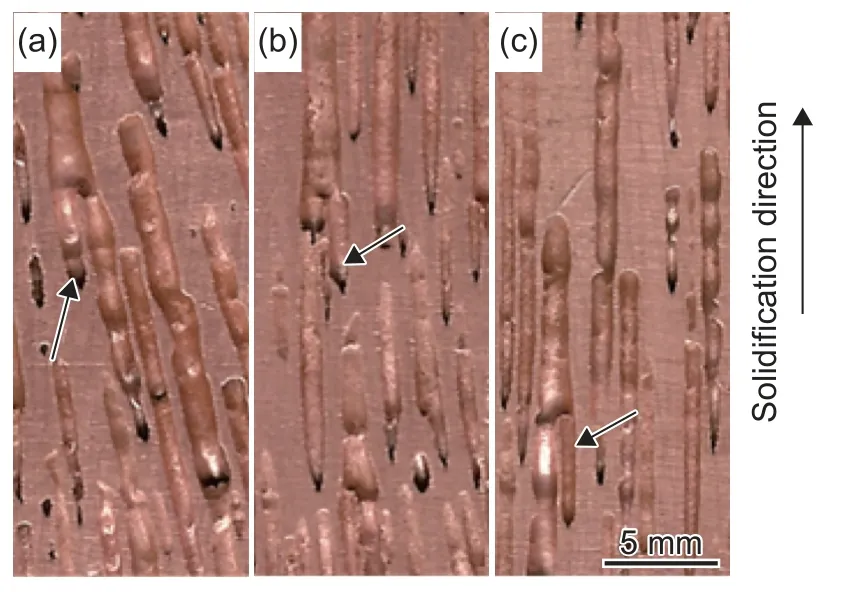
圖12 氣孔合并現(xiàn)象 (a)高度為7 cm;(b)高度為10 cm;(c)高度為12 cmFig.12 Pore coalescence phenomena(a)height of 7 cm;(b)height of 10 cm;(c)height of 12 cm
圖13 長短兩個氣泡間的氫氣傳質(zhì)過程Fig.13 Process of hydrogen transport between long and short pores
3 結(jié)論
(1)氫氣壓力從0.1 MPa 增加到0.6 MPa,孔隙率從18%增加至44%,氣孔直徑從3.24 mm 降到0.44 mm,同時氣孔的均勻性顯著提高。
(2)氣孔比較細小時,氣孔間距也較小,氣孔之間經(jīng)常發(fā)生合并現(xiàn)象。盡管氣孔之間經(jīng)常發(fā)生合并,但是鑄錠的平均氣孔直徑并未出現(xiàn)明顯的變大。
(3)對于細小的氣孔(氣孔間距也較小),相鄰氣孔之間的壓力差會促使較短的氣孔合并到較長的氣孔中。
(4)隨著氣孔的生長(氣孔長度增加),氣孔內(nèi)的平均溫度會顯著下降,這會造成氣孔內(nèi)的壓力下降。
猜你喜歡
祝您健康·文摘版(2024年6期)2024-07-26 00:00:00
小讀者(2021年2期)2021-03-29 05:03:48
少兒美術(shù)(2020年3期)2020-12-06 07:32:54
現(xiàn)代裝飾(2020年11期)2020-11-27 01:47:48
中學(xué)生天地(A版)(2020年3期)2020-04-10 10:57:45
故事作文·高年級(2020年3期)2020-03-17 09:24:33
瘋狂英語·新悅讀(2019年11期)2019-12-18 05:14:16
華人時刊(2019年13期)2019-11-17 14:59:54
NBA特刊(2018年21期)2018-11-24 02:48:04
文苑(2018年22期)2018-11-19 02:54:14
