TC4 表面鈦基激光熔覆層中WC熔解行為及摩擦學性能
2022-08-04 12:33:12張天剛李寶軒張志強海熱古力艾合買提
航空材料學報 2022年4期
張天剛,李寶軒,張志強*,海熱古力?艾合買提
(1.中國民航大學 航空工程學院,天津 300300;2.中國民航大學中歐航空工程師學院,天津 300300)
TC4 密度低、比強度高、不易發生冷脆,在航空航天領域得到了廣泛應用[1-2],如壓氣機盤、壓氣機葉片、機匣等航空發動機關鍵結構件,均屬于TC4 合金的典型應用,但TC4 合金硬度低、耐磨性差,在氣流沖蝕等嚴苛工況環境下極易發生磨損失效[2-5]。
通過激光熔覆技術在TC4 合金表面制備耐磨復合涂層,是有效提升TC4 合金表面力學性能的有效手段之一[4-6]。在眾多耐磨復合熔覆層增強合成材料中,WC陶瓷粉末具有高熔點、高硬度(2200HV~2800HV)、化學性能穩定和斷裂韌性良好等優點,被廣泛應用于Ti 基、Ni 基和Fe 基熔覆層的設計與制備[7-10]。在Ti 基或富Ti 材料體系中,WC可作為熔覆層原位增強相TiC的合成添加劑,且脫C 后的W 元素固溶于基體,促使涂層硬度及耐磨性顯著提高,受到了國內外研究學者的關注[11-13]。楊光等[11]在TC4 合金表面制備了以WC顆粒為強化相的鈦基耐磨涂層,結果表明:WC的添加增加了涂層的顯微硬度和耐磨性能,但由于部分WC顆粒殘留團聚,從而導致涂層產生氣孔缺陷。Farayibi等[12]在TC4 合金表面制備27%TC4+73%WC耐磨復合熔覆層,雖然原位合成TiC 有效提升涂層硬度及耐磨性,但大量未熔WC顆粒導致涂層成形質量大幅下降,性能波動明顯增加。除上述研究外,國內外大多學者[14-17]目前針對WC增強熔覆層的研究,主要集中在WC添加對涂層組織與性能的影響,而忽視了導致涂層質量性能下降的WC殘留問題,并未就WC在熔池中的熔解、殘留機制展開詳細探究。
為進一步闡明WC在Ti 基耐磨熔覆層中的熔解、殘留機制,揭示殘留WC對涂層摩擦學性能的影響規律,本研究在TC4 合金表面設計制備不同質量分數WC的TC4+WC鈦基耐磨復合涂層,分析研究涂層宏、微觀組織,利用二維點陣錯配度理論重點就WC在熔池中的熔解行為展開探究,分析對比涂層的顯微硬度及耐磨性能,為TC4 合金表面熔覆制備WC顆粒增強耐磨涂層提供一定實驗參考和理論依據。
1 實驗材料及方法
1.1 實驗材料
實驗基材選用TC4 合金,將其切制為105 mm×45 mm×10 mm的待熔覆試樣,熔覆材料粉末為TC4和WC,體系設計見表1。TC4 合金粉采用真空氣霧化方式制備,形狀成球形,粒徑范圍為50~120 μm;WC屬于高熔點合金,粉末不易球化處理,主要以類球形不規則顆粒形式添加,粒徑約為30~150 μm;為了不破壞混合粉末同軸流動性,將TC4、WC采用機械振動式混合8 h,烘干后置于真空箱待用。TC4和WC化學成分和粉末SEM 形貌分別見表2、表3和圖1。
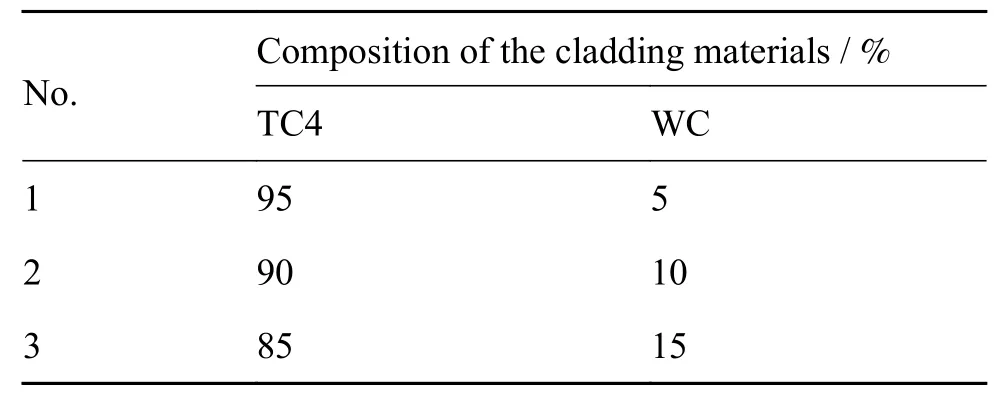
表1 涂層熔覆材料體系設計(質量分數/%)Table 1 Design of coating cladding material system(mass fraction/%)

表2 TC4 合金粉化學成分(質量分數/%)Table 2 Chemical composition of TC4 alloy powder (mass fraction/ %)

表3 WC化學成分(質量分數/%)Table 3 chemical composition of WC(mass fraction/%)
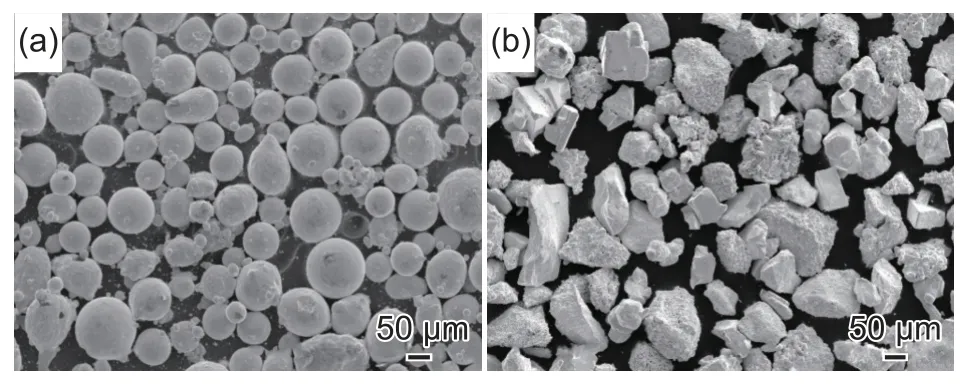
圖1 熔覆材料粉末SEM 形貌 (a)TC4;(b)WCFig.1 SEM morphology of cladding material powder(a)TC4;(b)WC
1.2 實驗方法
進行熔覆實驗前,為避免TC4 基材表面氧化層及污垢對實驗的影響,需對TC4 合金試樣進行噴砂處理,噴砂后將試樣放入無水乙醇中超聲清洗15~20 min,置于真空干燥箱中待用。
激光熔覆系統光纖激光器型號為YLS-1000。熔覆系統機器人重復定位精度±0.03 mm,可完成六自由度同軸送粉激光加工,熔覆過程氦氣送粉兼熔池保護,優化后的激光熔覆工藝參數如表4所示。
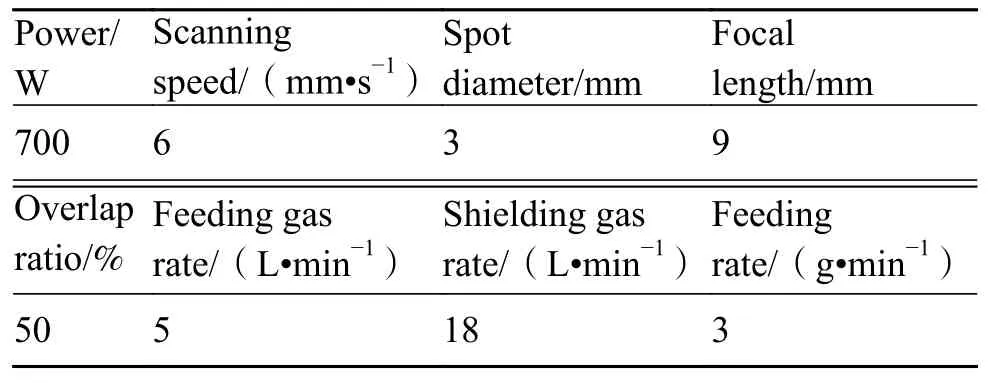
表4 激光熔覆工藝參數Table 4 Process parameters of laser cladding
將制備好的熔覆層沿垂直于熔覆方向切制為12 mm(垂直熔覆方向)×12 mm(平行熔覆方向)×11 mm(基材10 mm+涂層1 mm)的待檢測試樣,鑲樣、打磨、拋光后腐蝕10 s(腐蝕溶液比例為HF∶HNO3∶H2O=1∶1∶20),置于真空干燥箱中待用。摩擦磨損實驗進行前,為使對磨球與涂層保持連續接觸,先將涂層表面層區域磨平(去除厚度約150 μm),實驗設備及測試參數見表5。
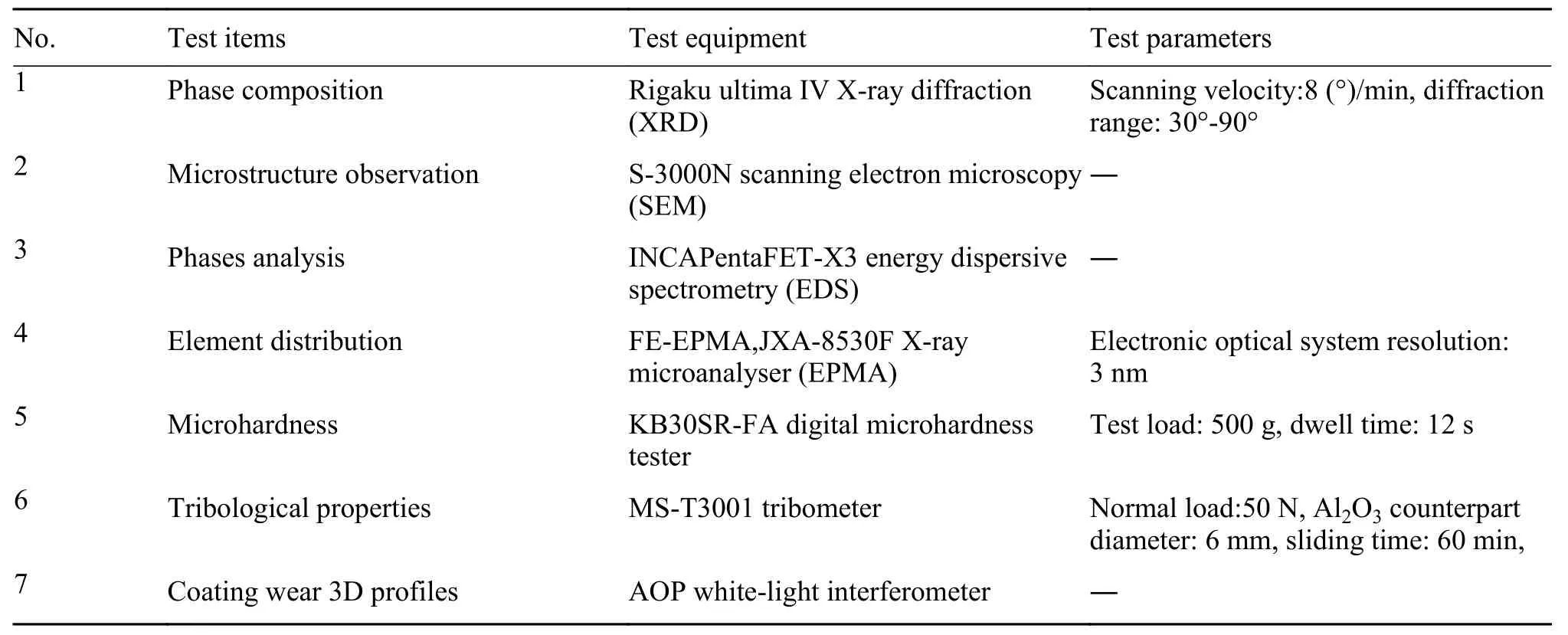
表5 實驗設備及測試參數Table 5 Experimental equipment and test parameters
2 結果及分析
2.1 涂層成形質量
圖2(a)~(c)為三種激光熔覆層的表面宏觀形貌,圖2(d)~(f)為涂層對應的滲透探傷圖。從圖2 可以看出,5%、10%和15%WC涂層熔覆軌道均平整順滑,涂層探傷表面均未出現裂紋缺陷,證明在該激光熔覆工藝參數下,以上三種涂層成形質量良好。
2.2 涂層宏觀形貌
圖3(a)~(c)為涂層橫截面(垂直熔覆方向)低倍SEM 形貌。從圖3 可以看出,不同添加比WC涂層表面層、中間層區域均無明顯裂紋缺陷;隨著WC含量的增加,涂層厚度逐漸增大,10 %和15 %WC涂層結合區出現了明顯的孔洞缺陷;同時發現,WC含量增加導致涂層中殘留白色球狀顆粒物逐步增多,主要分布于涂層的中下部區域,且發生了局部團聚現象;對涂層中殘留球形顆粒進行EDS 多點檢測(圖3(d)~(f)),發現其主要成分為W和C 元素,且比例接近1∶1。由此可以判定殘留顆粒為未完全熔解WC粉末,在熔池的循環、攪拌作用下,外形不規則的類球形WC粉末轉變為“球形”殘留顆粒,發生了“球化”效應。
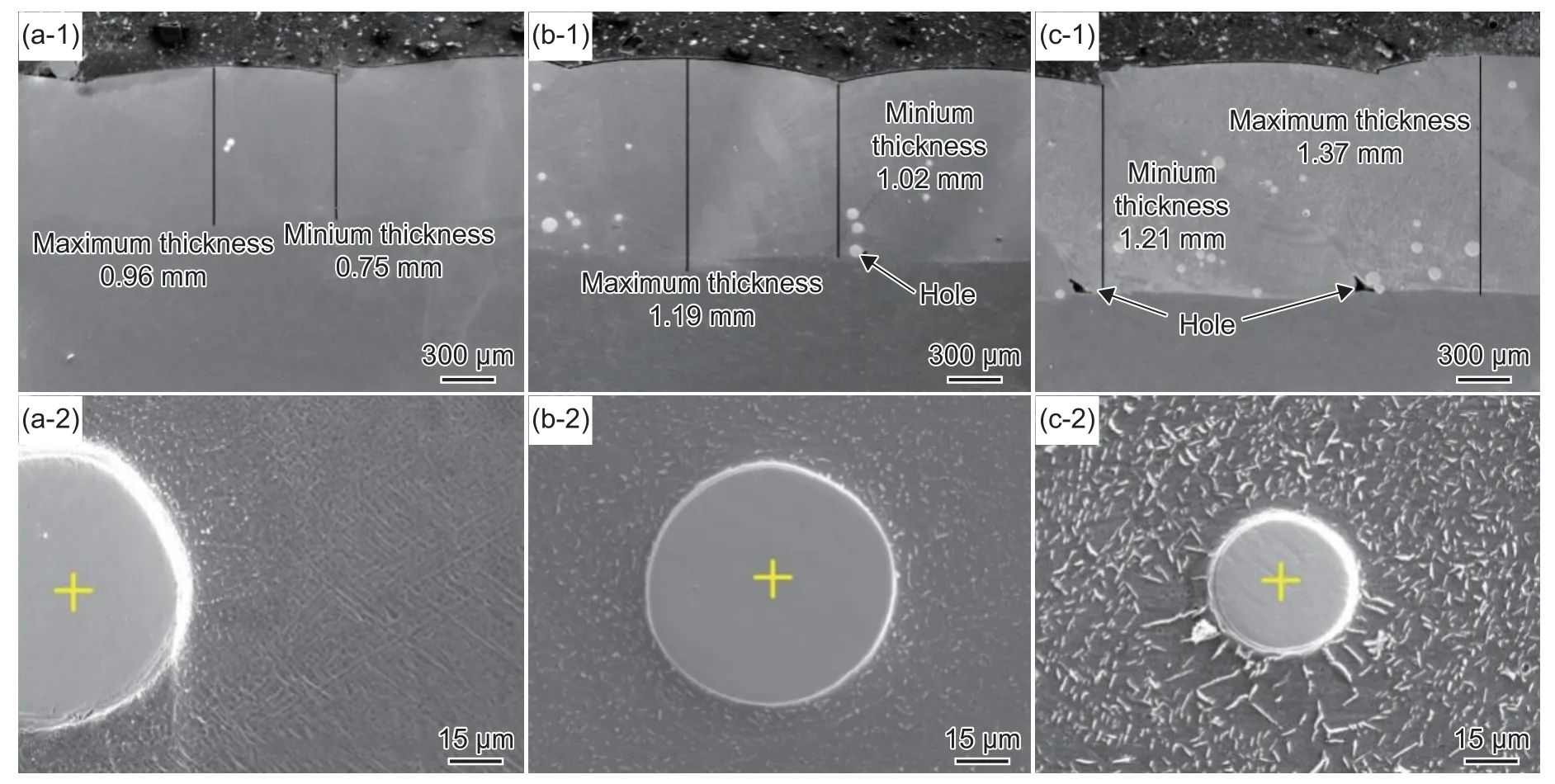
圖3 不同WC含量涂層橫截面形貌 (a)5%WC;(b)10%WC;(c)15%WC;(1)低倍SEM 形貌;(2)EDS 檢測Fig.3 Coating cross-sectional morphology (a)5%WC;(b)10%WC;(c)15%WC;(1)low magnification SEM morphology;(2)EDS detection
2.3 涂層物相組成
熔覆層的XRD 分析結果如圖4所示。從圖4可以看出,涂層析出相主要包含TiC和基體相α-Ti、β-Ti,10 %和15 %WC涂層中TiC 衍射峰值明顯高于5 %WC涂層,說明隨著材料體系中WC含量增加,涂層中TiC 含量逐漸增多。此外,涂層基體相含有β-Ti,主要原因是熔覆層冷卻速率極快,部分β-Ti 來不及進行α-Ti 相變就被凍結到室溫,形成了過冷β-Ti 基體相。涂層中并未探測到WC衍射峰,可能是含量較少導致的結果。
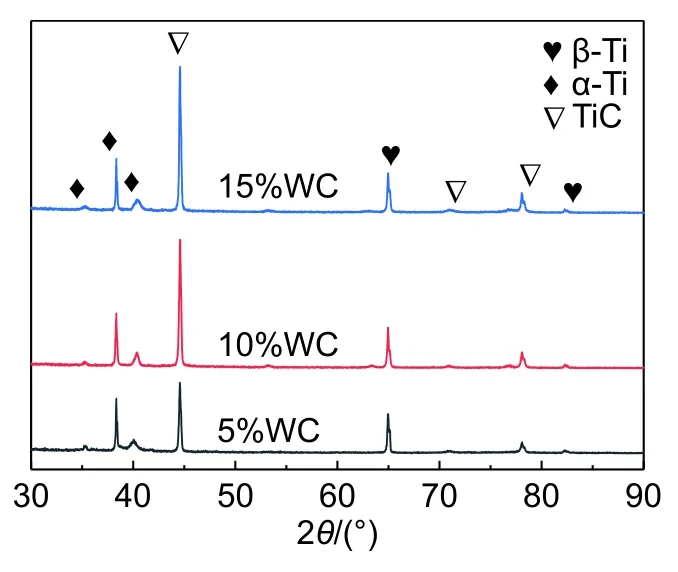
圖4 不同WC含量涂層的XRD 衍射圖譜Fig.4 XRD diffraction patterns of coatings with different WCcontent
2.4 涂層顯微組織
圖5 為5%、10%和15%WC涂層微觀組織SEM 圖。從圖5可以看出,5%WC涂層中,除大面積基體相A1 外,僅靠近未熔WC附近有少許白色顆粒狀相A2;10%WC涂層中,大量白色短棒狀、顆粒狀A3 均勻分布于基體A4中,除極少量A3 相處于1~2 μm 區間外,大多數A3 相處于納米和亞微米尺度范圍;15%WC涂層中,均勻分布的反應析出相A5 呈現出明顯的桿狀結構特征,粒徑尺度顯著增大,基體相A6 顯露面積有所增加。結合EDS 檢測分析,反應析出相A2、A3和A5中Ti 與C原子比接近1:1,結合XRD 結果可判定為增強相TiC;A1、A4和A6 相中Ti 元素質量分數 均超過79%,因此可以判定為α-Ti+β-Ti 基體,上述各物相的EDS 檢測結果見表6。
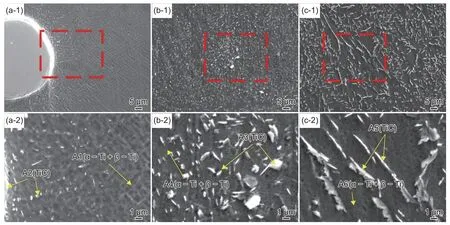
圖5 不同WC含量涂層中部微觀組織形貌 (a) 5% WC;(b)10% WC;(c) 15% WC;(1)低倍;(2)高倍Fig.5 Microstructure and morphology of the middle of the coating under different magnifactions (a) 5% WC;(b)10% WC;(c)15% WC;(1)low magnifaction;(2)high magnifaction
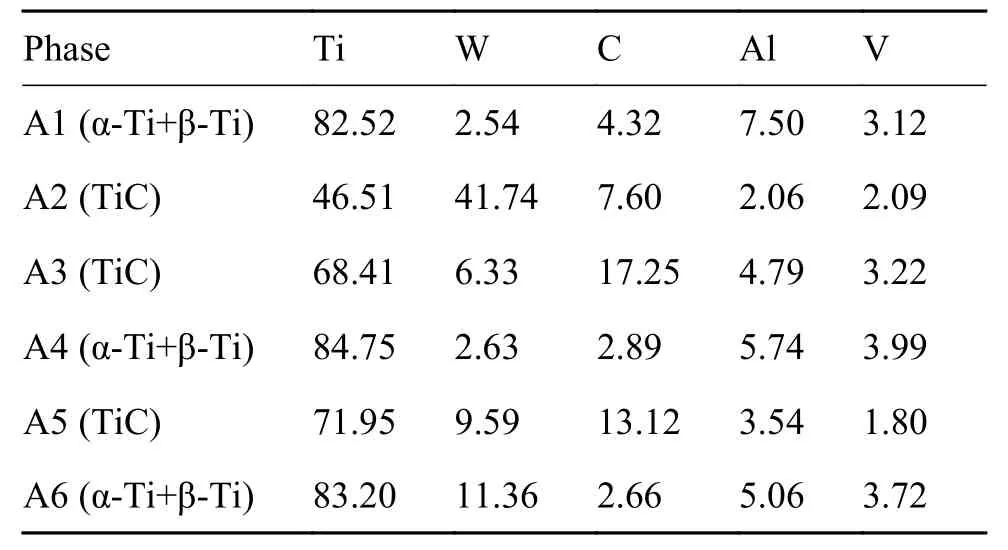
表6 涂層中各物相EDS 結果(質量分數/%)Table 6 EDS results of each phase in the coating(mass fraction/%)
2.5 涂層EPMA 分析
為了進一步驗證涂層中各物相的元素組成和分布規律,采用電子探針(EPMA)對10%WC涂層中部組織微區進行檢測分析,結果如圖6所示。圖6(a)、(b)檢測結果說明,顆粒狀、短棒狀TiC 在涂層基體中均勻分布,與SEM 結果相同。從圖6(b)、(c)和(f)可以看出,涂層中白色球狀相富含W,C 元素,結合EDS 結果分析,可判定為殘留未熔WC。結合圖6(c)、(d)和(e)可以看出,W,Al,V 固溶于基體,與EDS 檢測結果一致。
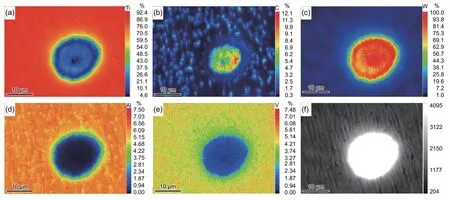
圖6 10% WC涂層微區元素分析結果 (a)Ti;(b)C;(c)W;(d)Al;(e)V;(f)BSEFig.6 Elemental analysis results of 10% WCcoating micro-area (a)Ti; (b)C; (c)W; (d)Al; (e)V; (f)BSE
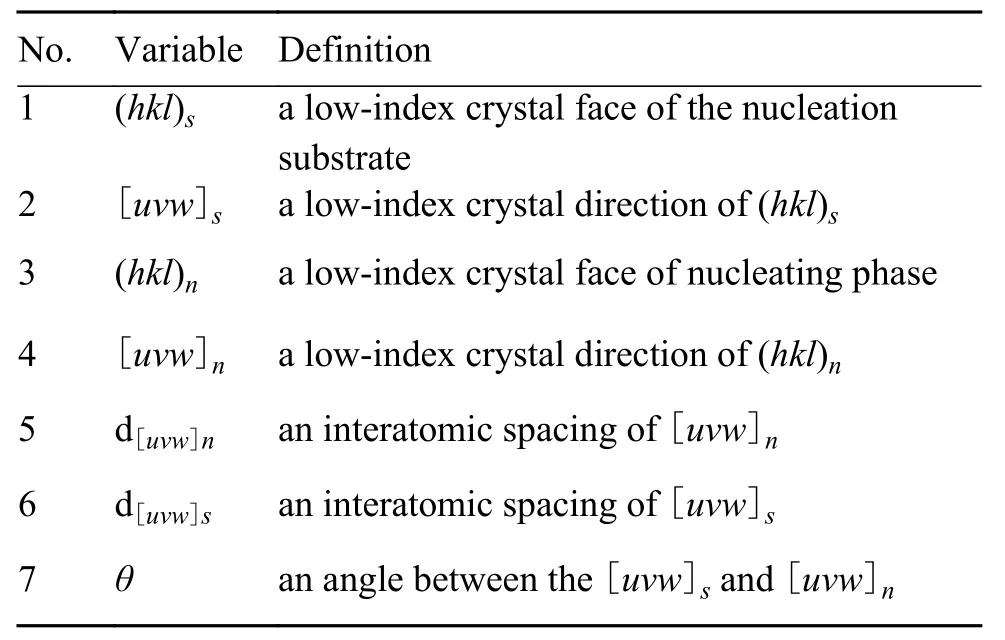
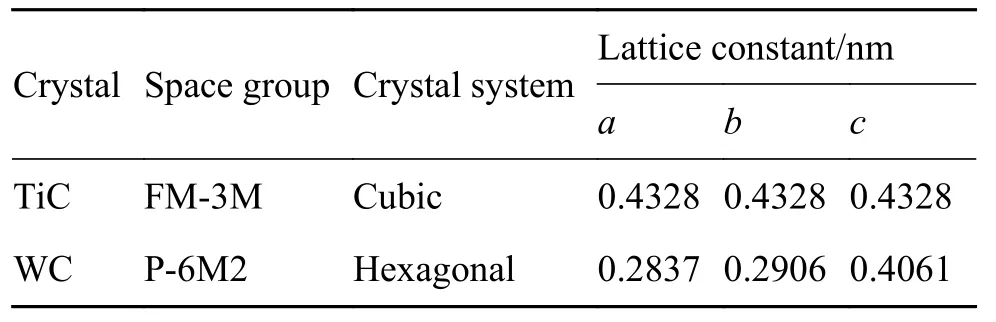
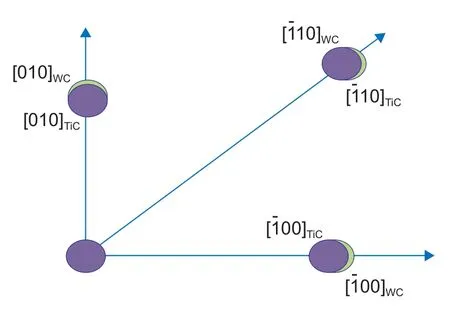
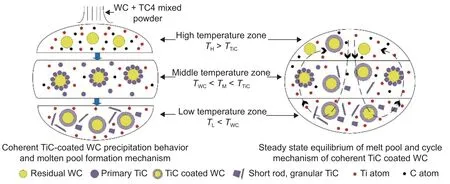
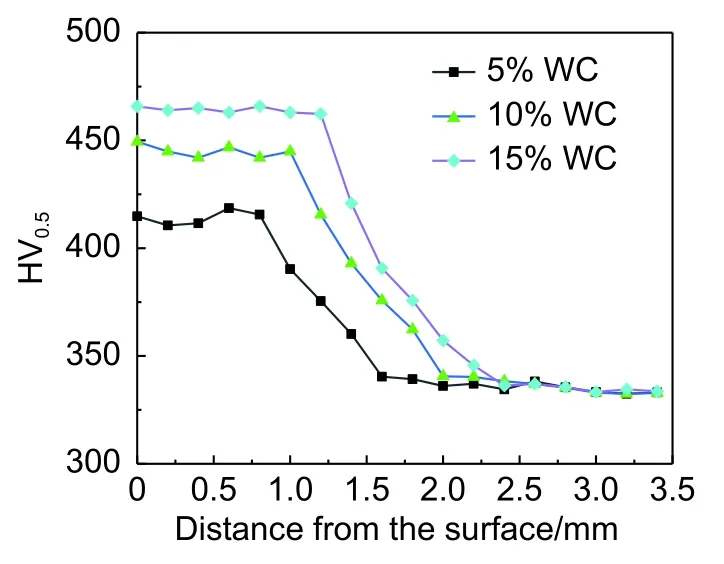
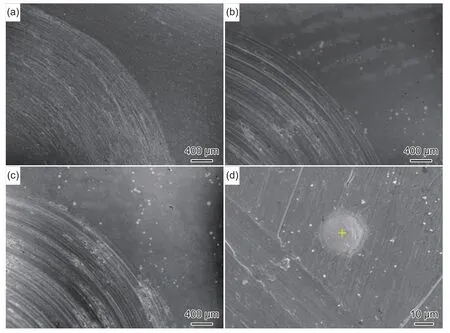
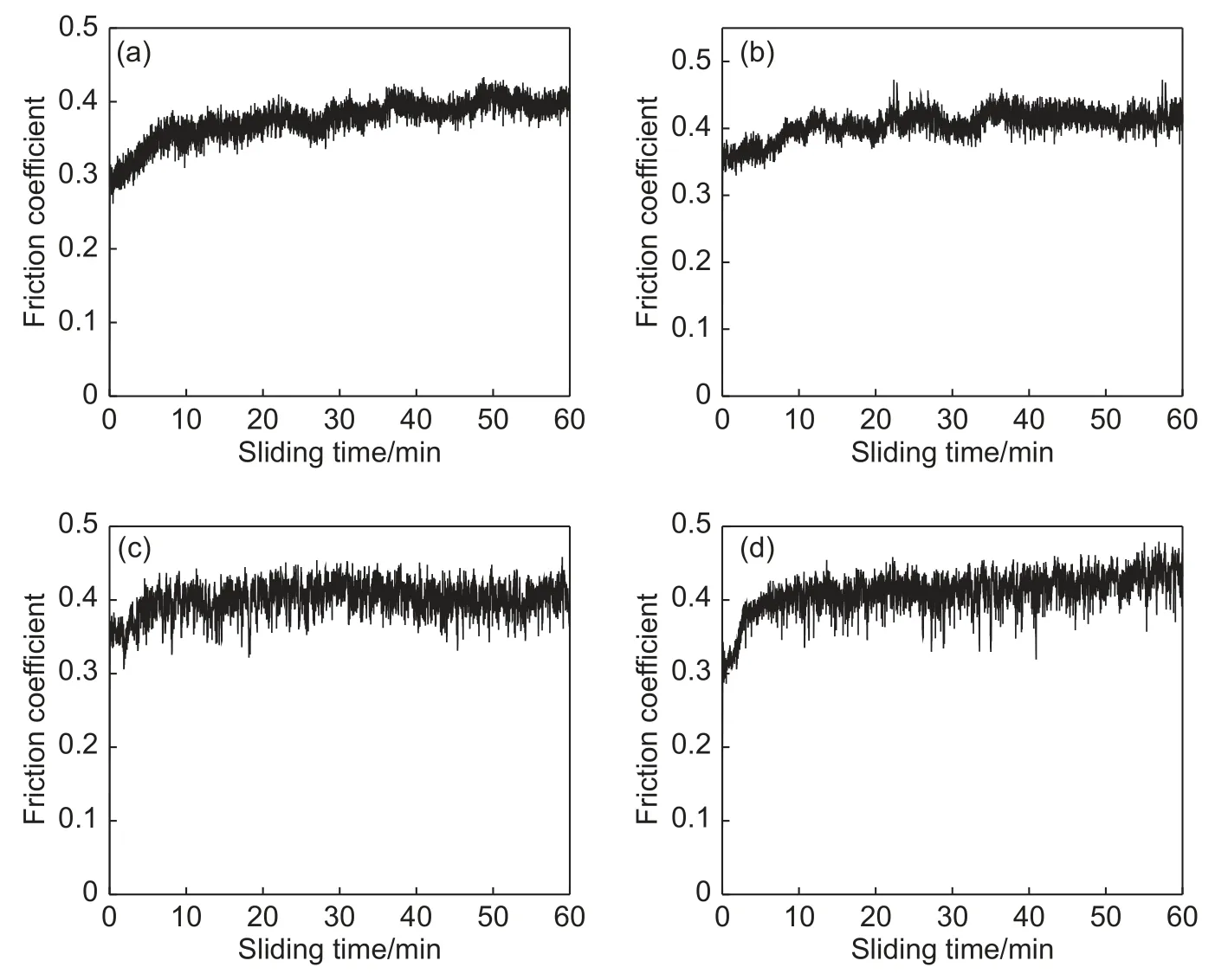
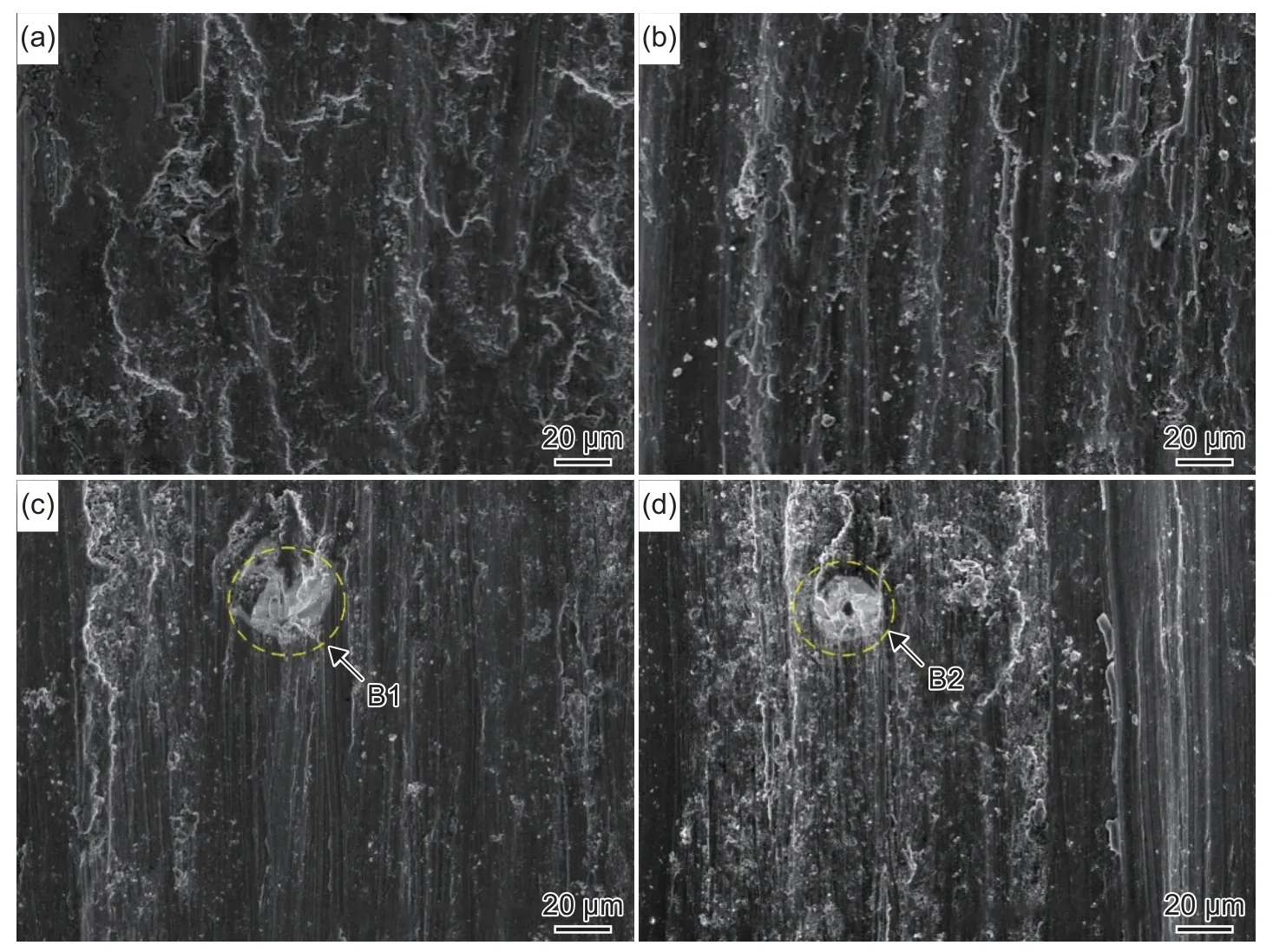
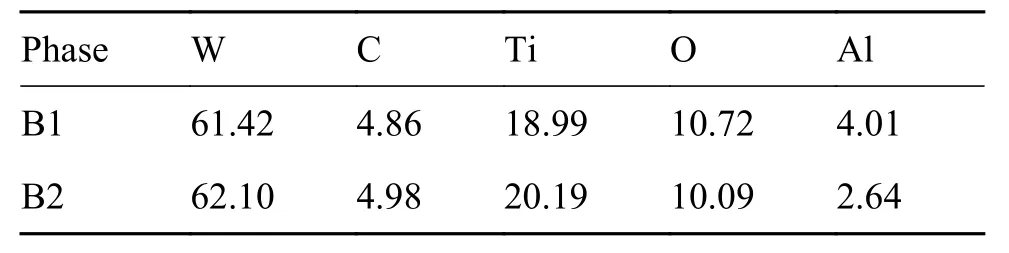
圖6(a)、(b)檢測結果中,涂層中殘留WC外圍包裹了明顯的TiC 包覆層,從這一現象可以得出兩種假設結論:(1)如果TiC 包覆層與WC結合界面沒有形成相界共格生長關系,隨著WC在富Ti 熔池中的循環攪動,TiC 包覆層將對WC表面形成包覆-甩落-包覆的循環消耗效應,有助于WC粉末熔解;(2)如果TiC 包覆層與WC相界形成了共格或半共格依附生長關系,TiC 則在WC外圍形成了“高溫”(TWC熔點 為進一步研究增強相TiC和 WC二者之間的界面關系,本研究利用Bramfitt 提出的二維點陣錯配度[18]來計算未熔顆粒WC和增強相TiC 之間的匹配關系,Bramfitt 提出的二維點陣錯配度δ 定義如下(式中各參數定義見表7): 表7 二維點陣錯配度中各參數定義Table 7 Definition of parameters in the mismatch degree of two-dimensional lattice 由于WC屬于涂層中的未熔顆粒,因此選取WC為基底相,TiC 在WC表面形核,為形核相。通過FINDIT軟件查詢到的TiC和WC的晶格參數見表8。 表8 TiC和WC晶格參數Table 8 TiC and WClattice parameters 經過面網密度計算可知TiC的低指數晶面為(001),WC的低指數晶面為(001)。計算得到的TiC和WC之間的二維點陣錯配度關系如表9所示,晶體學關系如圖7所示。 圖7 WC-TiC 晶體學關系Fig.7 WC-TiC crystallographic relationship 表9 WC-TiC 二維點陣錯配度計算結果Table 9 WC-TiC two-dimensional lattice mismatch calculation results 二維點陣錯配度數值大小主要用來評價物相界面之間的結合強度,δ 處于0%~6%為共格錯配區間,且δ 越趨近于0%,兩相之間異質形核需要的能量越低,相界結合越穩定和牢固。δ 處于6%~12%為半共格錯配區間,此時兩相界面之間能夠同時匹配的原子數量較共格相界有所減少,界面結合力下降。δ>12%為不共格錯配,此時兩相之間已無法形成異質形核關系,相界呈完全脫離狀態。 由二維點陣錯配度的計算結果可知,殘留WC顆粒與其表面TiC 包覆層之間的錯配度為2.87%,兩相界面屬于共格錯配關聯,從而形成了TiC 包裹WC的鑲嵌結構復合相。TiC 包裹WC是否為導致熔池中WC難熔殘留的主要原因,還需要結合WC在Ti 基熔池體系下的熔解機理進行說明,WC熔解機理如圖8所示。從圖8中可以看出,高能激光作用下,TC4 基材、WC粉末和TC4 合金粉同時熔解,根據熔池溫度場分布特點來看[19],當WC+TC4 混合粉末自送粉器進入熔池,循環過程將經歷熔池高溫區、中溫區和低溫區三個不同區域,具體分析如下: (1)如圖8 左側TiC 包覆層析出行為可以看出,WC+TC4 混合粉末首先進入熔池高溫區,此時熔池溫度條件滿足T熔池溫度>TTiC熔點>TWC熔點,由于送粉器混合粉末流的持續供給,因此首次進入熔池的WC在高溫區停留時間有限,造成部分類球形WC粉末未完全熔解,在涂層中形成“球化”殘留現象,如圖3所示。 (2)隨著熔池對流攪拌的持續進行,“球化”未熔WC顆粒進入到熔池中溫區,此時熔池溫度條件滿足TTiC熔點>T熔池溫度> TWC熔點,在此條件下,“球化”未熔WC表面形成富C 區,但在Ti 基熔池環境中,Ti+C原位反應增強體TiC 將取代富C 區,從而在WC表面形成共格TiC 包覆層,形成TiC 包覆WC鑲嵌結構復合相,因此中溫區無法滿足WC持續熔解條件;同時,中溫區其他區域原位TiC 析出。 (3)當TiC 包覆WC鑲嵌結構相、原位TiC 繼續循環至熔池低溫區時(此時熔池溫度條件滿足TWC熔點>T熔池溫度),根據Ti-C 二元合金相圖可知[20],WC表面的TiC 包覆層和原位TiC 將繼續吸收熔池中的C、Ti原子不斷長大,如圖6所示,此階段同樣不滿足WC熔解條件。 (4)當TiC 包覆WC鑲嵌結構相再次循環至熔池高溫區時(假設圖8中熔池表面張力溫度系數?δ/?T為正),熔池則需首先熔解TiC 高溫包覆層后,才能去除TiC 對WC顆粒的熔解保護,因此WC熔解行為在此階段同樣受到抑制。最終形成的熔池穩態循環過程如圖8 右所示。 圖8 WC在Ti 基熔池體系中的熔解機理Fig.8 Melting mechanism of WCin Ti-based molten pool system 綜上所述,在Ti 基或富Ti 熔池環境中,WC合金粉僅在初次進入高溫區后可部分熔解,未熔WC在后續的熔池循環體系中將受到TiC“包覆層”保護,從而形成難熔、殘留、團聚現象,這不僅影響了涂層的成形質量,同時導致熔池中C 元素供給不足,涂層中原位TiC 合成受限。 涂層的顯微硬度分析結果如圖9所示。從圖9中可以看出,隨著材料體系中WC含量不斷增大,涂層硬度逐漸增加,5%,10%和15%WC涂層較TC4 基材顯微硬度(333.23HV0.5)分別提升了約24.8%、33.9%和40.3%。涂層硬度隨WC含量增加而增大得益于兩方面原因:(1)WC含量增加致使涂層中原位TiC 合成數量增多、粒徑增大;(2)結合涂層EDS 分析結果(表6)可以看出,WC添加量增加致使固溶于基體中的W 含量逐漸提高,涂層固溶強化效果逐步增強。 從圖9 還可以看出,三種涂層表面層附近硬度均略高,這主要是因為在保護氣的作用下,涂層表面層附近形成了表面“極冷硬化”效應;此外,10%和15%WC涂層硬度值衰減點滯后于5%WC涂層,原因是隨著WC添加量不斷增多,10%和15%WC涂層厚度逐漸增加產生的結果。 圖9 涂層顯微硬度曲線Fig.9 Coatings microhardness curve 圖10(a),(b)和(c)分別為5%、10%和15%WC涂層環磨面低倍SEM 形貌。從圖10中可以看出,涂層表面層打磨約150 μm 后,10%和15%WC涂層摩擦磨損區周圍已經出現大量白色球形顆粒,且數量隨WC含量增加而增多,經EDS 檢測,如圖10(d)所示,這些白色球形顆粒為涂層中殘留未熔WC粉末。 圖10 涂層環磨面形貌 (a)5% WC;(b)10% WC;(c)15% WC;(d)(c)的局部放大圖Fig.10 Morphology of the coated ring grinding surface (a)5% WC;(b)10% WC;(c)15% WC;(d) partial enlarged view of (c) 表10 列出了TC4 基材和不同WC含量涂層的摩擦學性能參數,其中摩擦系數變化趨勢和磨損面白光干涉檢測結果分別如圖11和圖12所示。表10 結果顯示,5%、10%和15%WC涂層磨損率較TC4 基材分別下降了約21.1%、38.2%和56.1%,可見,隨著涂層中WC添加量增加,涂層耐磨性能提升明顯,當WC含量達到最大值15%時,涂層耐磨性最優。此外,從表10中還可以看出,三種涂層摩擦系數較為接近,但相比TC4 基材均略有增加,涂層摩擦系數增大說明WC添加無法改善涂層減摩性能。 從圖11 可以看出,隨著WC含量逐漸增多,涂層摩擦系數波動幅度逐步增大。從圖12 可看出,5%、10%和15%WC涂層任意橫截面磨損輪廓最大深度分別為451.7 μm、592.9 μm和492.4 μm,較TC4 基材最大磨損深度(411.5 μm)分別提高約9.8%、44.1%和19.7%,結合圖3 可以判定10%,15%WC涂層在對磨過程中已經觸及殘留WC富集區,但10%和15%WC涂層磨損深度波動較大。結合表10和圖12 可以發現,相較TC4 基材,5%WC涂層平均粗糙度和磨損橫截面輪廓變化不顯著,但10%和15%WC涂層平均粗糙度較TC4 基材分別提升了約16.9%和34.3%,可以看出,磨損橫截面輪廓曲線較TC4 基材出現了明顯的凹陷、凸起特征,綜合以上分析結果,說明隨著涂層中WC殘留顆粒的增多,涂層摩擦學性能出現了明顯波動。 圖11 基材和涂層的摩擦系數 (a)TC4 基材;(b)5% WC;(c)10% WC;(d)15% WCFig.11 Coefficient of friction of substrate and coating (a)TC4 substrate; (b)5% WC; (c)10% WC; (d)15% WC 圖12 TC4 基材和涂層磨損表面 (a)TC4 基材;(b)5% WC;(c)10% WC;(d)15% WC;(1)白光干涉圖;(2)表面粗糙度Fig.12 TC4 substrate and coating wear surface (a)TC4 substrate;(b)5% WC;(c)10% WC;(d)15% WC;(1)white light interference pattern;(2)wear surface roughness 表10 涂層和基材摩擦磨損性能參數Table 10 Friction and wear performance parameters of coating and substrate 圖13 分別為TC4 基材與5%,10%,15%WC涂層的磨損SEM 形貌圖。從TC4 基材由于耐磨性較差,磨損表面出現了嚴重的塑形變形和片狀撕裂、剝落,磨損機理主要為黏著磨損(圖13(a))。隨著WC的加入,5%WC涂層磨損表面質量得到改善,可以觀察到大量白色磨粒均勻分布于磨損面之上,塑形變形和層狀撕裂現象顯著減少,磨損軌道逐漸清晰,磨損機理為黏著磨損加磨粒磨損的復合磨損模式(圖13(b))。10%WC涂層磨損面除局部呈現塑性變形外,出現了排布均勻的細長犁溝和劃痕,但磨損面出現了直徑約為30~40 μm的球形磨屑殘留物B1,磨損機理主要為磨粒磨損(圖13(c))。15%WC涂層磨損面的塑性變形、片層撕裂現象基本得到抑制,但磨損面殘留磨屑明顯增加,且在直徑約為20 μm的球形磨屑B2 附近分布數量較多,磨損機理主要為磨粒磨損(圖13(d))。 圖13 基材和涂層的摩擦磨損形貌 (a)TC4 基材;(b)5% WC;(c)10% WC;(d)15% WCFig.13 Friction and wear morphology of substrate and coating (a)TC4 substrate;(b)5% WC;(c)10% WC;(d)15% WC 分別對磨損面球形磨屑B1和B2 進行EDS 分析,結果見表11。從表11 可以看出,W、C原子比約為1:1,此外主要含Ti、O等元素,由此可以判斷B1和B2 為鑲嵌于α-Ti+β-Ti 基體中的殘留WC,在對磨球的擠壓摩擦作用下發生了氧化反應,高硬度脆性WC崩損、碎裂,剝落的WC碎屑在對磨球的碾壓和滑動作用下,在殘留WC附近區域粘連、堆積,導致對磨過程中產生局部應力集中,引起磨損面出現明顯波動起伏,摩擦系數出現強烈抖動。 表11 磨損表面白色顆粒EDS 結果(質量分數/%)Table 11 EDS results of each phase in the coating(mass fraction/%) (1)采用同軸送粉激光熔覆技術,在TC4合金表面制備了三種WC添加比(5%,10%和15%)的TC4+WC多道激光熔覆層,涂層成形質量良好,無裂紋等明顯缺陷。隨著WC含量增加,涂層厚度和稀釋率逐漸提高,未熔殘留WC逐步增多。 (2)WC添加不影響涂層生成相種類,三種涂層中除殘留WC外,基體相為α-Ti+β-Ti,反應析出相主要為TiC,且隨著WC含量增加,TiC 析出數量增多,粒徑增大。 (3)在TC4+WC材料體系構建的熔池環境中,TiC包覆WC形成了共格鑲嵌結構相,抑制了WC在熔池中的熔解行為,導致熔池中WC粉末殘留和團聚,C元素供給不足,使原位 TiC 合成受限。 (4)WC含量增加有助于提升涂層顯微硬度和耐磨性,但涂層中殘留未熔WC的碎裂、崩損行為,使涂層在對磨過程中產生局部應力集中,導致涂層磨損面粗糙度顯著上升,涂層摩擦系數波幅增大。2.6 WC熔解行為分析


2.7 涂層顯微硬度
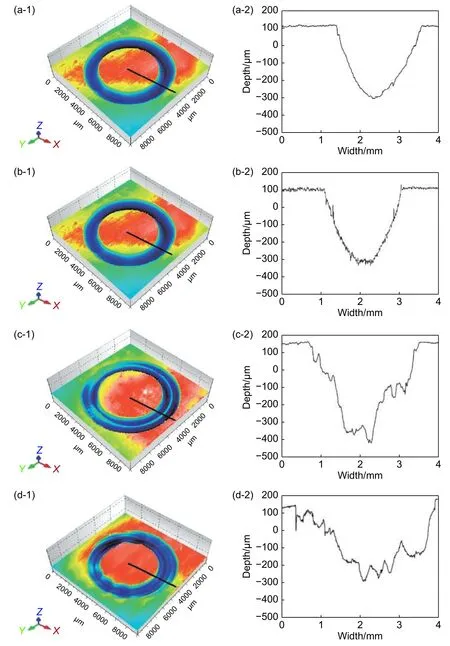
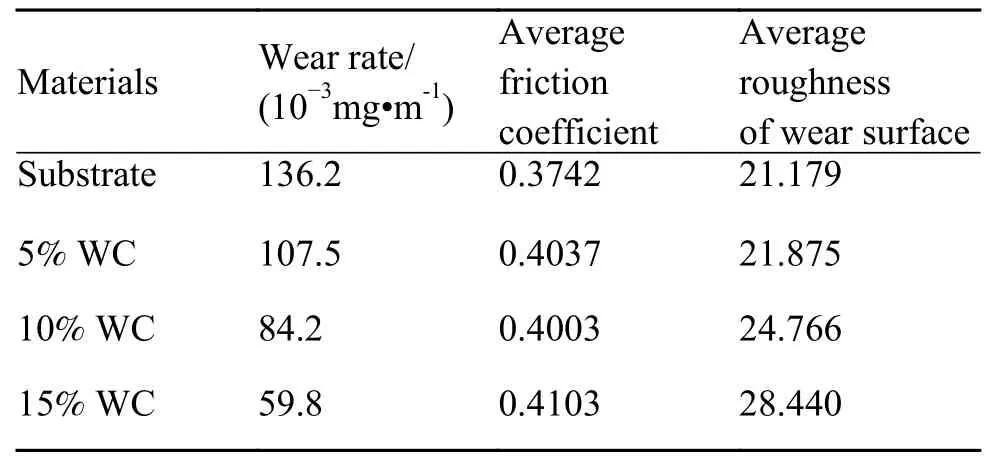
2.8 涂層的摩擦學性能
3 結論
