照門座金屬粉末注射成形數值模擬及試驗研究
2022-07-10 09:51:54高炳楨康彥東趙隨波楚夏威
兵器裝備工程學報 2022年6期
關鍵詞:變形
張 馳,高炳楨,周 濤,康彥東,趙隨波,楚夏威
(1.重慶理工大學, 重慶 400054;2.汽車零部件先進制造技術教育部重點實驗室(重慶理工大學),重慶 400054)
1 引言
金屬粉末注射成形技術是近年來發展趨勢較快、市場前景廣闊的新型成形技術,是當今最熱門的零部件成形技術。在注射工藝中,涉及注射壓力、注射溫度、注射速度等工藝參數。通過數值模擬優化工藝參數,減少生產過程中試模的次數和廢品數量,提高生產工藝效率和工藝經濟性。
利用計算機對金屬粉末注射成形過程進行模擬分析,能夠對制品模具設計的合理性以及注射參數的設定提供參考依據,同時還能針對制品進行缺陷預測,減少試模次數,加快產品的研發。目前注射成形數值模擬軟件有很多種,其中Moldex 3D使用最廣泛,成為工業界主流的模擬分析軟件。Moldex 3D軟件利用計算機進行有限元仿真并構建了有效的數值計算方法,為使用者提供設計方案進行分析和模擬,協助使用者完成對各種復雜產品的分析處理。
照門座零件產品結構復雜,具有一定的斜度以及包括圓形通孔、環形槽、橢圓槽等多個復雜部分。該零件厚度分布不均勻,其中最薄為0.06 mm,最厚為14.521 mm。壁厚不均勻會造成零件冷卻不均勻,嚴重影響產品尺寸精度和技術要求。本文選取該零件作為研究對象進行數值模擬研究,合理制定注射參數,提高產品質量,為其他零件注射過程提供技術指導,推動工業現代化發展。
2 數值模擬過程與分析
2.1 試驗材料
實驗采用Fe4Ni0.5Mo金屬合金粉末與粘結劑(聚甲醛、高密度聚乙烯、硬脂酸等)混合而成的喂料。材料的質量分數如表1所示,照門座零件如圖1所示。零件使用Moldex 3D數值模擬軟件進行注射過程的模擬,通過分析熔體流動波前、翹曲變形,最終優化成形注射成形工藝參數。

圖1 照門座零件圖Fig.1 Scope-base parts

表1 材料質量分數Tab1 Material chemical composition
2.2 數值模擬過程
注射過程中涉及很多工藝參數,包括注射溫度、注射壓力、注射速度等。設定模具溫度為100 ℃,注射溫度為190 ℃,注射壓力以及流率分別為24 MPa、20 cc/sec,壓力、流率變化曲線見圖2與圖3所示,其注射成形工藝參數數值如表2所示。
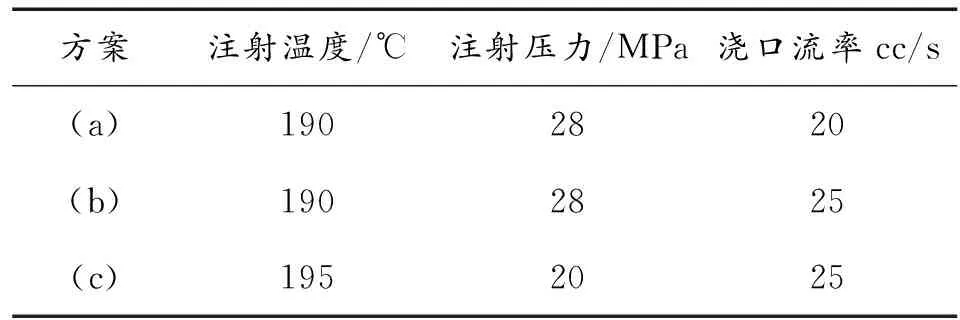
表2 注射成形工藝參數數值模擬方案Table 2 Injection molding numerical simulation program
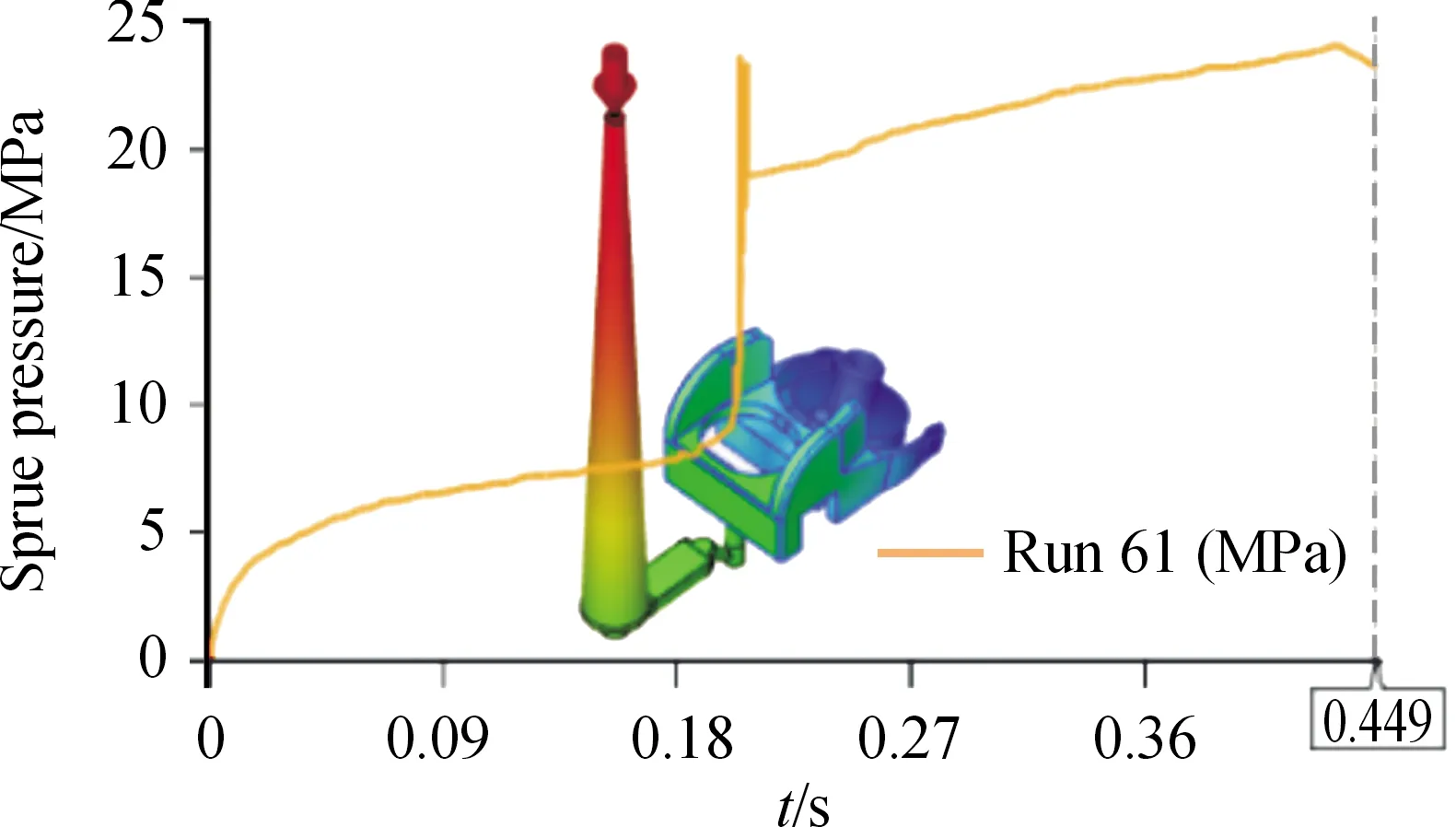
圖2 壓力變化曲線Fig.2 Pressure curve
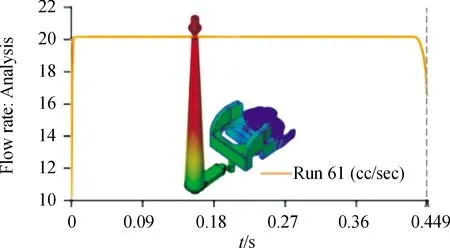
圖3 流率變化曲線Fig.3 Flow rate curve
1) 產品網格劃分
對產品進行網格劃分,采用Moldex 3D中的Solid網格類型,對零件結構上會產生缺陷位置(圓孔、螺紋孔以及曲面)進行網格細節劃分。通過對這些位置進行局部撒點,增加網格數量,曲率得到細化,網格排布上更接近零件的實際形狀,模擬結果更加精確可靠。照門座件最終劃分的網格數量為241 949,網格劃分結果如圖4所示。
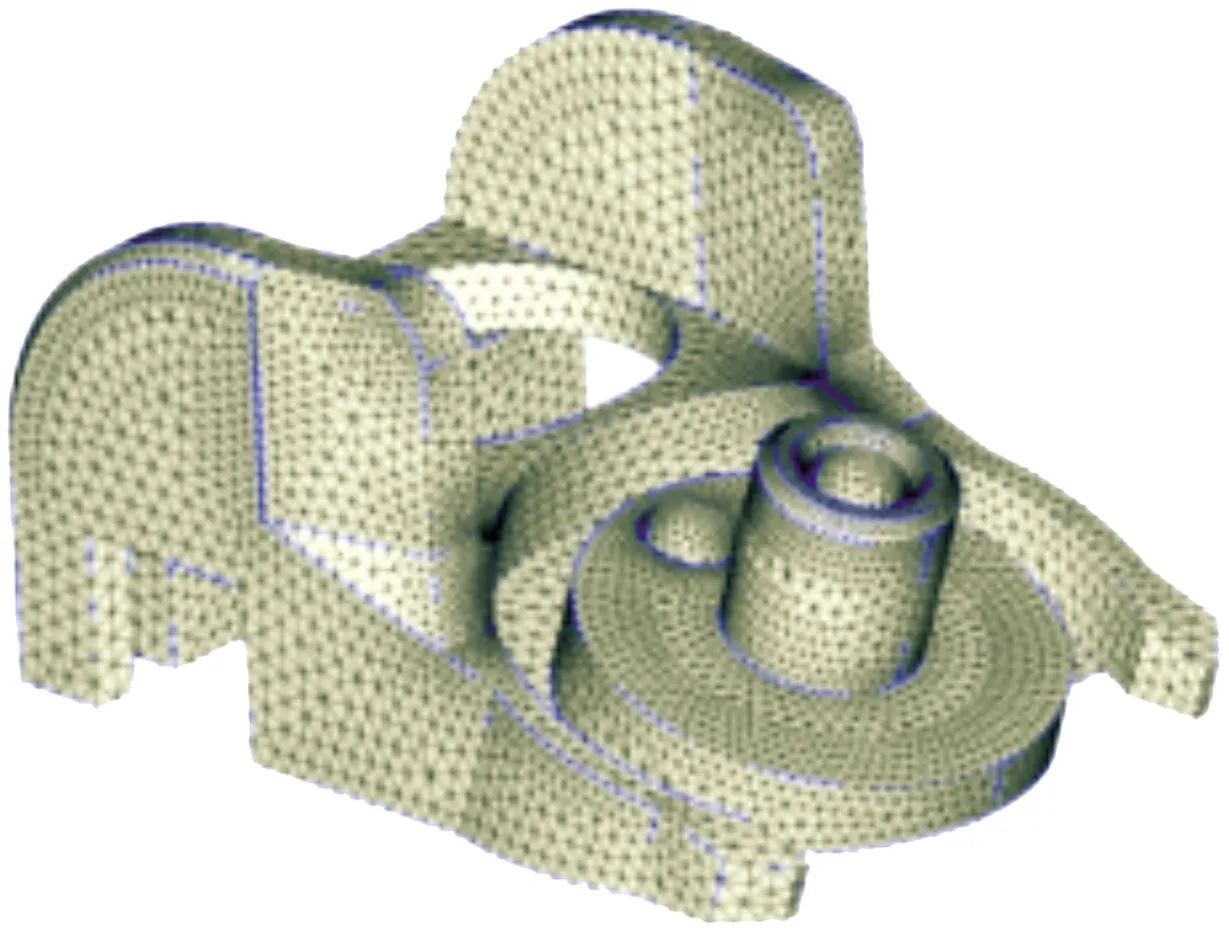
圖4 產品網格劃分示意圖Fig.4 Product meshing
2) 確定澆口位置
利用Moldex 3D數值模擬軟件,設計如圖5所示2種方案。
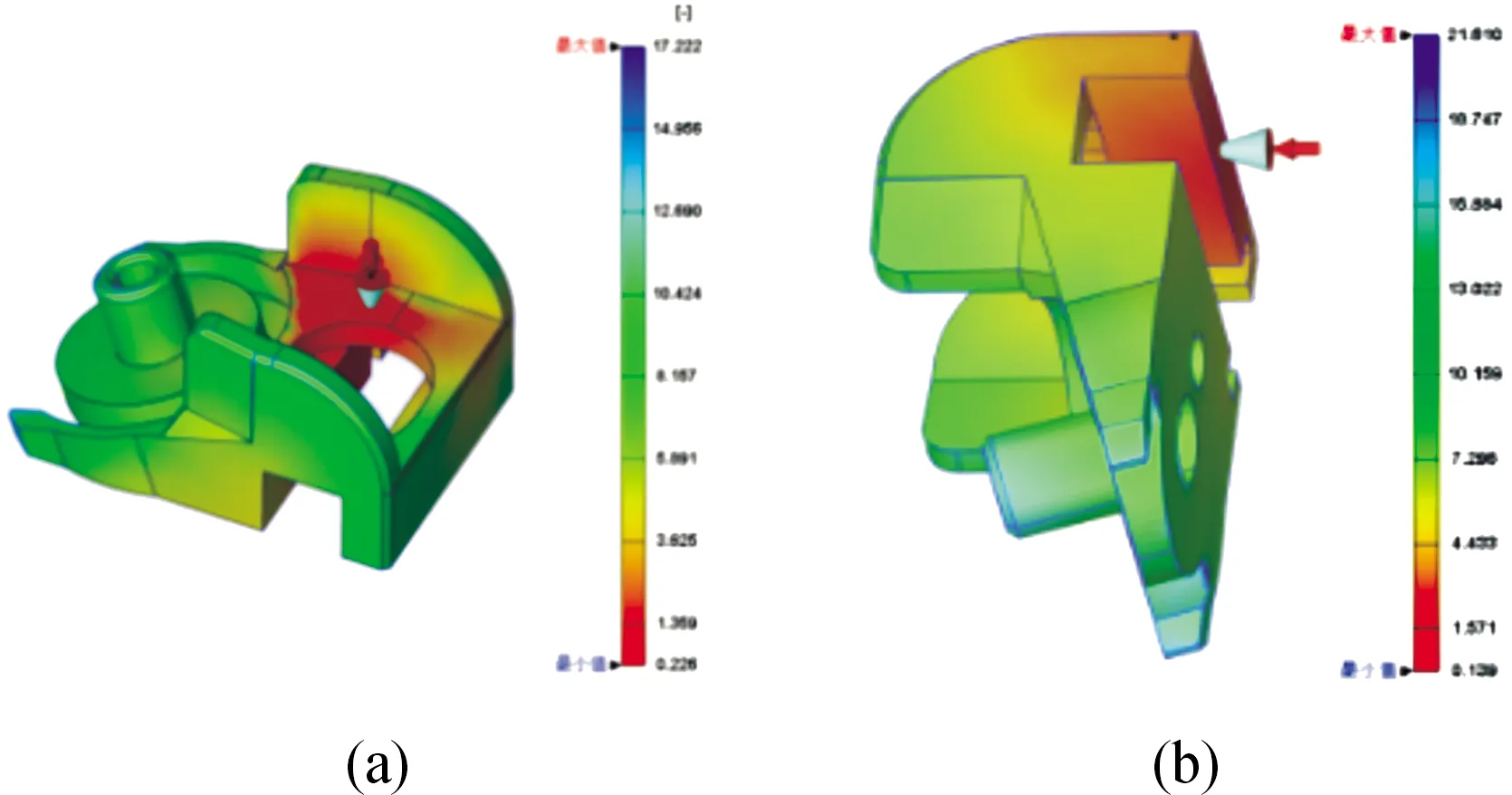
圖5 方案1(a)與方案2(b)澆口位置圖Fig.5 Option 1(a) and Option 2(b)
方案1在注射成形時最大流長比為17.22,喂料同時充滿模具型腔,但該澆口位置在零件表面,影響零件表面質量。方案2的最大流長比為21.61,在該材料的最大流長比33范圍內,澆口位置能夠滿足喂料熔體充滿模具型腔的要求,且澆口位置在零件的底部,在設計時可以采用潛伏式澆口,不會影響零件的表面質量。基于上述2種方案,選擇方案2為最終的澆口位置。
3) 設計冷卻系統
在注射成形工藝中,要對模具進行加熱,獲得無缺陷的注射生坯。隨著生產量的提高,需對模具降溫,確保產品質量結構和尺寸精度。設計冷卻系統原則為:① 冷卻回路數量越多,模具表面冷卻溫度均勻,變形小;② 產品壁厚不均勻,壁厚處應加強冷卻,冷卻通道間隔變小,并且適當靠近型腔。所以設計如圖6所示2種冷卻系統方案,設定冷卻液初始溫度為100 ℃,控制方式為溫度控制。相對應的冷卻效率對比如圖7所示。
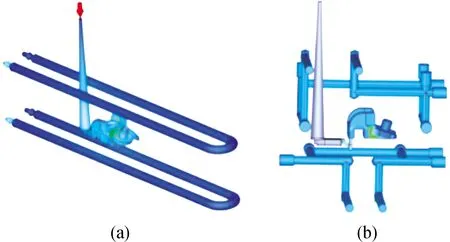
圖6 方案1(a)與方案2(b)冷卻系統圖Fig.6 Cooling water circuit plan 1(a) and plan 2(b)
對比2種冷卻系統和冷卻效率可知,方案(a)為直通水路系統設計,尾部采用軟管連接,從圖7(a)可以看出,模具上下模的冷卻效率差別較大,上模冷卻效率為44.798%,下模冷卻效率為55.200%,其差值為10.402%,模具上下冷卻效果不均勻,成形坯易產生翹曲變形;方案(2)采用回路設計,從圖7(b)可以看出,模具上模冷卻效率為48.195%,下模冷卻效率為51.803%,其差值僅為3.608%,可認為模具上下模冷卻均勻,對成形坯產品尺寸精度幾乎影響。綜上所述,冷卻系統設計選用方案(b)。

圖7 方案(a)與方案(b)冷卻效率圖Fig.7 Cooling efficiency scheme one(a) and scheme two(b)
2.3 結果分析
1) 流動波前分析
流動波前主要用來判斷喂料熔體是否可以充滿模具型腔。通過數值模擬分析,根據模擬方案得到如圖8所示的流動波前結果。方案c喂料熔體當時間為1.043 s時,熔體停止流動,在模腔前段仍存在有未充滿的部分,說明注射壓力太小,無法使熔融狀態的喂料充滿模具型腔。若要想使喂料充滿模具型腔,則需要提高注射壓力。方案(a)、(b)在設定的參數下,均可以順利充滿模具型腔,充滿模具型腔的時間分別為0.457 s、0.369 s時間上相差不大,對兩者進行后續的數值模擬研究。
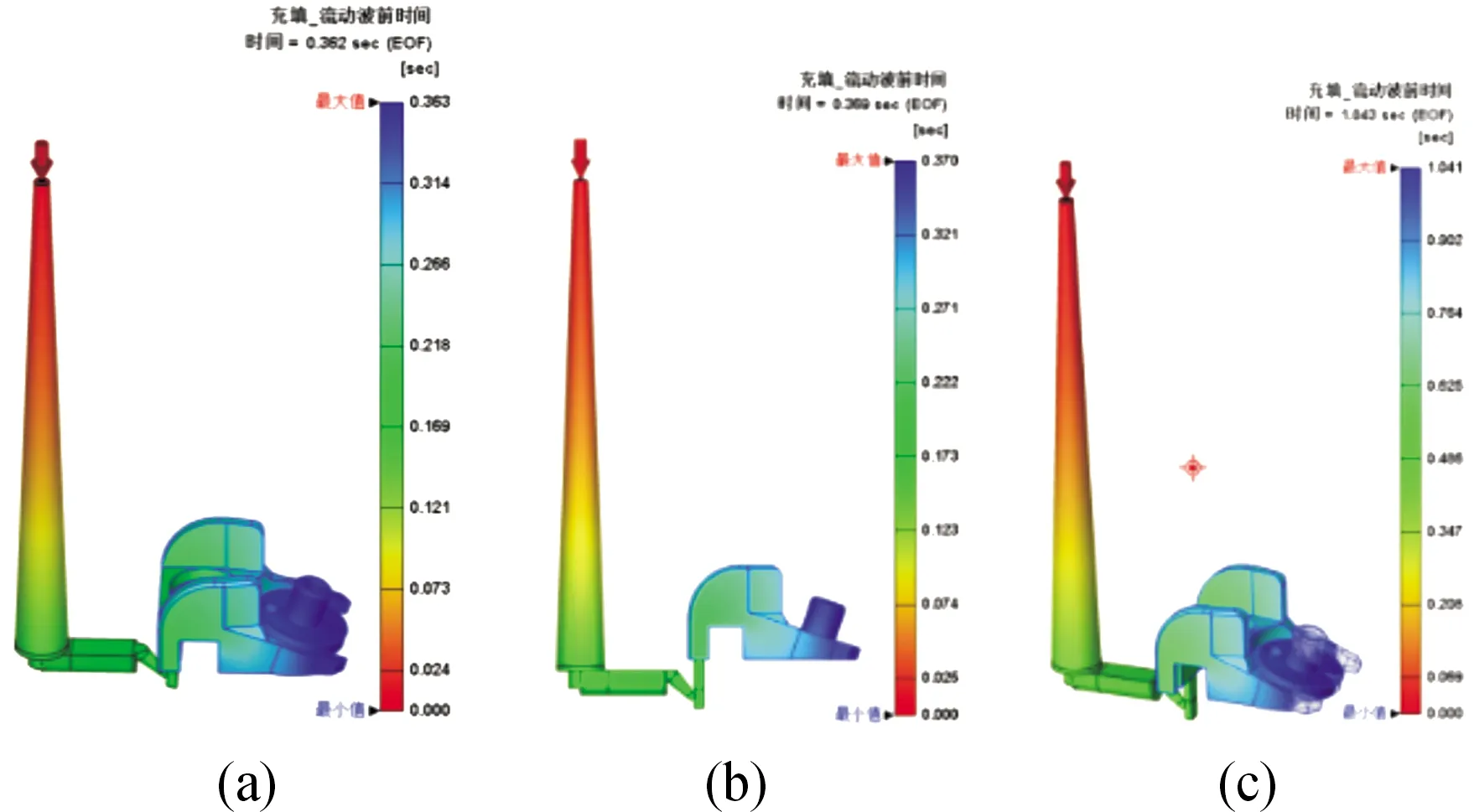
圖8 不同注射參數條件流動波前分析云圖Fig.8 Flow wavefront analysis under different injection parameters
充填時間越短,可以保證產品的致密度和較高精度。充填過程中的壓力分布會影響產品的變形,壓力分布不均勻,存在內應力,產品會發生變形。依據充填-壓力模擬過程如圖9所示,壓力分布均勻,產品無變形。
圖9 充填-壓力過程云圖Fig.9 Backfill-pressure process
2) 翹曲變形分析
翹曲變形與模具溫度差、注射壓力等有關,其中模具上下模溫度差影響效果顯著。模具上下模的溫度差值越大,越可能產生翹曲。翹曲變形是有規律的,翹曲平面往往是向高溫處彎曲。翹曲變形如圖10所示。
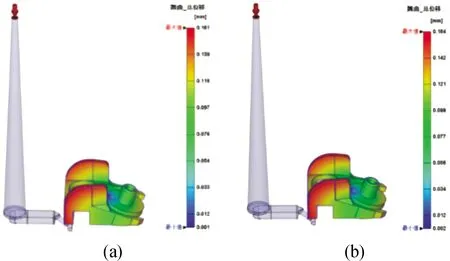
圖10 翹曲變形云圖Fig.10 Warpage deformation analysis
方案(a)、(b)在不同注射參數條件下的翹曲變形依次為0.161 mm、0.164 mm,可見方案(a)比方案(b)翹曲變形小。
圖11為翹曲體積收縮率的云圖,從色階圖中看出,方案(a)、(b)的體積收縮率為1.467%~2.869%、1.490%~2.896%,兩者的結果大體一致,但方案(a)收縮率偏小。

圖11 翹曲-體積收縮率云圖Fig.11 Warpage-volume shrinkage
綜上所述,當注射溫度190 ℃,注射壓力28 MPa,澆口流率20 cc/s時,即選擇方案(a)為注射成形過程數值模擬最優方案。
3 模具設計與制造
模具設計的主要問題就是零件的收縮率,零件在經歷脫脂、燒結工序后會有較大的尺寸變化。金屬粉末注射成形工藝中,零件的尺寸變化由燒結收縮率與燒結后零件的相對密度決定,收縮率與喂料中金屬粉末的裝載量有關,關系式如下:

(1)
式中:為零件的最后密度;為燒結材料的理論密度(<)。
收縮率是尺寸變化量與初始尺寸(圖面)的比值,基于工藝的成形性,獲得圖紙公差范圍內的尺寸。因此,在模具設計時,要對每個型腔的尺寸進行放大,用來補償燒結后尺寸的變化。
設圖紙的尺寸為,初始模具尺寸可通過型腔尺寸的放大系數來表示:
(2)
最后,模具型腔尺寸可以根據圖紙尺寸與模具放大系數來表示:
=
(3)
材料的理論密度進行計算:

(4)
其中:為理論密度;、、、…、為各個元素的密度;、、、…、為各個元素所對應的含量。
經計算可得,金屬粉末密度與粘結劑密度分別為:
=782 g/cm
=137 g/cm
假設燒結后的相對密度為97%,則燒結后的實際密度為7.585 4 g/cm。
由于該喂料的金屬粉末體積裝載量為58%,則材料的收縮率為:

將得到的值代入式(2)可得模具的放大系數為:
3.1 模具設計
在模具設計時,模具材料為Cr12鋼,其質量分數如表3所示。

表3 材料質量分數Table 3 Material chemical composition
1) 設計澆注系統
基于模具DFM分析以及數值模擬的結果,照門座件的澆口位置設定在照門座零件的底面上,澆口類型為含頂針式潛伏式澆口。
2) 設計冷卻系統
經數值模擬分析得出,設計的冷卻系統如圖12所示,可使上下模的冷卻效率基本一致,有效減少成形坯的翹曲變形。
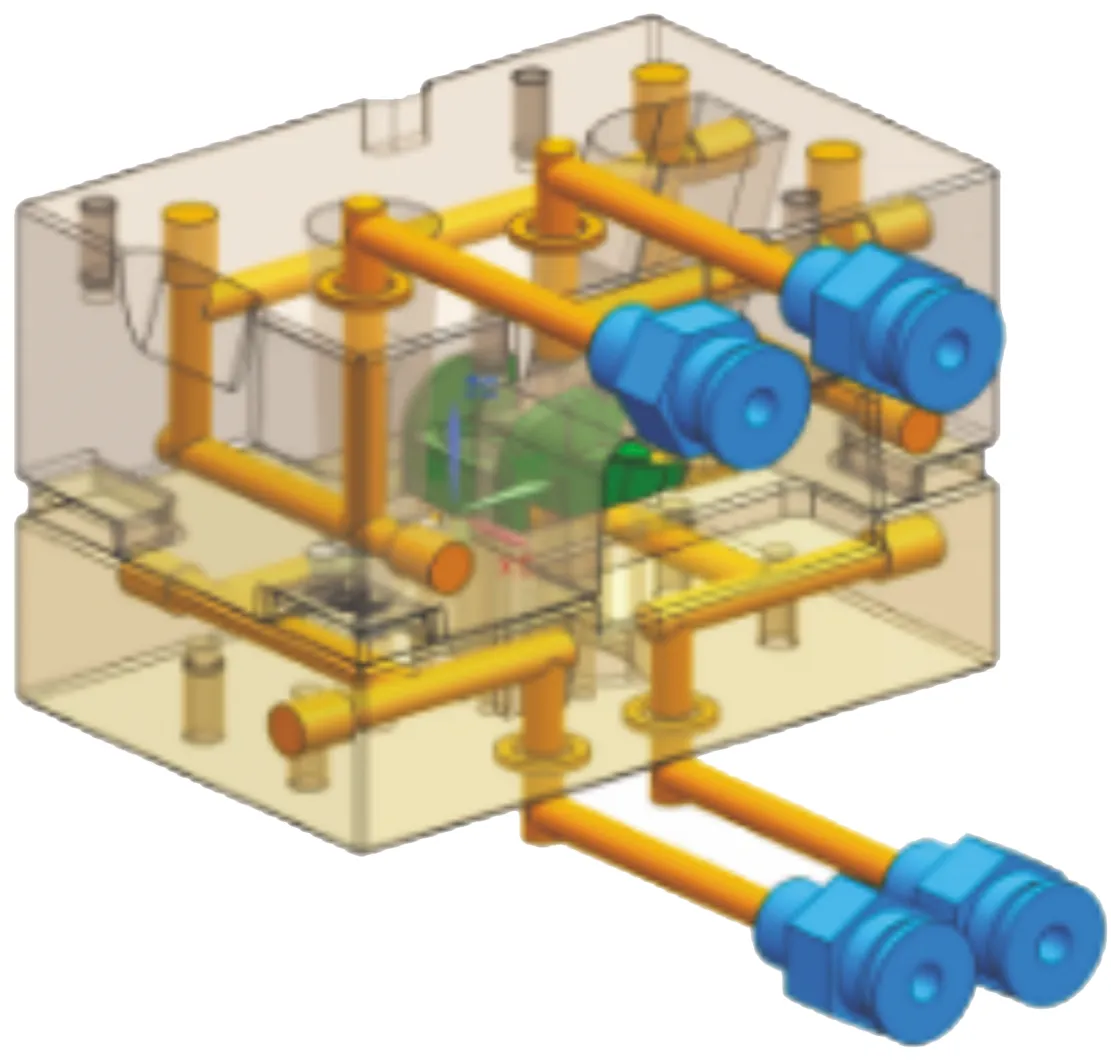
圖12 冷卻系統示意圖Fig.12 Cooling system
3) 模具裝配圖
模具裝配圖如圖13。

圖13 模具裝配圖Fig.13 Mold assembly drawing
3.2 模具制造
喂料熔體在模具型腔表面高速流動會造成磨損,影響模具使用壽命。因此需對模具進行熱處理,提高模具的硬度與耐磨性,延長模具壽命。模具實物圖如圖14。

圖14 模具實物圖Fig.14 Mold physical map
4 試驗研究
1) 注射成形
根據注射成形數值模擬最優結果,在型號為MIM-80的注射成形機上進行試驗,得到無缺陷的成形坯,如圖15所示。

圖15 成形坯示意圖Fig.15 Forming blank
經過測定,得到成形坯質量與密度分別為23.835 g、5.085 g/cm,符合零件生產要求。
2) 脫脂
在型號為STZ- 400L-OA的催化脫脂爐中進行催化脫脂。如圖16所示為成形坯與脫脂坯,脫脂坯與成形坯相比顏色偏灰色,且顏色逐漸向金屬亮色轉變,尺寸上沒有明顯變化。
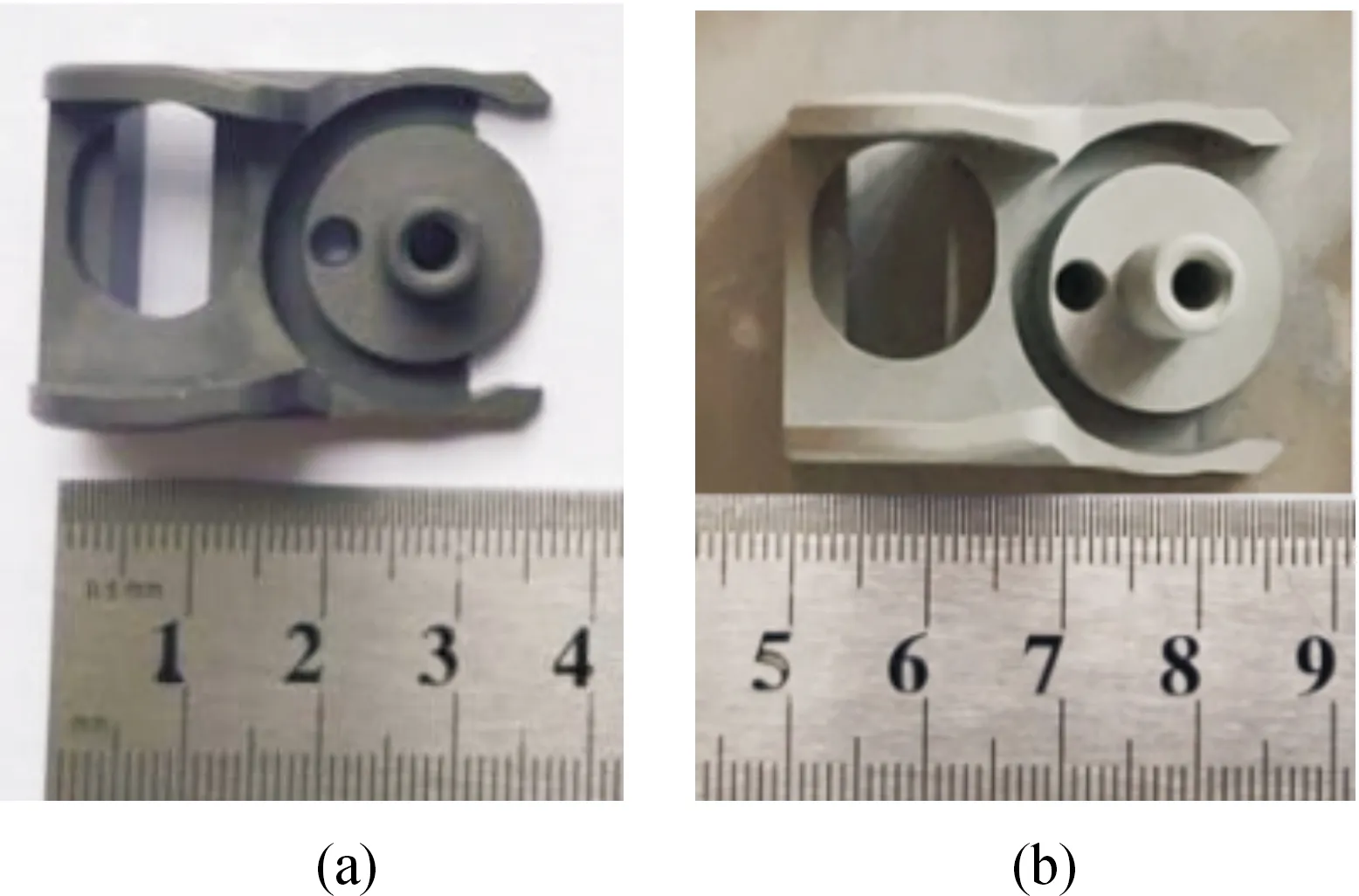
圖16 成形坯(a)與脫脂坯(b)示意圖Fig.16 Forming billet(a) and degreased billet(b)
對脫脂坯以及相應成形坯進行質量測定,測得成形坯質量為23.835 g,相對應的脫脂坯質量為21.813 g,依據脫脂率公式計算脫脂率。
脫脂失重率計算公式為:
(5)
式中:為脫脂率;為照門座成形坯質量(g);為照門座脫脂坯質量(g)。
將計算得到的質量代入式(5)得:

綜上可知,脫脂率達到了8.48%。
3) 燒結
在型號為VM40/40/150的金屬注射成形真空燒結爐中進行燒結,燒結溫度控制在1 290~1 295 ℃,氣氛為真空,真空度為20~30 MPa。燒結產品零件如圖17所示,

圖17 燒結產品零件實物圖Fig.17 Sintered product parts
根據表1,將FeNi0.5Mo中各元素的成分代入式(4)進行計算,得到:=7.82 g/cm,測得照門座零件的實際密度為= 7.58 g/cm。

對產品零件進行性能檢測,硬度達到21~23HRC,產品的尺寸公差達到±0.06%,零件的相對密度為96.9%(≥95%),符合零件生產要求。
5 結論
1) 根據照門座零件的成形性和工藝性要求,在流長比允許的范圍內,確定了零件的澆口位置及澆口類型;利用Moldex 3D軟件對冷卻水路與冷卻效率進行對比分析,確定了冷卻水路設計。
2) 對注射參數(注射溫度、注射壓力、澆口流率)設計對比實驗。利用Moldex 3D軟件對零件的流動波前、翹曲變形的模擬結果進行了對比分析。結果表明,當注射溫度為 190 ℃,注射壓力為28 MPa,澆口流率為20 cc/s時,數值模擬結果最佳。翹曲變形的最大位移為0.161 mm,翹曲變形后的體積收縮率為1.467%~2.869%。
3)試驗研究結果表明,成形坯的質量為23.835 g、密度為5.085 g/cm;脫脂坯無明顯尺寸變化,脫脂率達到8.48%;燒結后的零件硬度達到21~23HRC,偏差達在公差范圍(±0.06%)之內,且相對密度為96.9%(≥95%),符合零件生產質量要求。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
