機器人變拋磨頭拋磨系統搭建及其實驗研究
2022-06-28 09:37:06郝曉偉楊勝強
機械設計與制造 2022年6期
郝曉偉,劉 佳,楊勝強,屈 展
(1.太原理工大學機械與運載工程學院,山西 太原 030024;2.精密加工山西省重點實驗室,山西 太原 030024)
1 引言
復雜曲面類零件在各行各業應用廣泛,由于其型面具有形狀復雜、扭曲、曲率變化大的特點,主要依賴工人手工拋磨加工。采用手工拋磨加工,零件的表面加工質量完全依賴于工人的拋磨加工經驗及其技術水平,極大地影響了拋磨加工效率、零件的形狀精度和表面質量的穩定性。
隨著智能制造技術的快速發展,工業機器人被廣泛應用到了各行各業中,自動化拋磨加工已成為復雜曲面類零件加工的趨勢。為實現機器人自動化拋磨的效果,國內外學者進行了大量的研究。文獻[1]建立了機器人自動化拋磨模型,提出三個基本步驟:
(1)從CAD系統生成工具路徑;(2)建立實時跟蹤工件表面拋磨力的力反饋控制器[2-3];(3)檢測工件表面是否達到精度要求。文獻[4]提出了一種與傳感器信息集成的拋光系統,該系統將聲波發射傳感器用于復雜曲面類零件的拋光中,優化了拋磨系統。文獻[5]通過使用具有6自由度的工業機器人和超聲振動工具來進行自動拋光工作,從實驗結果發現,該系統可有效地拋磨凹槽的角部、側面和底部。
文獻[6]研制了一種自動化模具拋光系統,通過對模具拋光過程中軌跡與拋磨力的控制,極大地提高了零件表面加工質量。文獻[7]開發了一套具有5個自由度的拋光系統,提出一種具有速度補償的滑模控制算法,取得了很好的實驗效果[7]。文獻[8]通過對拋光參數與過程優化研究建立了機器人輔助模具自動拋光智能系統,為曲面零件自動化拋光的研究奠定了基礎。文獻[9]開發了一套機器人輔助砂帶拋磨系統,該系統既繼承了機器人位姿變換的靈敏性,又兼顧了砂帶磨削機加工效率高的特點,比傳統磨床更具有柔性,能適應多品種、小批量的現代生產模式。文獻[10]設計了基于力控制的曲面零件自動化拋磨加工系統,取得了很好的恒力拋磨效果,提高了零件的表面加工質量。
目前,在復雜曲面類零件拋磨加工過程中,由于復雜曲面類零件的結構復雜性,機器人拋磨加工經常出現零件表面加工盲區,難以實現一次性、完整性拋磨加工的問題。針對上述問題,自主設計搭建了基于工業機器人的變拋磨頭復雜曲面拋磨系統,通過在線更換不同形狀和尺寸大小的拋磨頭,完成對復雜曲面類零件的一次性、完整性加工;并構建了拋磨平臺與工業機器人之間的柔順聯動控制策略,使拋磨平臺與工業機器人配合進行拋磨加工時無干涉和碰撞發生。
2 拋磨系統搭建
2.1 拋磨系統規劃
針對復雜曲面類零件拋磨加工過程中存在加工盲區,難以實現一次性、完整性拋磨加工的問題,設計搭建了基于工業機器人的變拋磨頭復雜曲面拋磨系統,該系統主要由傳感器、控制模塊和執行機構組成。傳感器用于檢測拋磨加工過程中拋磨力的大小并通過信號放大器和測力模塊轉化為上位機可以識別的信息,為實現機器人柔順拋磨奠定基礎;控制模塊包括PC機、機器人控制柜和PLC主機,PC機作為信號處理的核心載體,PLC主機控制拋磨平臺的自動換頭,機器人控制柜用于控制機器人的運動;執行機構包括工業機器人、氣源供應裝置和拋磨平臺,工業機器人夾持工件進行拋磨軌跡的進給和加工姿態變換,氣源供應裝置為拋磨平臺換頭和拋磨頭旋轉提供動力,拋磨平臺用于拋磨頭的轉換和工件的加工。拋磨系統硬件結構,如圖1所示。

圖1 拋磨系統硬件結構Fig.1 Hardware Structure of Polishing System
2.2 拋磨平臺設計
拋磨平臺主要由氣動分度盤、氣動馬達、拋磨頭、氣體換向閥等組成,分為4個轉換工位,分別裝有4個不同型號和尺寸的拋磨頭,用于加工復雜曲面類零件的不同曲率大小區域時進行換拋磨頭拋磨。氣動分度盤通過氣缸帶動齒輪齒條機構完成分度盤的分度,采用4分度氣動分度盤,每一次分度盤面轉過90°,轉動完成后通過棘輪棘爪機構進行自鎖,完成拋磨頭的一次轉換。氣動馬達通過三爪夾頭夾持拋磨頭,為拋磨頭的旋轉提供動力。氣動馬達參數,如表1所示。拋磨平臺爆炸視圖,如圖2所示。

表1 氣動馬達參數Tab.1 Air Motor Parameters

圖2 拋磨平臺爆炸視圖Fig.2 Explosion View of Polishing Platform
2.3 拋磨平臺靜力學分析
為驗證平臺結構設計的合理性,對拋磨平臺進行了靜力學分析。利用SOLIDWORKS 軟件對拋磨平臺進行了簡化處理。其中,分度盤底座材料為灰鑄鐵HT200,彈性模量120GPa,泊松比0.25,密度7800kg/cm3;轉盤和三爪夾頭材料為45#鋼,彈性模量210GPa,泊松比0.269,密度7890kg/cm3;氣動馬達外殼和支架材料為鋁合金6061,彈性模量68.9GPa,泊松比0.33,密度2800kg/cm3。將SOLIDWORKS建立的拋磨平臺簡化模型轉換為x—t格式導入ANSYS16.0的Workbench 插件中對拋磨平臺進行靜力學分析,并利用ANSYS的自由網格劃分功能對模型進行劃分,共劃分單元11541 個,節點25470 個。經過ANSYS Workbench計算后得到其應變和應力圖。拋磨平臺簡化模型,如圖3所示。拋磨平臺網格劃分結果,如圖4所示。拋磨平臺應變圖,如圖5所示。拋磨平臺應力圖,如圖6所示。

圖3 拋磨平臺簡化模型Fig.3 Simplified Model of Polishing Platform

圖4 網格劃分結果Fig.4 Meshing Results
由圖5和圖6可知,拋磨平臺最大應變和應力均發生在氣動馬達末端,最大應變為1.145e-5 MM,最大應力為1.0019MPa,均在符合要求的范圍內,因此拋磨平臺結構強度滿足設計要求。

圖5 拋磨平臺應變圖Fig.5 Strain Diagram of Polishing Platform

圖6 拋磨平臺應力圖Fig.6 Stress Diagram of Polishing Platform
2.4 拋磨平臺模態分析
拋磨平臺加工過程中,振動會對拋磨平臺的工作性能和平臺結構造成比較嚴重的影響,為此對拋磨平臺進行了模態分析。利用ANSYS Workbench 求解后得到拋磨平臺前十階固有頻率,頻率在(448.93~660.07)Hz之間不等并依次遞增。拋磨平臺的振動主要由氣動馬達高速旋轉引起,而氣動馬達的工作頻率一般在50Hz以下,遠低于拋磨平臺共振頻率,因此可以避免拋磨平臺共振現象的發生。各階固有頻率,如圖7所示。
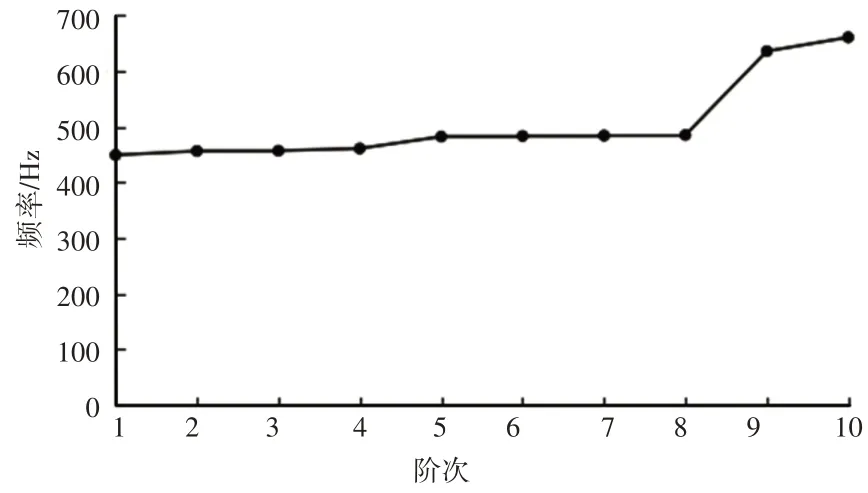
圖7 各階固有頻率Fig.7 Natural Frequency
2.5 拋磨平臺控制方案
選用西門子S7—200 PLC主機、4V210二位五通電磁閥、一進四出氣體換向閥等組成拋磨平臺控制系統的硬件結構。通過PLC程序控制電磁閥的換向從而控制氣缸的前進與退回,氣缸完成一次前進與退回操作,分度盤實現一次分度。通過一個一進四出的氣體換向閥控制氣動馬達的運轉與停止,分度盤運轉時帶動換向閥的換向,從而實現4個工位氣動馬達的控制。在不需要轉換拋磨頭時,NPN型三極管VT的基極無信號輸入,其處于截止狀態,繼電器J和電磁閥皆不工作。當需要轉換拋磨頭時,PLC輸出一個控制信號,VT 飽和導通,繼電器J得電工作,其常開觸點閉合,電磁閥電源接通開始工作,直至PLC控制信號消失,VT截止,電磁閥停止工作,電磁閥工作一次分度盤完成一次分度。其中LED 為指示燈,顯示電磁閥的工作狀態。PLC 控制電磁閥電路圖,如圖8所示。

圖8 PLC控制電磁閥電路圖Fig.8 PLC Control Solenoid Valve Circuit Diagram
2.6 測力模塊
測力模塊是傳感器與計算機之間信號轉換的重要模塊,這里選用OT—EP01—4力值測量模塊是一款采用高速高性能ARM處理器的測力儀器。本模塊可方便地與4路獨立應變電阻式測力傳感器組成連續、非連續測力系統,適用于各種高速度與高精度測力要求的工控場合。傳感器與測力模塊之間通過三通道信號線通訊,測力模塊與計算機之間采用以太網LAN通訊。在信號處理上該測力模塊采用低噪聲完整模擬前端,使用24位高速度高精度AD 轉換芯片,確保精準測量(可檢測μV級別電壓變化)。測力模塊主要參數,如表2所示。

表2 測力模塊主要參數Tab.2 Force Measurement Module Main Parameters
2.7 傳感器與上位機之間的通訊
傳感器安裝在機器人末端法蘭與夾具中間,用以實時檢測機器人拋磨過程中拋磨力的大小,并通過測力模塊轉換為二進制信息傳輸給上位機軟件,通過上位機軟件讀取數據,將數據實時傳輸給拋磨力控制算法程序對機器人拋磨姿態作出調整。
CL-TR2型傳感器提供了RS232、RS485、USB和以太網四種通訊方式,由于以太網通訊方式較為簡單且傳輸速率快,所以選取以太網通訊方式,采用UDP(User Datagram Protocol)通信協議,UDP通信協議在數據傳輸過程中延遲小、數據傳輸效率高,在全雙工和半雙工自適應數據傳送方式下分別可以達到10M和100M的傳輸速度。上位機軟件界面,如圖9所示。

圖9 上位機軟件界面Fig.9 PC Software Interface
3 柔順聯動控制策略
為實現變拋磨輪拋磨平臺與工業機器人間的柔順配合,在切線方向上采用軌跡控制,法線方向采用阻抗控制來調整工業機器人位置。阻抗控制的基本思想是通過軌跡跟蹤控制位置,通過調節機械臂的機械阻抗調整接觸力[11]。機械阻抗被定義為機械臂與環境的相互作用力與末端運動之間的比值,工業機器人阻抗控制方程為:

式中:M—工業機器人的等效質量;B—阻尼;K—彈簧的剛度;e—工件末端實際位置與拋磨工具加工點位置的誤差;Fe—力傳感器測得的工件與拋磨工具的實際接觸力;Fd—工件與拋磨工具的期望接觸力。
采取工業機器人夾持工件的方式進行拋磨加工,其中工業機器人與拋磨平臺之間的柔順聯動控制策略分為工件與拋磨工具未接觸、工件與拋磨工具接觸兩種情況。
3.1 工件與拋磨工具未接觸
工業機器人所夾持的工件與拋磨工具未接觸時,等效于質量—阻尼—彈簧系統。工件與拋磨工具未接觸時數學模型,如圖10所示。

圖10 工件與拋磨工具未接觸Fig.10 The Workpiece is not in Contact with the Grinding Tool
其阻抗控制數學模型為:

經積分變換后得到工業機器人位置修正量為:

式中:e—工件與拋磨工具加工點間的位置偏差;Xe—工業機器人所夾持的工件末端位置;X—拋磨工具加工點位置。
通過調整彈簧剛度K來控制工業機器人向拋磨平臺移動的速度。
3.2 工件與拋磨工具接觸
當機器人夾持的工件與拋磨平臺相互作用產生作用力時,為了實現穩定拋磨的效果,令Fd=Fe,此時剛度系數K=0。工件與拋磨工具接觸時數學模型,如圖11所示。
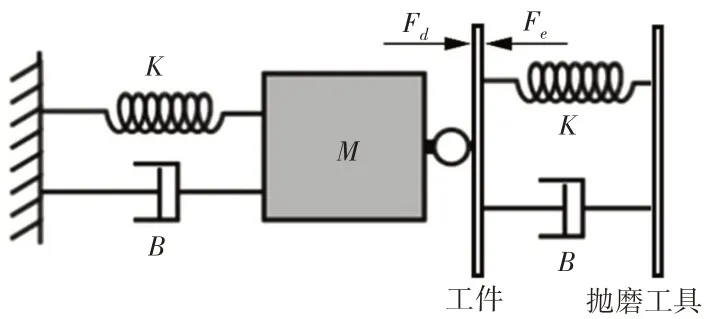
圖11 工件與拋磨工具接觸Fig.11 Work Piece is in Contact with the Grinding Tool
其阻抗控制數學模型為[12]:

經積分變換后得到工業機器人法向拋磨位置修正量為:

3.3 工業機器人位置修正
由于采用機器人夾持工件的方式進行拋磨加工,拋磨平臺的位置固定,因此在機器人與拋磨平臺柔順聯動控制時,主要通過調整機器人末端與拋磨平臺接觸法線方向的位置修正量ΔX來達到拋磨平臺與工業機器人之間的柔順配合效果,機器人修正后的位置為:

4 實驗驗證
4.1 拋磨平臺定位精度檢測
拋磨平臺的加工精度由拋磨頭與工件之間的相對位置決定,其影響因素很多,而拋磨平臺的動態誤差是影響加工精度的主要因素[13]。因此,利用激光干涉儀對拋磨平臺分別進行了定位精度和重復定位精度檢測。將定位點設定在四個拋磨頭末端,測量行程360°,定位間隔90°,經實驗測量誤差極小,滿足加工要求。定位精度檢測結果,如圖12所示。

圖12 定位精度檢測結果Fig.12 Positioning Accuracy Test Results
4.2 拋磨平臺軸跳動檢測
拋磨平臺的回轉誤差是影響拋磨加工精度的重要因素之一,它直接影響著拋磨平臺在理想加工條件下所能達到的最小形狀誤差和被加工表面的幾何形狀精度,回轉誤差可以分解為三種基本形式:純徑向跳動、純軸向竄動和純角度擺動,其中拋磨平臺的純徑向跳動是主要影響因素之一[14]。
因此,對拋磨平臺所安裝的四個拋磨頭軸徑進行了純徑向跳動檢測,將百分表固定在適當位置,使測頭垂直接觸在被測軸頸的表面。經檢測,四個拋磨頭軸頸的徑向跳動誤差分別為:0.008MM、0.011MM、0.009MM、0.012MM,拋磨平臺最大允許誤差為0.015MM,滿足設計要求。拋磨頭軸徑徑向跳動檢測示意圖,如圖13所示。

圖13 徑向跳動檢測示意圖Fig.13 Radial Runout Detection Diagram
4.3 拋磨加工實驗
為驗證拋磨平臺的工作性能以及拋磨平臺與工業機器人之間的柔順配合,選用典型復雜曲面類零件—航空發動機葉片進行拋磨加工實驗。葉片材料選用GH4169鎳基高溫合金作為被磨材料,拋磨頭選用600 目百葉磨頭,拋磨頭直徑分別為8mm、10mm、12mm、15mm,分別加工葉片不同曲率大小區域,該拋磨頭具有尺寸小、沖擊力大和韌性好等優點,適用于金屬表面拋光。拋磨葉片時,保持拋磨頭轉速1300rpm,工件進給速度8.2mm/s。加工過程中沒有干涉和碰撞發生,加工后葉片表面未發現加工盲區和接刀痕的存在,說明所設計的變拋磨頭拋磨平臺可以很好地解決復雜曲面類零件拋磨加工過程中存在加工盲區的問題,且驗證了工業機器人與拋磨平臺之間柔順配合策略的正確性。拋磨加工實驗圖,如圖14所示;葉片加工前后對比圖,如圖15所示。

圖14 拋磨加工實驗圖Fig.14 Grinding Experiment Chart

圖15 葉片加工前后對比圖Fig.15 Comparison Chart Before and After Blade Processing
5 結論
針對復雜曲面類零件拋磨加工過程中存在加工盲區,難以實現一次性、完整性拋磨加工的問題,自主設計搭建了基于工業機器人的變拋磨頭復雜曲面拋磨系統,并進行了拋磨平臺的靜力學分析和模態分析,驗證了拋磨平臺結構設計的合理性,完成了拋磨平臺控制系統的設計并達到了良好的控制響應效果。
基于機器人自適應變阻抗力控技術,構建了拋磨平臺與工業機器人之間的柔順聯動控制策略。經實驗研究,驗證了拋磨平臺的加工性能以及柔順配合策略的正確性。
