小角度焊縫在海洋工程中的應(yīng)用及要點(diǎn)控制
2022-05-30 04:37:14叢軍,李軍
機(jī)械制造文摘·焊接分冊 2022年3期
關(guān)鍵詞:應(yīng)用
叢軍,李軍

摘要: 小角度焊縫在海洋工程焊接中廣泛存在,尤其常見于管材結(jié)構(gòu)的TKY節(jié)點(diǎn),因其特殊性和現(xiàn)場執(zhí)行過程中存在差異,對于任何環(huán)節(jié)和細(xì)節(jié)的疏忽或不重視都有可能造成嚴(yán)重的事故隱患,如何正確嚴(yán)格執(zhí)行小角度焊接工藝也勢在必行。文中簡介了小角度焊縫的應(yīng)用范圍,從焊接工藝評定、焊工資質(zhì)和初始坡口寬度及完工焊縫3個(gè)方面探討了執(zhí)行規(guī)范時(shí)的關(guān)注點(diǎn)。隨后介紹了現(xiàn)場施工和檢驗(yàn)時(shí)的關(guān)注重點(diǎn)。該文內(nèi)容對于相關(guān)工作的開展有借鑒意義。
關(guān)鍵詞: 小角度焊縫;海洋工程;應(yīng)用;要點(diǎn)控制
中圖分類號: TG 442
Application and key points control of small angle welds in ocean engineering
Cong Jun1, Li Jun2
(1. Shengli Petroleum Administration Bureau, Dongying 257000, Shandong, China;
2. Qingdao Branch of China Classification Society, Qingdao 266000, Shandong, China)
Abstract: Small angle welds are widely used in ocean engineering welding, especially in TKY joints of pipe structure. Due to its particularity and differences in field execution, negligence or neglect of any link and details may cause serious accident potential, so how to correctly and strictly implement the small angle welding process is also imperative. Application range of small angle weld was introduced in this paper. Focus on implementation of the specification was discussed from three aspects of welding procedure qualification, welder qualification and initial groove width and finished weld. Then, key points of field construction and inspection were introduced. The content of this paper supplied a reference for the development of related work.
Key words:? ?small angle welds; ocean engineering; application; key points control
0前言
小角度焊縫在海洋工程管材結(jié)構(gòu)的TKY節(jié)點(diǎn)中廣泛存在,幾乎每根斜拉筋的焊縫都會存在不同數(shù)量的小角度焊縫[1]。在海洋平臺建造過程中,尤其是固定平臺的導(dǎo)管架及上部組塊結(jié)構(gòu)設(shè)計(jì)中,小角度焊縫及其焊接不可避免。管材結(jié)構(gòu)的TKY節(jié)點(diǎn)焊縫對整個(gè)海洋工程結(jié)構(gòu)極其重要,而小角度焊縫是其中的薄弱環(huán)節(jié),也是極易忽視的部位[2]。目前對小角度焊縫及其焊接,國內(nèi)主要采用AWS D1.1/1.1W: 2010[3]等相關(guān)規(guī)范,但因小角度往往只存在于完整焊縫中的某一段,使得作業(yè)者和檢驗(yàn)者在對其執(zhí)行過程中往往容易對其忽視;加上其在執(zhí)行過程中的復(fù)雜性和大家對規(guī)范理解的片面性,也導(dǎo)致目前各場地對小角度焊縫的執(zhí)行很不規(guī)范。隨著中國海洋工程逐步走向深水,各種技術(shù)挑戰(zhàn)隨之而來,保持良好的質(zhì)量體系和任何環(huán)節(jié)及細(xì)節(jié)的規(guī)范施工,對項(xiàng)目質(zhì)量及安全至關(guān)重要。
針對日常容易被忽視的小角度焊接問題,需要引起足夠的重視。有必要對其規(guī)范認(rèn)識、技術(shù)要求、關(guān)鍵點(diǎn)控制等方面進(jìn)行分析描述,以期加深大家對小角度焊接工藝的全面了解,同時(shí)也達(dá)到相互學(xué)習(xí)、交流和提高的目的。
1小角度焊縫簡介
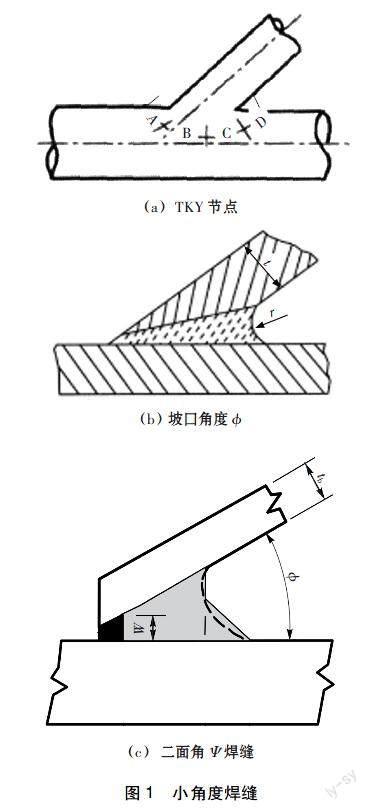
目前,國內(nèi)海洋工程鋼結(jié)構(gòu)焊接中針對小角度焊縫的執(zhí)行過程,主要依據(jù)AWS D1.1/1.1M規(guī)范相關(guān)條款要求。其主要針對管材結(jié)構(gòu)TKY節(jié)點(diǎn)(見圖1a)中二面角Ψ<30°或坡口角度<30°的全熔透焊縫(以下簡稱CJP)。目前大家對二面角Ψ<30°的CJP焊縫視為小角度焊縫普遍認(rèn)同,對于坡口角度<30°的CJP焊縫缺乏認(rèn)識,現(xiàn)場應(yīng)用時(shí)應(yīng)予以關(guān)注。二面角Ψ焊縫通常由2個(gè)桿件的外壁組合而成,如圖1c[3]所示;坡口角度如圖1b[3]所示。另外,規(guī)范指出:除了管材結(jié)構(gòu),在傳遞施加力方面,嚴(yán)禁將熔敷坡口角度<30°的焊縫作為有效焊縫。
2小角度焊縫應(yīng)用范圍
小角度焊縫主要針對管狀結(jié)構(gòu),在海洋工程中則常見于導(dǎo)管架及上部組塊的管狀結(jié)構(gòu),尤其是TKY節(jié)點(diǎn)處。在海上固定平臺建造時(shí),平臺主結(jié)構(gòu)多數(shù)采用TKY節(jié)點(diǎn)形式的鋼制管材結(jié)構(gòu),其連接方式以焊接為主。這種結(jié)構(gòu)形式,二面角Ψ形式的小角度焊縫類型出現(xiàn)的概率較低,一般常出現(xiàn)在南海區(qū)域作業(yè)水深較大的導(dǎo)管架和組塊結(jié)構(gòu)上,對于水深較淺的渤海灣海域較為少見;但坡口角度<30°的焊縫類型,不論深水和淺水區(qū)域,其出現(xiàn)的概率都較大。如圖1a示,當(dāng)二面角Ψ<30°時(shí),小角度焊縫主要集中在TKY節(jié)點(diǎn)的D區(qū);而當(dāng)導(dǎo)管架和上部組塊斜拉筋二面角Ψ<45°時(shí),C區(qū)和D區(qū)則有可能會出現(xiàn)坡口角度<30°的小角度焊縫。
二面角Ψ形成的小角度數(shù)量較少,而由坡口角度產(chǎn)生的小角度幾乎在每個(gè)導(dǎo)管架和上部組塊中都會存在。因之前大家對于小角度焊縫的理解,多停留在二面角Ψ結(jié)構(gòu)形式上;對坡口角度<30°的焊縫容易被忽視且通常不認(rèn)為是小角度,導(dǎo)致很多節(jié)點(diǎn)焊接未按照規(guī)范要求執(zhí)行,現(xiàn)場應(yīng)用時(shí)應(yīng)引起足夠關(guān)注。
3執(zhí)行規(guī)范時(shí)的關(guān)注點(diǎn)
從規(guī)范角度,小角度焊接需要關(guān)注如下方面:①焊接工藝評定制作;②焊工資質(zhì)認(rèn)可;③初始坡口寬度W及完工焊縫tw。
3.1焊接工藝評定制作
現(xiàn)場執(zhí)行的CJP管材結(jié)構(gòu)坡口焊縫,當(dāng)其焊接工藝規(guī)程不符合免除評定條件的要求時(shí),對無襯墊且僅從一面焊接的二面角Ψ<30°或坡口角度<30°的TKY節(jié)點(diǎn)必須按照如下要求進(jìn)行重新評定焊接工藝:①在TKY焊評試件的基礎(chǔ)上,需額外再制備1個(gè)最大坡口深度和最小坡口角度的組合接頭,或制作1個(gè)按照實(shí)際使用的坡口基本參數(shù)模型的接頭;②該接頭施焊位置應(yīng)為立焊位置;③該試樣需截取3個(gè)宏觀腐蝕斷面。
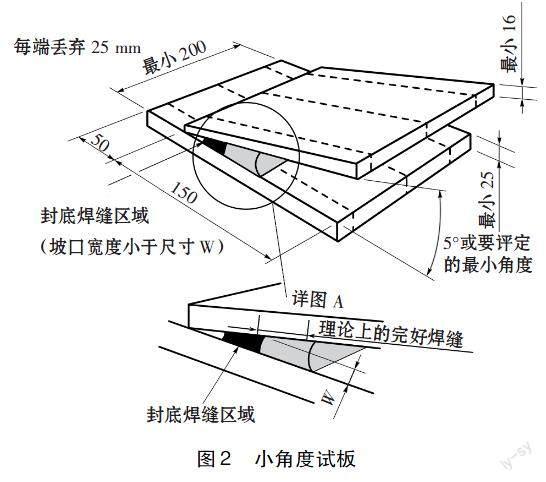
對于試樣,應(yīng)選取同材質(zhì)或能被覆蓋到的材料。其制作要求如圖2[3]所示:①母板長寬至少200 mm× 200 mm,板厚不小于25 mm;②支板長寬至少200 mm×150 mm,板厚不小于16 mm;③母板與支板之間二面角Ψ至少應(yīng)為15°或需要評定構(gòu)建的最小角度;④試件制作時(shí),其裝配間隙或根部間隙不予以考慮,可零件間隙裝配。宏觀腐蝕斷面切取3個(gè),其外觀檢驗(yàn)及測試應(yīng)滿足如下要求:①無裂紋;②焊縫金屬中相鄰的各層之間和焊縫金屬和母材之間完全熔合:③焊縫剖面外形及咬邊應(yīng)滿足AWS D1.1/1.1M規(guī)范的目檢合格判據(jù);④對不小于1 mm的氣孔,累計(jì)嚴(yán)禁超過6 mm;⑤對于無聚集的夾渣,其最大尺寸總和嚴(yán)禁超過6 mm;⑥維氏硬度測試,硬度值不超過325 HV10。另外,焊接后宏觀腐蝕斷面評判時(shí),其根部起始點(diǎn)的判斷將依據(jù)不同焊接方法的初始坡口寬度W進(jìn)行確認(rèn);初始坡口寬度W之前的封底焊縫區(qū)域不作為有效焊縫,其中產(chǎn)生的缺陷將不予以考慮;完工焊縫tw(即理論上的完好焊縫長度)位置如圖2中詳圖A示。
3.2焊工資質(zhì)
對于小角度焊接,焊工資質(zhì)需要單獨(dú)評定認(rèn)可,即執(zhí)行小角度焊接的焊工在取得6GR的TKY節(jié)點(diǎn)焊工資質(zhì)外,還應(yīng)單獨(dú)再取得小角度的焊工資質(zhì)。6GR焊工試驗(yàn)文中不再贅述,重點(diǎn)對小角度的焊工考試及試驗(yàn)進(jìn)行描述。小角度焊縫焊工考試時(shí),須滿足如下要求:①不論二面角Ψ<30°或坡口角度<30°的情況,均按照圖2所示進(jìn)行試件制作;②焊接時(shí)取立焊位置;③宏觀腐蝕斷面的截取及評判均按照如上3.1章節(jié)要求執(zhí)行。
3.3初始坡口寬度W及完工焊縫tw
焊接方法和坡口或二面角Ψ不同時(shí),初始坡口寬度W要求也不同,詳見表1。該表適用于當(dāng)二面角Ψ在30°~75°之間、坡口角度<30°的情況,或二面角Ψ<30°的情況。初始坡口寬度W用于計(jì)算完工焊縫tw的起點(diǎn),起點(diǎn)之前的封底焊縫區(qū)域不作為有效焊縫,其產(chǎn)生的任何焊接缺陷不作為完工焊縫tw的判據(jù)。
當(dāng)二面角Ψ在30°~75°之間且坡口角度<30°時(shí),其完工焊縫長度要求:tb/sin Ψ≤tw≤1.75tb(tb為支管壁厚),這時(shí)焊縫坡口可能會出現(xiàn)坡口角度和二面角Ψ的組合形式,如圖3[3]所示,但無論如何,需要保持完工焊縫的最小長度tw;當(dāng)二面角Ψ<30°時(shí),完工焊縫tw≥2tb。
4現(xiàn)場要點(diǎn)控制
對于小角度焊縫,現(xiàn)場施工和檢驗(yàn)時(shí)應(yīng)重點(diǎn)關(guān)注如下方面:①確認(rèn)涉及小角度的焊接工藝規(guī)程是否得到批準(zhǔn)且其各項(xiàng)參數(shù)是否符合項(xiàng)目要求;②確認(rèn)焊工除了取得6GR焊工資質(zhì)外,是否還取得小角度焊接資質(zhì),且其資質(zhì)范圍是否符合本項(xiàng)目施工需要;③確認(rèn)焊接前是否已做好有效焊縫測量點(diǎn)的標(biāo)識及確認(rèn)工作。初始坡口寬度W位置是完工焊縫tw長度的計(jì)算長度起始點(diǎn),焊接前,裝配人員需要依據(jù)該點(diǎn)計(jì)算出標(biāo)識處完工焊縫tw的長度。為方便焊后測量,通常測量長度從初始坡口寬度W位置點(diǎn)起,通常量取2tb+100 mm的長度作為未來檢驗(yàn)時(shí)反算焊縫長度的依據(jù)。為防止丟失,要求該點(diǎn)進(jìn)行永久標(biāo)記,同時(shí)要求現(xiàn)場檢驗(yàn)人員在焊接前對標(biāo)記需進(jìn)行見證和確認(rèn);④ 3.3章節(jié)提到的初始坡口寬度W及完工焊縫tw適用于焊接工藝評定的制作、焊工資質(zhì)的認(rèn)可及現(xiàn)場施工和監(jiān)控;⑤完工焊縫tw在確保長度的基礎(chǔ)上,還應(yīng)注意改善焊縫的剖面形狀,滿足最小剖面形狀的要求,完工焊縫tw表面最小半徑值應(yīng)不小于支管壁厚tb的1/2;⑥在確定初始坡口寬度W時(shí)應(yīng)關(guān)注打底時(shí)的焊接方法;⑦對于二面角焊縫,需要關(guān)注支管端部的內(nèi)部削斜。
5結(jié)束語
小角度焊縫不可避免,其焊接過程也是極容易被忽視的環(huán)節(jié),需要引起高度重視。隨著中國海洋工程逐步走向深水,各個(gè)環(huán)節(jié)都應(yīng)確保施工質(zhì)量的精益求精,否則會對建造項(xiàng)目帶來極大的安全隱患。如何正確嚴(yán)格執(zhí)行小角度焊接工藝也勢在必行。該文內(nèi)容對于相關(guān)工作的開展有借鑒意義。參考文獻(xiàn)
[1]孫志廣. 海洋石油工程固定式導(dǎo)管架平臺TKY節(jié)點(diǎn)的焊接[J]. 焊接, 2017(5): 27-31.
[2]陸銘慧, 程俊, 邵紅亮, 等. 計(jì)算機(jī)輔助在TKY管節(jié)點(diǎn)焊縫超聲相控陣檢測中的應(yīng)用[J]. 焊接學(xué)報(bào), 2012, 33(4): 45-48.
[3]American Welding Society (AWS) D1 Committee on Structural Welding. Structural welding code—steel: AWS D1.1/D1.1M: 2010 [S]. Miami, USA: American Welding Society, 2010.
收稿日期: 2022-04-10
叢軍簡介: 碩士, 高級工程師; 主要從事海洋安全管理、檢驗(yàn)檢測等方面的工作;congjun391.slyt@sinopec.com。
猜你喜歡
科技視界(2016年21期)2016-10-17 19:54:47
科技視界(2016年21期)2016-10-17 19:54:05
科技視界(2016年21期)2016-10-17 18:46:46
科技視界(2016年21期)2016-10-17 18:37:58
科技視界(2016年21期)2016-10-17 18:28:05
考試周刊(2016年76期)2016-10-09 08:45:44
大學(xué)教育(2016年9期)2016-10-09 08:28:55
科技視界(2016年20期)2016-09-29 14:22:00
科技視界(2016年20期)2016-09-29 12:03:12
科技視界(2016年20期)2016-09-29 11:47:01
