鎳基合金SB-444 N06625 Gr.2焊接工藝及接頭性能
2022-05-30 04:05:36李戰斌,徐兵,徐祥久,閆國斌
機械制造文摘·焊接分冊 2022年3期
關鍵詞:焊接工藝
李戰斌,徐兵,徐祥久,閆國斌

摘要: 固溶退火態的鎳基合金SB-444 N06625 Gr.2鋼管在焊接過程中存在較高的熱裂紋敏感性,對熱輸入控制、焊工操作技能有較高的要求。根據鎳基合金SB-444 N06625 Gr.2材質的焊接特性,制定焊接工藝評定方案,獲得了無損檢驗合格的焊接接頭。對焊接接頭的力學性能、耐晶間腐蝕性能及微觀組織進行了試驗和分析。試驗結果表明,采用該焊接工藝方案可以獲得優質的焊接接頭,焊縫金相組織為奧氏體,接頭強度及耐蝕性能良好,滿足工程應用要求。
關鍵詞: 鎳基合金; 焊接工藝; 晶間腐蝕
中圖分類號: TG 444
Welding process and mechanical properties of Ni-based alloy
SB-444 N06625 Gr.2 welded joint
Li Zhanbin1, Xu Bing1, Xu Xiangjiu1,2, Yan Guobin1
(1. Harbin Boiler Company Limited, Harbin 150046, Heilongjiang, China;
2. State Key Laboratory of Efficient and Clean Coal-fired Utility Boilers, Harbin 150046, Heilongjiang, China)
Abstract: Ni-based alloy SB-444 N06625 Gr.2 tube under solution annealed state has characteristics of hot crack sensitivity during welding process, and it requires strict heat input control and proficient welding operation skill. According to welding characteristics of Ni-based alloy SB-444 N06625 Gr.2 material, welding process evaluation scheme was developed, and qualified welded joints were obtained. The mechanical properties, intergranular corrosion resistance and microstructure of welded joints were tested and analyzed. The test results showed that the welding process could be used to obtain high quality welded joints, microstructure of the weld was austenite. Strength and corrosion resistance of the weld showed excellent performance, which met requirements of engineering application.
Key words:? Ni-based alloy; welding process; intergranular corrosion
0前言
鎳基合金SB-444 N06625 Gr.2屬于固溶強化Ni-Cr-Mo型鎳基合金,主要通過添加Cr,Mo,Nb等合金元素進行固溶強化,具有面心立方晶格,金相組織為奧氏體[1-2],具有優良的耐高溫性能和耐蝕性能,同時保持著良好的高溫和低溫力學性能,塑性、韌性優良,因此SB-444 N06625 Gr.2被廣泛適用于核工業、石化設備、航空航天等領域。
SB-444 N06625 Gr.2合金元素種類較多,凝固過程中合金元素和雜質元素強烈偏析,從而增大凝固裂紋的敏感性,焊接過程中極易出現熱裂紋[3-4]。因此,對SB-444 N06625 Gr.2進行焊接工藝研究及焊接接頭性能研究是保證產品焊縫質量的關鍵。
1焊接性分析
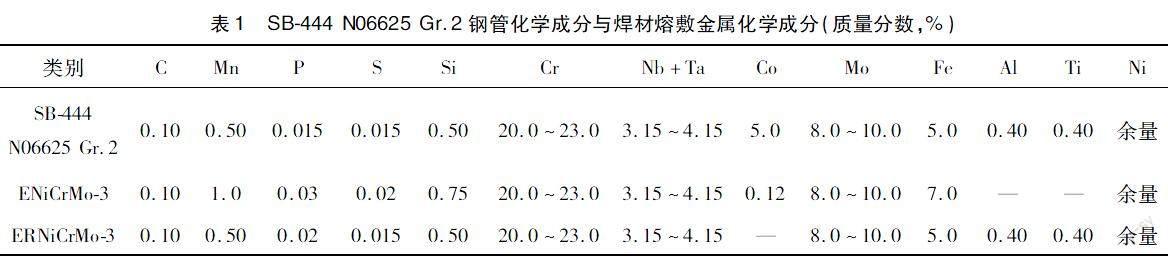
試驗采用型號為SB-444 N06625 Gr.2的鋼管,規格為219 mm×20 mm,供貨狀態為固溶退火態。根據鋼管的化學成分選擇匹配的焊材,氬弧焊焊絲采用ERNiCrMo-3,直徑為2.4 mm;焊條采用ENiCrMo-3,直徑為3.2 mm。鋼管、焊絲和焊條熔敷金屬的化學成分見表1。由SB-444 N06625 Gr.2的化學成分可見,SB-444 N06625 Gr.2添加的合金種類較多,合金元素Ti,Mn,Nb可以降低材料的熱裂紋敏感性和減少氣孔的產生[5]。Ti和Nb作為穩定化合金元素,與鎳形成面心立方晶格,抑制碳的有害影響,提高抗晶間腐蝕能力;Cr,Mo可以形成碳化物強化晶界,可以增加其高溫性能和耐蝕性; Co提高鎳基合金的耐高溫能力[6]。然而,S,B,P等不利元素能與Ni形成低熔點共晶體,在晶界形成一層液態薄膜,在拉應力的作用下易形成結晶裂紋,使鎳基合金焊縫的熱裂紋傾向增大。多元素復合強化也使SB-444 N06625 Gr.2液態焊縫金屬粘性大,流動性差、熔深淺、焊接時易出現焊接熱裂紋、氣孔、未焊透、咬邊、夾渣等缺陷。
焊接SB-444 N06625 Gr.2時試件表面要保證高度清潔,防止表面氧化物和雜物進入熔池。焊前可采用專用砂輪打磨坡口,必要時用酒精或丙酮擦拭干凈,焊接過程中注意保護焊道以免氧化,并仔細打磨去除層道間焊接缺陷及氧化物。
2焊接工藝
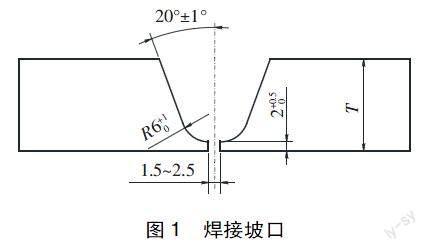
焊接工藝試驗采用管子對接試件,焊接方法為鎢極氬弧焊和焊條電弧焊,焊接坡口如圖1所示,在平焊位置進行焊接。
采用鎢極氬弧焊焊接2層,首層保證單面焊雙面成形,為防止背面焊縫氧化,背面氬氣保護至少保持到第2層焊接完畢;第3~8層采用焊條電弧焊,使用3.2 mm焊條填充和蓋面,具體焊接工藝參數見表2。焊接過程中控制層間溫度上限為150 ℃。鎢極氬弧焊收弧時電流衰減時間為4~5 s,可有效避免收弧時出現弧坑裂紋,并且收弧時持續的氣體保護有利于避免焊縫金屬氧化;焊條電弧焊時輕微擺動以便焊道成形。
3試驗方法
對試件進行無損檢驗,然后采用WE-60型液壓萬能材料試驗機進行4組彎曲試驗;采用WE-60型液壓萬能材料試驗機進行2組拉伸試驗;采用AXIOVERT200MAT型金相顯微鏡及圖像分析系統進行宏觀、微觀檢驗;采用THVS-50型維氏硬度計進行硬度測試;采用YT-4B型智能型晶間腐蝕試驗裝置和WYE-S100型晶間腐蝕彎曲試驗機,進行晶間腐蝕試驗。
4試驗結果
4.1無損檢驗
對焊縫進行100%RT和100%PT檢驗,均未發現缺陷。
4.2接頭力學性能檢驗
彎曲試驗彎心直徑為40 mm,彎曲角度為180°,試驗結果顯示4組彎曲試樣拉伸面焊縫和熱影響區均無開口缺陷。室溫條件下進行拉伸試驗,抗拉強度分別為786 MPa和752 MPa,高于母材標準抗拉強度下限值(690 MPa),斷裂位置均在母材上。對SMAW部位焊接接頭進行硬度檢驗,結果見表3,焊縫硬度高于母材及熱影響區。
4.3宏觀檢驗
對焊接接頭進行宏觀檢驗,如圖2所示。焊縫層道分布清晰,焊道間不存在未熔合、未焊透的現象,焊縫和熱影響區均無裂紋、氣孔等缺陷;焊道呈凸起狀,與母材圓滑過渡,焊縫成形較好。
4.4微觀金相檢驗
對焊接接頭進行微觀金相組織檢驗,包括母材、焊縫和熱影響區,如圖3所示。圖3a為母材金相組織,母材組織為致密均勻的奧氏體晶粒。圖3b為焊縫金屬金相組織。焊縫為奧氏體柱狀晶,焊縫熔化金屬作為奧氏體開始凝固,在焊縫冷卻過程中奧氏體是唯一穩定的相,并且在室溫下顯微組織為柱狀樹枝晶和等軸樹枝晶。焊縫冷卻過程中形成凝固亞晶粒,以枝狀晶形式存在,合金元素在枝狀晶形成過程中產生偏析,導致枝狀晶邊界元素含量高,產生明顯的凝固亞晶界。圖3c為熱影響區金相組織。熱影響區范圍較小,熱影響區組織為單相奧氏體晶粒,未見明顯析出相。在多層多道焊熱輸入影響下,熱影響區中存在局部細晶區,部分晶粒尺寸與母材相比變大。
4.5晶間腐蝕試驗
在焊接接頭后焊面向下取2個晶間腐蝕試樣,其規格為80 mm×20 mm×3.5 mm。經過650 ℃×2 h敏化處理后,放在加有銅屑的硫酸-硫酸銅溶液中煮沸進行晶間腐蝕試驗,通過彎曲試樣判斷晶間腐蝕傾向。在放大鏡下觀察彎曲試樣外表面,未發現因晶間腐蝕產生的裂紋,如圖4所示。這與SB-444 N06625 Gr.2通過合金化的途徑提高了耐蝕性能相關,奧氏體基體中較高的Ni,Cr,Mo含量使鎳基合金具有很強的耐腐蝕性能。
5結論
采用手工鎢極氬弧焊和焊條電弧焊組合的焊接方法,進行焊接工藝評定試驗,可以獲得無損檢驗合格的鎳基合金SB-444 N06625 Gr.2焊接接頭。焊接接頭的力學性能優良,彎曲試樣未發現缺陷,抗拉強度高于母材抗拉強度下限值,焊縫組織為奧氏體,宏微觀組織完好無缺陷,抗晶間腐蝕性能優良,滿足工程應用要求。
參考文獻
[1]田春英, 王軍, 李慕勤, 等. 耦合電弧熱絲GTAW堆焊Inconel 625組織和耐蝕性[J]. 焊接, 2019(11): 20-23.
[2]張宇, 姜云, 胡曉安. 選區激光熔化成形Inconel 625合金的激光焊接頭組織及高溫蠕變性能[J]. 焊接學報, 2020, 41(5): 78-84.
[3]梁恩寶, 胡繩蓀, 王志江. 基于響應面法的 Inconel 625鎳基合金GTAW 堆焊工藝優化[J]. 焊接學報, 2016, 37(6): 85-88, 108.
[4]王娜, 紀強. 管板堆焊鎳基合金625焊接工藝[J]. 焊接,2016(6): 53-55.
[5]唐正柱, 陳佩寅, 吳偉. Nb和Ti對高溫失塑裂紋敏感性影響機理研究[J]. 焊接, 2007(11): 37-41.
[6]韓冰, 馮偉, 魏濤. 抗硫高壓分離器UNS N06625堆焊工藝與腐蝕試驗[J]. 焊接, 2017(5): 47-50.
收稿日期: 2022-04-10
李戰斌簡介: 工程師;主要從事鍋爐、壓力容器的焊接與熱處理技術工作;15663456083@163.com。
猜你喜歡
科技與創新(2017年1期)2017-02-16 20:34:01
建材發展導向(2016年6期)2017-01-17 18:20:56
山東工業技術(2016年24期)2017-01-12 09:38:25
科學與財富(2016年29期)2016-12-27 16:07:51
中國高新技術企業(2016年30期)2016-12-20 04:00:34
科技視界(2016年23期)2016-11-04 12:46:10
中國科技博覽(2016年22期)2016-11-01 12:31:00
中國科技博覽(2016年13期)2016-07-13 02:54:28
科技視界(2016年1期)2016-03-30 23:10:15
中國高新技術企業(2015年22期)2015-06-15 21:49:25
