304不銹鋼K-TIG焊接工藝
2022-05-30 04:05:36唐君才,陳和,魏占靜
機械制造文摘·焊接分冊 2022年3期
唐君才,陳和,魏占靜


摘要: 通過采用不同板厚的304不銹鋼進行平板焊接試驗和對接性試驗,旨在研究不銹鋼K-TIG焊接工藝的特點。針對3 mm,5 mm,8 mm,10 mm厚304不銹鋼平板進行焊接試驗,得出了不同板厚的K-TIG臨界焊接電流。進一步研究了不同焊接電流對8 mm不銹鋼板對接焊縫熔深的影響,當焊接電流400 A時,焊接電流相對較小電弧穿透能力偏弱尚不足以貫穿母材;當焊接電流增加到495 A時,電弧作用力增加穿透母材形成穿透的焊縫。對不同參數下的焊接電弧形態進行了觀察,結果表明,提高焊接電流電弧收縮程度增加;提升鎢極高度電弧收縮程度減小。
關鍵詞: K-TIG; 304不銹鋼; 焊接電流; 電弧形態
中圖分類號: TG 444
K-TIG welding process of 304 stainless steel
Tang Juncai1, Chen He1, Wei Zhanjing2
(1. Zhuhai Riland Welding Automation Co., Ltd., Zhuhai 519075, Guangdong, China;
2. Shenzhen Riland Industry Group Co., Ltd., Shenzhen 518000, Guangdong, China)
Abstract: 304 stainless steel with different plate thickness was used for plate welding test and butt joint test, in order to study process characteristics of K-TIG welding of stainless steel. K-TIG critical welding current of 304 stainless steel plates with thickness of 3 mm, 5 mm, 8 mm and 10 mm were obtained by welding tests. Effect of different welding current on penetration of butt weld of 8 mm stainless steel plate was further studied. When welding current was 400 A, it was relatively small and arc penetration ability was weak, which was not enough to penetrate base metal. When welding current increased to 495 A, arc force increased and penetrated base metal to form a penetrated weld. Morphology of welding arc under different parameters was observed. The results showed that arc shrinkage degree increased with the increase of welding current, while arc shrinkage decreased when tungsten pole was raised.
Key words:? K-TIG; 304 stainless steel; welding current; Arc shape
0前言
304不銹鋼具有優異的耐腐蝕性能,韌性及延展性,易于成形和加工等使其在工業生產中得到廣泛的應用。國內外對304不銹鋼焊接開展了大量的研究[1-3]。K-TIG是一種低成本高效率的非熔化極焊接方法,其基本原理是利用高電流密度的TIG電弧產生的電弧力增加焊接熔深,并達到熔透工件形成小孔效應使焊縫熔透并成形。其焊縫成形的原理和焊接質量非常接近等離子焊接的效果,但其設備及耗材的成本卻遠低于同等功能的等離子焊接系統,并且操作簡單、焊接參數容錯性好。K-TIG的電弧是在電磁自壓縮效應及冷卻作用下的熱壓縮效應所形成的一種壓縮電弧[4]。K-TIG與傳統TIG相比其電弧能量密度穿透力都遠強于傳統TIG,大電流下的K-TIG電弧能夠實現一定厚度鋼板單面焊雙面成形,且無需開坡口[5-8]。此外,與激光焊及真空電子束焊焊接相比,K-TIG焊接工藝參數調節方便、焊接環境及工裝要求較低,設備價格低等優點。因此,近年來國內各相關行業已經逐步開展了K-TIG接工藝的生產應用。
1試驗設備及材料
焊接設備為瑞凌自主生產的K-TIG焊接電源,焊槍為標準的1 000 A大型水冷焊槍,采用龍門式的專機作為焊槍的運動機構,采用Mecaweld超級寬動態電弧監控相機觀察電弧形態,搭建的焊接工作站如圖1a所示,K-TIG焊接電源及焊槍如圖1b、圖1c所示。試驗板材為304不銹鋼,保護氣體為100%Ar,氣體流量為15~20 L/min,鎢極直徑為5 mm,試驗使用3 mm,5 mm,8 mm,10 mm的304不銹鋼進行平板焊接試驗和對接試驗。
2試驗結果與分析
2.1焊接電流對焊接的影響
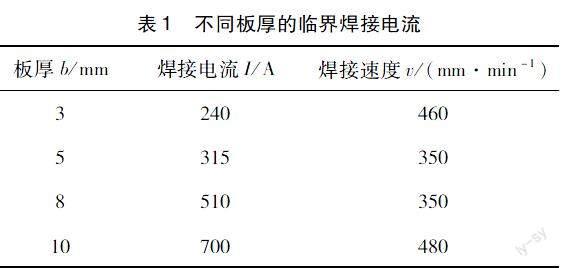
焊接電流是K-TIG工藝中最關鍵技術參數,焊接熔透和成形的好壞主要由焊接電流來決定。電流過大會焊穿,電流過小則不能熔透無法成形。電極與工件間的電弧引燃后,將焊接電流增加到傳統TIG焊接電流的上限以上,當電弧的電流密度達到一定值產生足夠的電弧壓力穿透熔池時,將該電流定義為某一特定工件厚度的臨界電流值。焊接電流達到臨界值后再適當增大電流,就會在熔池背面形成一個穩定的電弧明顯透過的小孔,當電極以焊接速度移動時該小孔仍可以長時間穩定保持,這時的電流就是合適的焊接電流。所以,焊接電流是否合適的標準就是能否形成小孔并在焊接速度下穩定持久的保持小孔的存在。與等離子電弧相比較K-TIG電弧下形成小孔并得以保持的電流范圍更大一些;根據不同的板厚和焊接速度這一電流的范圍在10~30 A左右。其焊接參數的容錯性更好,操作更簡單。試驗采用4組不同板厚的304不銹鋼試板進行K-TIG平板焊接試驗,表1是在試驗中得出的不同板厚的K-TIG臨界焊接電流。
為了進一步研究不同電流對對接焊縫熔深的影響,采用表2的參數對8 mm的304不銹鋼試板進行K-TIG焊接試驗,焊縫橫截面宏觀形貌如圖2所示。當焊接電流為400 A時,焊縫未熔透,此時焊縫熔深為6 mm;當焊接電流為495 A時,焊縫完全熔透,可清晰看到貫穿母材的錐形熔深。由此可以得出焊接電流在495 A時K-TIG實現了8 mm厚304不銹鋼對接單面焊雙面成形,焊縫形貌如圖3所示。
圖4為焊接電流495 A時,使用電弧監控相機拍攝的焊接過程中工件正面和背面照片。從正面圖中可以看出,電弧集中,電弧深深的扎入到母材中。從工件背面可以清楚的看到電弧弧光,可見焊接電弧已經穿透母材,形成了小孔電弧從工件正面穿過去。當電流為400 A時,此時電流相對較小電弧穿透能力偏弱尚不足以形成貫穿母材的小孔;當電流增加到495 A時,在大電流情況下電弧作用力加大在熔池背面形成一個穩定的電弧明顯透過的小孔。因此8 mm厚的304不銹鋼在焊接電流達到了495 A時工件被焊透,形成了單面焊雙面成形的焊縫。
K-TIG熔深產生的主要驅動力有電磁收縮力、等離子流力、金屬蒸發的反沖作用力。隨著電流的增大垂直于軸線的電磁收縮力增加,使得電弧截面收縮等離子流速更快,等離子流力也更大。隨著K-TIG電流增加電弧溫度和等離子流速迅速增加[9-10],母材在兩者作用下迅速熔化并部分蒸發,而由金屬蒸發所產生的反沖作用力作用于熔池增加熔深。因此,電流增大使得電磁收縮力、等離子流力和金屬蒸發反沖作用力組成的電弧壓力增加,所以熔深隨著電流增大而迅速增加。
表3為5 mm,10 mm厚304不銹鋼對接試驗形成穩定的熔透焊縫的參數值,焊縫如圖5、圖6所示,從圖中可以看出采用K-TIG焊接5 mm,10 mm一次性焊透且背面焊縫成形良好,實現了單面焊雙面成形,獲得穩定的焊縫形狀。在合適的焊接電流下,穿孔后,熔池內部液態金屬受到電弧壓力、表面張力和內部靜壓力等作用下達到動態平衡,此時小孔就會處于穩定狀態,保持形狀基本不變。當電弧向前移動,小孔前端金屬熔化,熔化的液態金屬從小孔兩側向后方移動,并在小孔后方匯合。小孔也就隨之向前移動,小孔后方熔池溫度降低逐漸凝固成焊縫。
2.2不同工藝參數下的電弧形態
采用不同的焊接電流、鎢極高度在不銹鋼上進行焊接,觀察在不同參數下K-TIG焊接過程中的電弧形態。圖7為鎢極尖角30°離工件高度1 mm時不同焊接電流下的電弧形態,從圖中可以看出當焊接電流為300 A時,電弧形態呈鐘罩形,電弧形狀比較發散;當電流增加到500 A時,電弧形態呈尖錐形,電弧有著明顯的收縮,且電弧深深的扎到母材中去,形成小孔。K-TIG電弧是采用高效冷卻作用及大電流的一種焊接方法,其電弧主要受到熱壓縮效應以及大電流下的電磁壓縮效應。隨著電流增加電磁壓縮作用增強,電弧收縮程度增加。
圖8為鎢極尖角30°焊接電流300 A時,不同鎢極高度下的電弧形態。可以看到當焊接電流不變時,鎢極高度從1 mm拉高到3 mm,電弧被拉伸,電弧也較高度為1 mm時發散。當鎢極高度為1 mm時,電弧在熱壓縮及電磁壓縮作用下電弧收縮明顯,當鎢極高度拉高到3 mm時,電弧也被拉長此時電弧壓縮作用減弱,電弧收縮程度相比之前降低。
3結論
(1)隨著K-TIG焊接電流的增加,焊縫熔深增加,當焊接電流增加到一定值能形成穩定的電弧明顯透過的小孔。實現了5 mm,8 mm,10 mm厚304不銹鋼對接焊單面焊雙面成形,獲得穩定的焊縫形狀。
(2)K-TIG焊接過程中隨著焊接電流增加電弧收縮程度增加,鎢極高度增加電弧收縮程度減小。
參考文獻
[1]江海紅, 秦國梁, 馮超, 等. 304不銹鋼薄板列置雙TIG高速焊縫組織與性能[J]. 焊接學報, 2019, 40(1): 15-18.
[2]Saha S, Mukherjee M, Pal T K. Microstructure texture and mechanical property analysis of gas metal arc welded AISI 304 austenitic stainless steel [J]. Journal of Materials Engineering and Performance, 2015, 24(3): 125-1139.
[3]任香會, 王磊磊, 董春林, 等. 304不銹鋼冷金屬過渡電弧增材制造組織及力學性能[J]. 焊接, 2019(9): 44-48.
[4]馮濤, 呂祚翔, 劉俊, 等. 15-5PH鋼K-TIG焊熔池流動行為分析[J]. 焊接學報, 2021, 42(8): 91-96.
[5]柳陽, 王秋平. 保護氣對304N不銹鋼K-TIG焊接頭組織性能的影響[J]. 焊接, 2017(9): 32-35.
[6]Cui S L, Liu Z M, Fang Y X, et al. Keyhole process in K-TIG welding on 4 mm thick 304 stainless steel [J]. Journal of Materials Processing Technology, 2017, 243: 217-228.
[7]Fei Z, Pan Z, Cuiuri D, et al. Improving the weld microstructure and material properties of K-TIG welded armour steel joint using filler material [J]. The International Journal of Advanced Manufacturing Technology, 2018, 11(9): 1-14.
[8]韓濤, 谷世偉, 徐良, 等. K-TIG焊接接頭的應力與變形[J]. 焊接學報, 2019, 40(11): 125-132.
[9]Liu Z M, Fang Y X, Cui S L, et al. Stable keyhole welding process with K-TIG [J]. Journal of Material Processing technology, 2016, 238: 65-72.
[10]馮悅嶠. 中厚鋼板的深熔TIG焊工藝研究及溫度場模擬[D]. 天津: 天津大學碩士學位論文, 2015.
收稿日期: 2022-04-29
唐君才簡介: 工程師;主要從事焊接工藝、焊接專機、焊接電源等技術研究工作;研發了14項專利;878810157@qq.com。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術與機床(2018年12期)2018-12-23 02:40:58
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
制造業自動化(2017年2期)2017-03-20 14:26:13
石油化工建設(2016年4期)2016-02-27 15:03:16
