數控編程及編程軟件在數控加工中的應用研究
2022-05-11 22:09:10韓冰
今日自動化 2022年3期
關鍵詞:應用
韓冰

[摘 ? ?要]隨著現代機械加工技術的發展,數控加工逐漸走進人們的視線,由于它可以解決零件品種多變、批量大、形狀復雜的問題且具有高效化、自動化和高精度的特點,因而備受人們的青睞。而數控加工是通過程序控制實現,這就需要進行數控編程。對于復雜的數控編程,編程軟件是一把利器,文章對數控編程及編程軟件在數控加工中的應用進行研究。
[關鍵詞]數控編程;編程軟件;應用
[中圖分類號]TE906 [文獻標志碼]A [文章編號]2095–6487(2022)03–00–04
Talking about the Application of NC Programming and
Programming Software in NC Machining
Han Bing
[Abstract]With the development of modern machining technology, CNC machining has gradually entered people's attention. Because it can solve the problems of changing parts, large batches and complex shapes, and has the characteristics of high efficiency, automation and high precision, it is favored by people. CNC machining is realized through program control, which is bound to require CNC programming. For complex CNC programming, programming software is a powerful tool.
[Keywords]NC programming; programming software; application
隨著科學技術的進步和社會生產的不斷發展,人們對機械產品的質量和生產率提出了越來越高的要求,而機械加工過程的自動化是實現上述要求的有效途徑。從工業化革命以來,人類實現機械加工自動化的主要手段有自動機床、組合機床、專用自動生產線。這些設備大幅度提高了機械加工自動化的程度,提高了勞動生產率,促進了制造業的發展。但它們存在固有的缺點,如初始投資大、準備周期長、柔性差,因此只是用于較大零件的批量生產。為滿足人類對于產品質量和生產率的需求,取代普通機床的手工操作,解放勞動力,數控機床應運而生。
1 數控編程
1.1 數控機床的控制原理
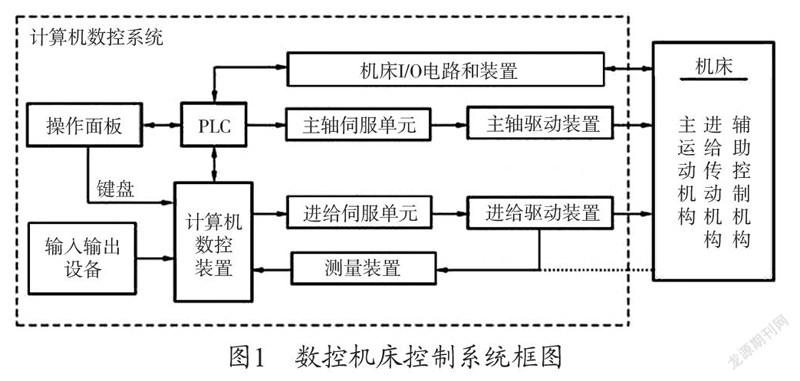
將與加工零件有關的信息——工件與刀具相對運動軌跡的尺寸參數、切削加工的工藝參數(主運動和進給運動的速度、切削深度)、各種輔助操作(變速、換刀、冷卻潤滑)用規定的文字、數字和字符組成的代碼,按一定的格式編寫成加工程序單,將加工程序通過控制介質輸入到數控裝置中,由數控裝置經過分析處理后,發出與加工程序相對應的信號和指令控制機床進行自動加工。控制系統框圖如圖1所示。
圖1 數控機床控制系統框圖
1.2 數控編程系統與代碼
1.2.1 數控系統
根據計算機存儲器中存儲的控制程序,執行部分或全部數值控制功能,并配有接口電路和伺服驅動裝置的專用計算機系統稱為數控系統。目前市面上主要流行的數控系統有:日本的FANUC(發那科)系統、德國的SIEMENS(西門子)系統、日本的MITSUBISHI(三菱)系統、德國HEIDENHAIN(海德漢)系統以及華中數控系統等。
1.2.2 數控加工坐標系
數控機床有2個坐標系,即機床坐標系和工件坐標系(程序坐標系)。前面提到的“工件與刀具相對運動軌跡的尺寸參數”是以坐標的形式體現的。
對于數控機床來說,其坐標軸及其正方向是遵循右手笛卡爾坐標系的,如圖2所示。
數控機床坐標系定義的原則是:①永遠假設工件是靜止的,刀具相對于工件運動;②刀具遠離工件的方向為正方向;③傳遞主要切削力的主軸為Z軸。圖3、圖4繪出了主流機床的坐標系。
1.2.3 數控系統代碼
市面上有多種數控系統,在此簡單介紹一下機床常用的數控系統——SIEMENS系統和FANUC系統,并進行簡單的對比。表1是機床M指令對比,表2是機床G指令對比。
2 編程軟件
對于簡單的工件,可以通過直線插補、圓弧插補以及各種孔加工循環進行零件程序的編制與加工;對于形狀復雜、精度要求高的工件,特別是具有復雜曲面的工件,部分無法通過手工編程加工實現,部分雖然可以通過手工編程實現,但手工編程時間長,并且無法確保坐標點的準確性。圖5、圖6是測井儀器EFDT用高溫集成閥座以及3線圈系下骨架的三維模型圖。
為解決手工數控編程復雜的問題,并保證加工的準確性,計算機數控編程軟件應運而生。
2.1 主流CAD/CAM編程軟件以及功能對比
主流CAD/CAM編程軟件以及功能對比見表3。
2.2 數控編程軟件實現加工的方式
數控編程軟件實現加工的方式可概括為9個字母:CAD—CAM—CNC。
CAD(計算機輔助設計):使用NX、CREO、Solidworks等主流設計軟件進行零件的設計與三維模型繪制。
CAM(計算機輔助加工):使用數控編程軟件對設計的模型進行編程,最大限度地實現加工與設計保持一致;編程完畢進行后處理產生數控機床可識別的NC程序。
CNC(計算機數字控制):這一步驟是在數控機床上實現的,將編程軟件產生的NC程序傳輸至數控機床,機床進行零件加工。
2.3 計算機數控編程的優點
(1)能解決抽象數據曲面、公式曲線處理計算困難的問題,避免程序輸入的錯誤遺漏。
(2)數控編程能降低數控加工對人員能力的要求,不需要1人去掌握多種數控系統。
(3)減少了占機編程的時間,提高了加工效率。
3 數控編程實例簡介
本文以PowerMILL編制石油測井儀器配件高溫集成閥座3為例講述數控編程的過程。
3.1 毛坯的建立
如圖7所示,可以由不同的形式在不同坐標系下進行毛坯的定義,由于所用的毛坯基本為圓棒料,選擇使用圓柱進行定義。點擊“計算”后,軟件自動計算出工件所需要的最小圓柱直徑。注:毛坯計算Z方向為圓柱高度的方向,若不正確,應建立新的坐標系。
3.2 坐標系的建立
PowerMILL提供了多種不同的坐標系產生形式,最常用的是“產生用戶坐標系”,后利用毛坯進行重新定義。
用戶坐標系產生后,可以通過繞X、Y、Z軸旋轉,沿X、Y、Z軸平移等方式進行坐標系位置的確定,并且可以從模型或毛坯上選取位置。
3.3 刀具的定義
PowerMILL可以定義端銑刀、球頭刀、自定義刀具等多種刀具,但是刀具庫不夠強大是其一缺點。刀具定義如圖8所示。
3.4 粗加工—加工策略的選取
PowerMILL提供了如圖所示的多種粗加工方式,其中最為常用的是“模型區域清除”,即三維粗加工。圖9為加工策略選取界面。
策略選取后,需要對用戶坐標系、刀具、毛坯、快進高度、切削參數以及加工參數(行距、下切步距、殘留余量、公差、切削方向)進行設置,就可以進行刀具路徑的計算。圖10展示了模型區域清除參數定義頁面,圖11為粗加工刀具路徑展示。
3.5 殘留加工—PowerMILL的特色
所謂殘留加工,就是在粗加工完畢后進行半精加工時,PowerMILL可以自動計算出粗加工完畢的殘留模型,防止重復加工,并且可以減少刀具路徑。
3.6 精加工—加工策略的選取
PowerMILL提供了多種精加工策略,常用的有等高精加工、偏置平坦面精加工、最佳等高精加工、陡峭和淺灘精加工等。圖12、圖13分別給出了精加工策略選取以及精加工刀具路徑。
3.7 NC程序的產生與后處理
對于編程軟件編程所產生的刀具路徑,數控機床是無法直接讀取的,必須通過某種方式將之轉化為數控機床識別的NC程序,這就是后處理。
由前面可以看出,對于不同系統的數控機床,其代碼也不完全相同;就算是相同的控制系統,3軸的數控機床與4軸、5軸的代碼也不完全相同;例如FANUC三軸的系統,無法進行4軸、5軸機床B、C代碼的讀取,這就需要不同的后處理文件。對于不同的數控編程軟件,其后處理文件也各不相同。
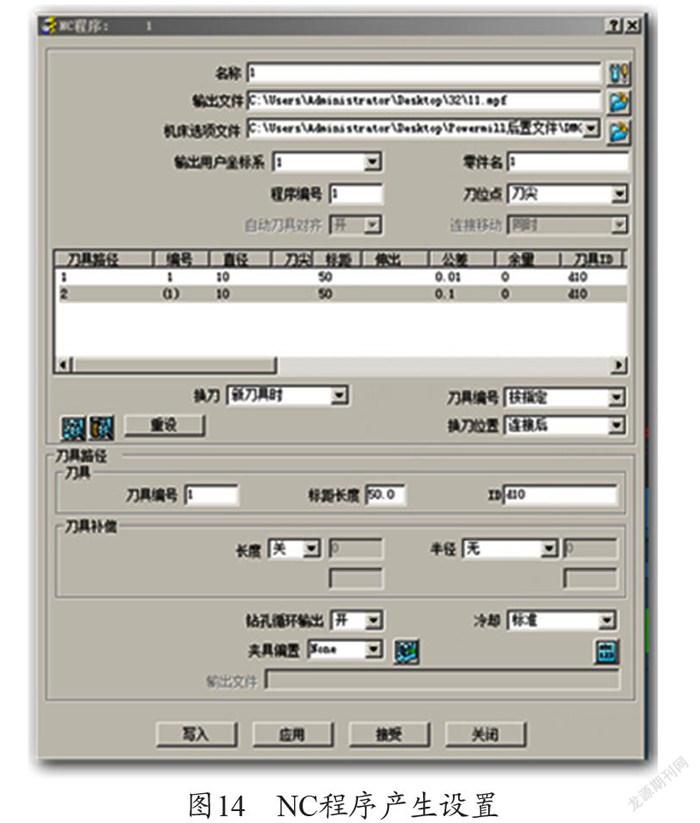
產生NC程序并進行NC程序設置,包括輸出文件(產生的機床可識別的文件)、機床選項文件(機床后處理文件)、坐標系等,將產生的刀具路徑加入到NC程序,寫入之后就可以生成機床識別的數控程序。產生的NC程序通過網絡或者CF卡傳輸至機床就可以進行數控加工。圖14給出了PowerMILLNC程序產生設置界面。
4 結論
數控機床與編程軟件在給人們帶來便利的同時,對操作人員的能力提出了更高的要求。數控編程是一門艱澀難懂的學問,需要不斷地去研究,去消化。
參考文獻
[1] FANUC Series Oi-Mate-TC操作說明書[M].北京:北京發那科機電有限公司,2004.
[2] 趙先仲陳俊蘭.數控加工工藝與編程[M].北京:電子工業出版社,2011.
猜你喜歡
科技視界(2016年21期)2016-10-17 19:54:47
科技視界(2016年21期)2016-10-17 19:54:05
科技視界(2016年21期)2016-10-17 18:46:46
科技視界(2016年21期)2016-10-17 18:37:58
科技視界(2016年21期)2016-10-17 18:28:05
考試周刊(2016年76期)2016-10-09 08:45:44
大學教育(2016年9期)2016-10-09 08:28:55
科技視界(2016年20期)2016-09-29 14:22:00
科技視界(2016年20期)2016-09-29 12:03:12
科技視界(2016年20期)2016-09-29 11:47:01