基于FEA的某型船設(shè)備基座焊接強(qiáng)度分析及方案優(yōu)化
2022-05-09 03:19:18吳文豪陳國兵李昆鋒
兵器裝備工程學(xué)報 2022年4期
吳文豪,陳國兵,李 軍,李昆鋒
(海軍工程大學(xué) 動力工程學(xué)院,武漢 430033)
1 引言
焊接是造船、修船過程中的基本手段,是船舶工業(yè)中最重要的加工工藝之一。焊接質(zhì)量直接影響著設(shè)備結(jié)構(gòu)強(qiáng)度、可靠性、壽命。焊接結(jié)構(gòu)所出現(xiàn)的各種事故中,大都是由焊接強(qiáng)度不足而引起的脆性破壞。焊接強(qiáng)度受焊接材料、焊接方法、熱處理要求、接頭雜質(zhì)含量、焊接應(yīng)力等影響,國內(nèi)外學(xué)者針對不同對象開展了大量研究,如針對環(huán)焊縫裂紋[1]、焊接工藝[2-3]、焊接后熱處理[4]等。
有限元方法是一種發(fā)展迅速的現(xiàn)代計算方法,是研究結(jié)構(gòu)靜、動態(tài)分析的一種極為有效的工具。將有限元分析技術(shù)與焊接技術(shù)結(jié)合可高效解決焊接工藝過程中的許多實際問題,有效改善焊接施工質(zhì)量。有不少學(xué)者在此方面開展了廣泛的研究。張曉亮等[5]采用有限元法對金剛石復(fù)合片鉆頭焊接強(qiáng)度進(jìn)行分析,并用試驗結(jié)果進(jìn)行了驗證。黃如旭等[6]則針對復(fù)雜焊接接頭,采用有限元方法分析其疲勞強(qiáng)度,以對其提出的等效熱點應(yīng)力法進(jìn)行驗證。趙磊等[7]采用有限元法對燃油箱T型焊接結(jié)構(gòu)的強(qiáng)度和疲勞進(jìn)行計算,并對其壽命進(jìn)行了預(yù)測。江蕾等[8]采用有限元方法模擬渦流激勵下焊縫表面裂紋溫度分布,并通過實驗進(jìn)行了驗證。李功榮等[9]采用熱彈塑性有限元法,分析橫骨架式船底結(jié)構(gòu)焊接過程,分析得到胎架約束力分布規(guī)律。曾祥英等[10]通過熱彈塑性有限元分析方法分別對CO2氣體保護(hù)焊與手工間斷焊仿真分析,明確了CO2氣體保護(hù)焊最佳焊接工藝參數(shù)。徐文娟[11]基于有限元分析技術(shù)對船舶大型復(fù)雜結(jié)構(gòu)的焊接應(yīng)力和應(yīng)變進(jìn)行研究,提高了船舶復(fù)雜結(jié)構(gòu)的焊接質(zhì)量。張慶亞等[12]采用輪廓法與基于并行計算技術(shù)的熱彈塑性有限元研究Q235厚板多層多道對接接頭內(nèi)部殘余應(yīng)力分布及其變化過程。
除了焊接工藝本身的殘余應(yīng)力因素和冶金因素會導(dǎo)致裂紋產(chǎn)生外,焊接方案的優(yōu)選也是保證焊接強(qiáng)度的關(guān)鍵。在某型船在建造過程中,由于施工條件限制,部分設(shè)備雙層基座必須采用分段焊接工藝。為權(quán)衡施工成本和基座強(qiáng)度需求,提高施工效率,降低工藝風(fēng)險,本文中采用有限元分析技術(shù),基于熱彈塑性有限元和固有應(yīng)變理論,針對該型船的工作特點,對設(shè)備基座的五種擬定焊接方案進(jìn)行焊接強(qiáng)度分析,得到焊接方案對焊接強(qiáng)度影響的定量性結(jié)果,用于指導(dǎo)焊接施工和方案選取。
2 設(shè)備雙層基座焊接結(jié)構(gòu)建模及方案
2.1 設(shè)備雙層基座焊接結(jié)構(gòu)建模
該型船采用雙層基座的設(shè)備眾多,且結(jié)構(gòu)尺寸不一,布置形式,位置各異。綜合考慮結(jié)構(gòu)特征和分布,其中以位于船艏,數(shù)量最多的某型設(shè)備基座為分析對象:
1) 設(shè)備參數(shù):質(zhì)量520 kg,基座為雙層結(jié)構(gòu)如圖1所示,重心位于基座以上950 mm;
2) 焊接形式:焊縫寬8 mm,如圖2所示;
3) 焊接方式:平焊,鐵焊條;
4) 工作條件:左右橫傾10°,周期3 s。
依據(jù)設(shè)計所提供的數(shù)據(jù),使用Solidworks軟件進(jìn)行參數(shù)化3D幾何建模,設(shè)備雙層基座和焊縫模型分別如圖1和圖2所示。焊縫幾何模型為三棱柱,截面為等腰直角三角形,三棱柱的斜邊長8 mm。焊接位置為上下基座的結(jié)合部。間斷焊接方案中,焊縫的布置位置為:中間部位焊縫等距跨上基座肘板,端部焊縫與上基座端面取齊。
將箱體、上基座、下基座在Soilworks環(huán)境中進(jìn)行裝配,構(gòu)成箱體-基座裝配體幾何模型,如圖3(a)。將幾何模型導(dǎo)入Workbench環(huán)境中,結(jié)合有限元分析需求,進(jìn)一步加工得到其有限元分析模型,如圖3(b)所示。
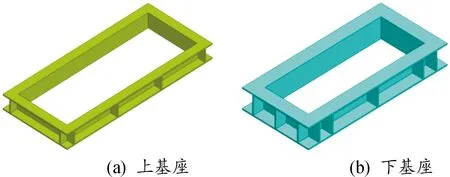
圖1 基座幾何模型示意圖
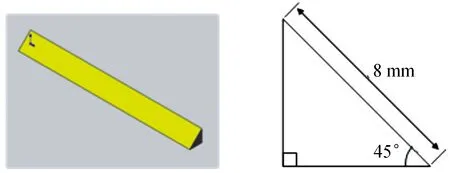
圖2 焊縫參數(shù)化3D幾何模型示意圖
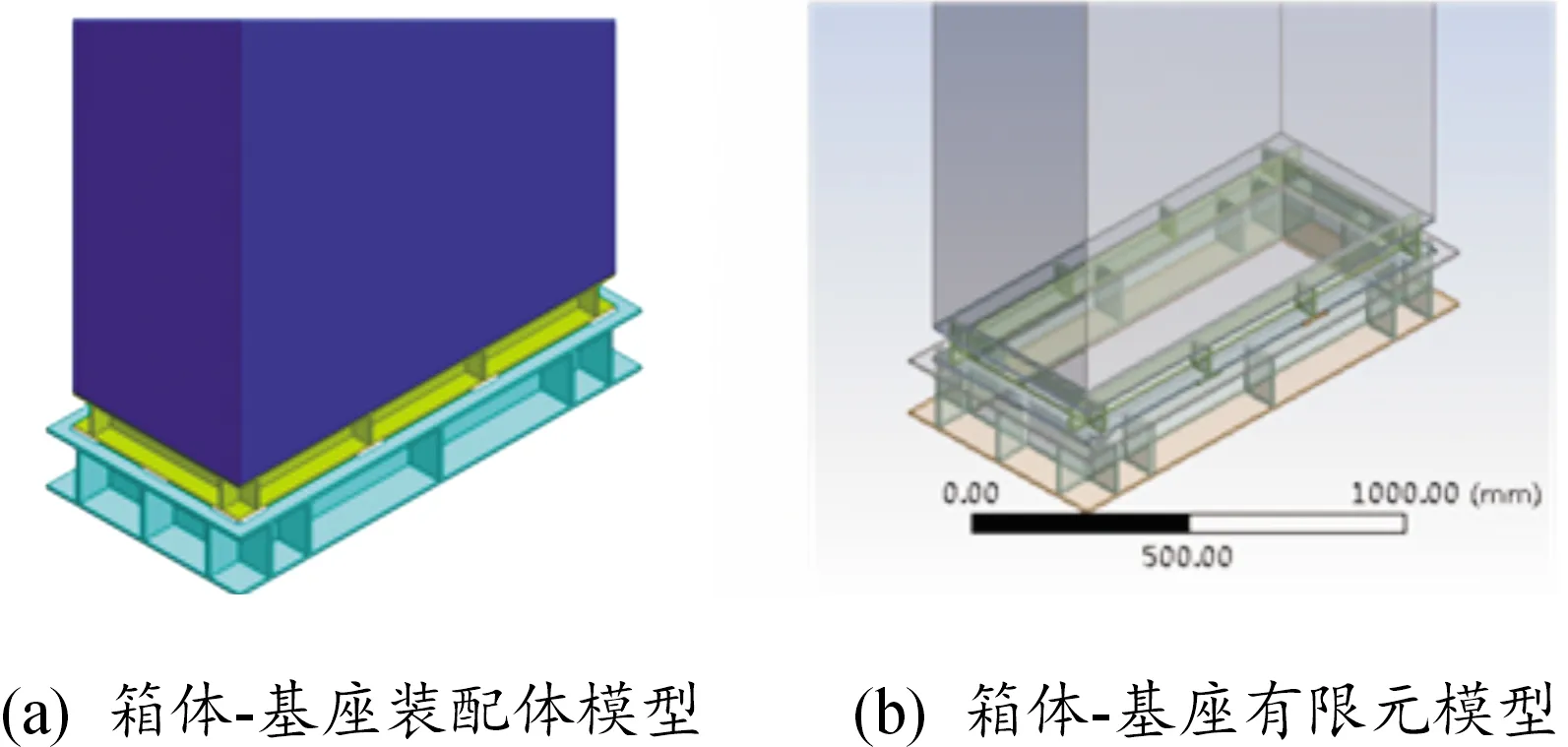
圖3 箱體-基座結(jié)構(gòu)裝配體及FEA模型示意圖
2.2 基座焊接方案
針對該雙層基座特點和艙內(nèi)施工條件限制,對以下5種擬定焊接方案(如表1)分析。
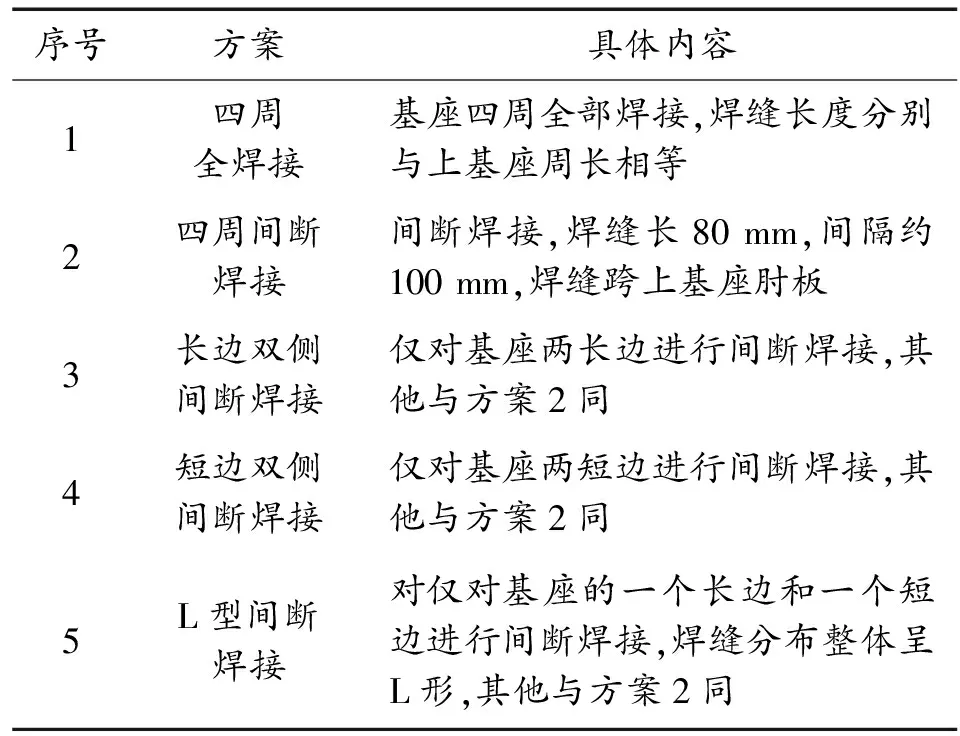
表1 雙層基座焊接方案Table 1 Double-layer pedestal welding scheme
焊接方案1、5模型如圖4所示。
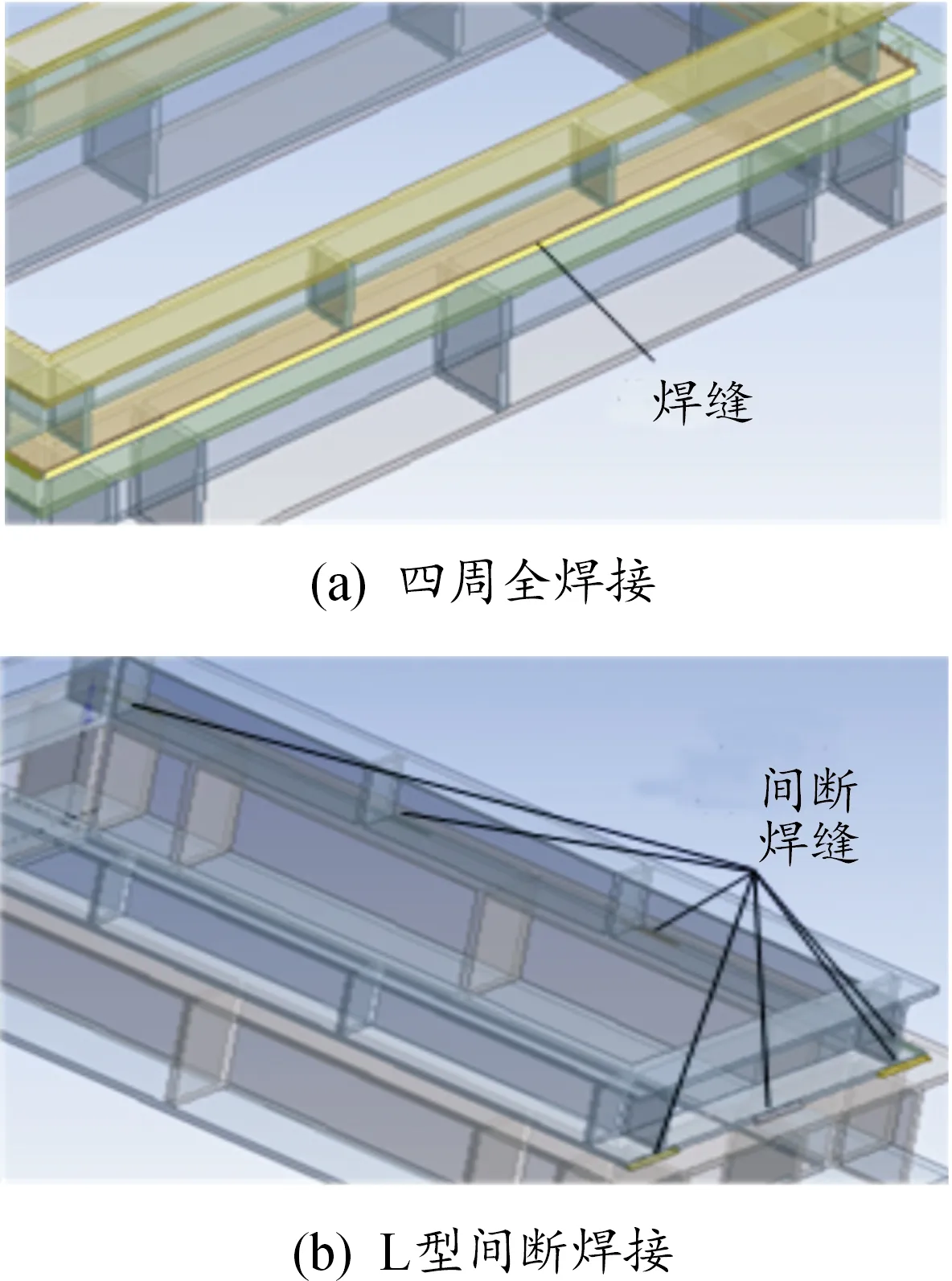
圖4 焊接方案幾何模型示意圖
3 雙層基座焊接強(qiáng)度FEA分析
3.1 FEA分析的基本條件
影響焊接強(qiáng)度的因素主要有以下幾類:
1) 尺寸因素:結(jié)構(gòu)形狀尺寸、特性尺寸,布置位置等。
2) 材料性能:箱體-基座結(jié)構(gòu)所用材料的物理性能。
3) 環(huán)境因素:溫度、濕度、振動和沖擊等。
4) 其他因素:焊接工藝、殘余應(yīng)力、載荷加載形式等。
上述因素非常復(fù)雜,全部考慮進(jìn)行FEA分析并不現(xiàn)實,且這樣實施對本文的研究目標(biāo)無益處。本文中主要應(yīng)用FEA技術(shù)分析幾種擬定焊接方案對焊接強(qiáng)度的影響,故在進(jìn)行FEA建模時,對上述次要影響因素進(jìn)行合理簡化,包括:忽略溫度影響、殘余應(yīng)力、材料塑性行為,并合理規(guī)范化焊縫幾何形態(tài)等;同時,對其中必要因素加以保留:如上下基座間的受力屬接觸非線性問題,焊縫3D結(jié)構(gòu)形態(tài)的完整性等,都直接決定焊縫的受力狀態(tài)。
全局坐標(biāo)定義:X向,艦艏艉方向;Y向,舷側(cè)方向;Z向,艦體升沉方向,如圖5(a)所示。本文中所提及的加速度向量a=(aX,aY,aZ)T在上述坐標(biāo)系中定義,aX,aY,aZ分別為a在X、Y、Z方向上的分量。由于實際工作中,船舶受到的海浪載荷是不斷變化的,為全面考慮,基于響應(yīng)面理論中復(fù)合中心抽樣技術(shù),分別就不同的焊接方案進(jìn)行系統(tǒng)的抽樣FEA分析。a所在向量空間中的每組樣本有15個點,包括1個中心點(即設(shè)計載荷點)、6個軸線點和8個相限點,其示分布如圖5(b)所示。
3.2 FEA分析的具體方法
焊接強(qiáng)度FEA分析主要分為以下幾個步驟:
1) 設(shè)置載荷和邊界條件:底座下端面采用固定約束邊界條件;按復(fù)合中心抽樣策略,在箱體和基座上施加加速度載荷。
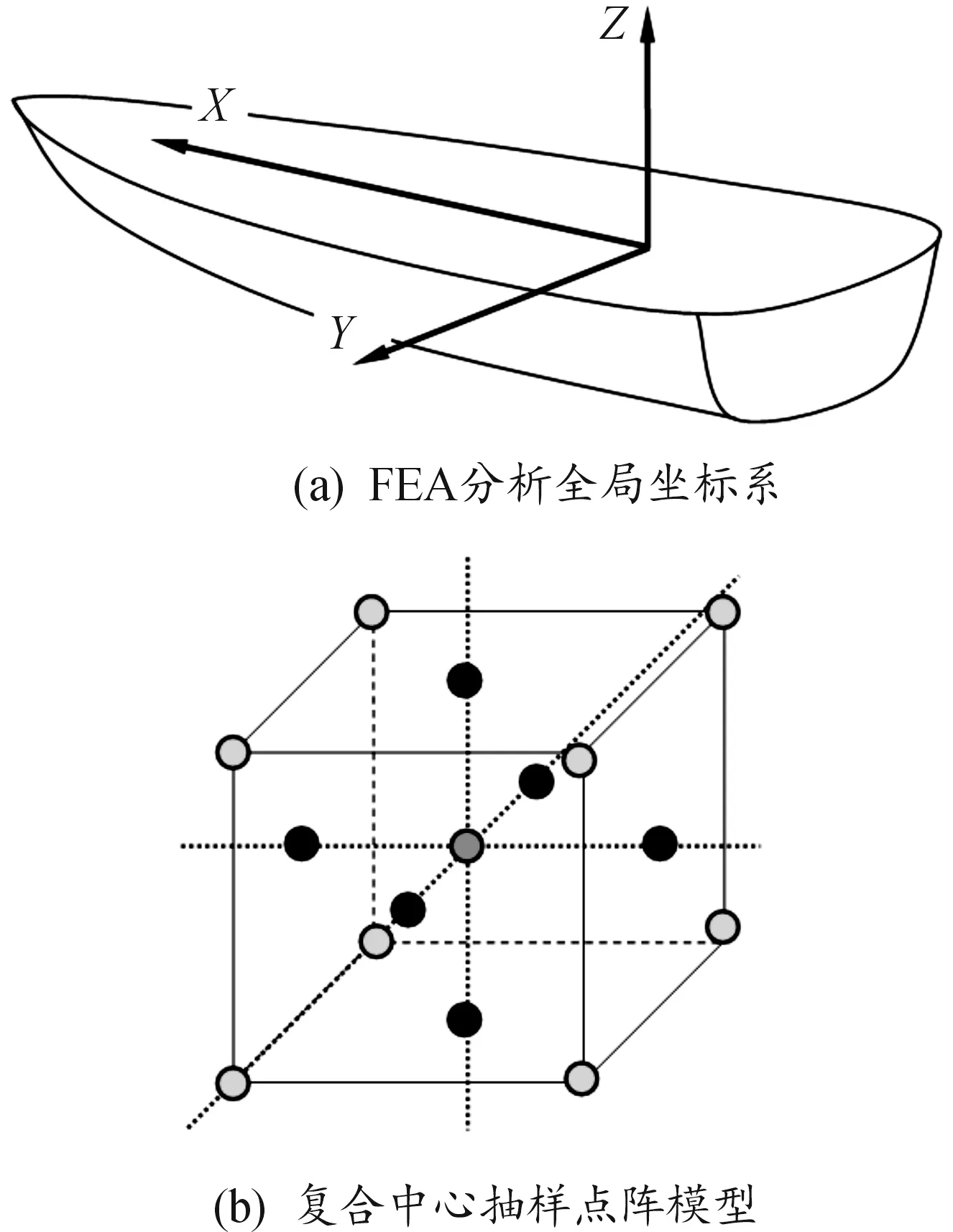
圖5 FEA分析全局坐標(biāo)系及抽樣模型示意圖
2) 初步FEA分析。采用四面體單元進(jìn)行粗略網(wǎng)格網(wǎng)格劃分,焊縫、上基座、箱體采用一體化網(wǎng)格,上下基座間設(shè)置摩擦非線性接觸,進(jìn)行FEA預(yù)分析。
3) 材料參數(shù)設(shè)定:視結(jié)構(gòu)材料為線彈性材料,取彈性模量和泊松比分別為E=2.0×105MPa和v=0.3;基座材料密度為7.9×103kg/m3;箱體密度則按幾何模型簡化時的等效尺寸,求得當(dāng)量密度為0.54×103kg/m3。
4) 網(wǎng)格劃分及優(yōu)化:以全局坐標(biāo)系為參照,網(wǎng)格劃分方法采用自動結(jié)合手動控制單元尺寸方法,應(yīng)用適應(yīng)性較好的4節(jié)點四面體單元進(jìn)行劃分。在初步分析基礎(chǔ)上,確定網(wǎng)格優(yōu)化方案。在初步分析的應(yīng)力最大點處,手動在一定范圍內(nèi)細(xì)化網(wǎng)格,同時在遠(yuǎn)端區(qū)域粗化網(wǎng)格,過渡區(qū)域調(diào)整網(wǎng)格質(zhì)量,以在保證計算精度的前提下,壓縮節(jié)點數(shù)量,保證迭代收斂速度,降低計算量。由以上步驟得到的優(yōu)化網(wǎng)格模型示例如圖6所示。
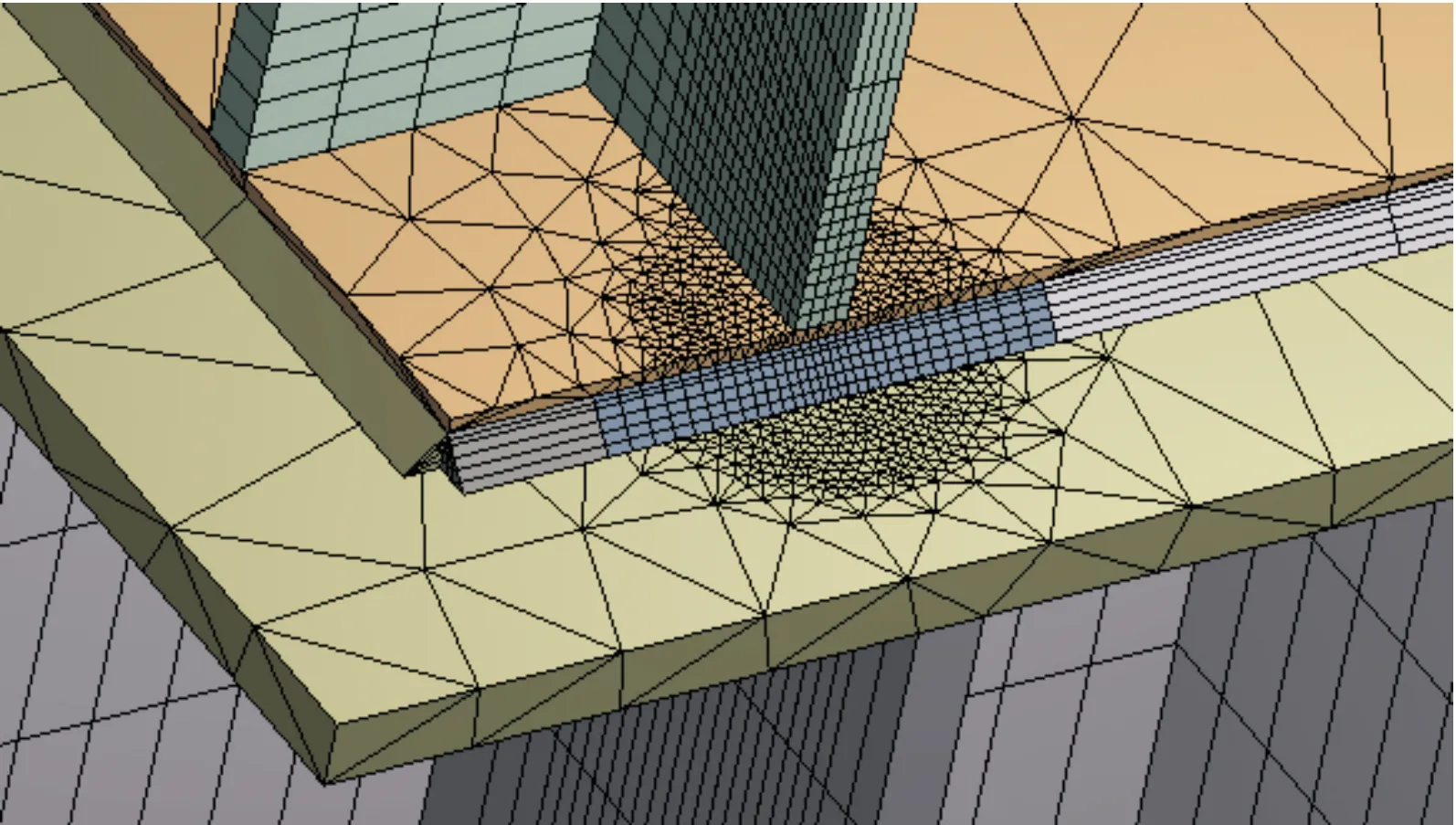
圖6 四周全焊接方案FEA優(yōu)化后網(wǎng)格圖
5) 摩擦條件:為確定上下基座間的非線性接觸面的摩擦條件,對比摩擦因數(shù)分別為0、0.5、1的FEA結(jié)果發(fā)現(xiàn),接觸面摩擦因數(shù)的大小對焊縫處應(yīng)力場分布和數(shù)值影響不大,故在分析中取金屬-金屬接觸常用摩擦因數(shù)0.15。
3.3 復(fù)合中心抽樣FEA結(jié)果及分析
3.3.1四周全部焊接方案分析結(jié)果
采用上述FEA分析方案,對15個抽樣點進(jìn)行FEA分析,得到的最大Mises等效應(yīng)力。綜合參考文獻(xiàn)[13-15]中關(guān)于遠(yuǎn)洋海域大風(fēng)浪惡劣海況下,大型船舶平臺上負(fù)載物加速度向量理論分析,結(jié)合設(shè)計所提供的該型船典型加速度數(shù)據(jù),扣除重力加速度,確定加速度載荷設(shè)計點為a=(3.5,5,-7)T,單位為m/s2。最終得到15個樣本點的分析結(jié)果如表2所示。
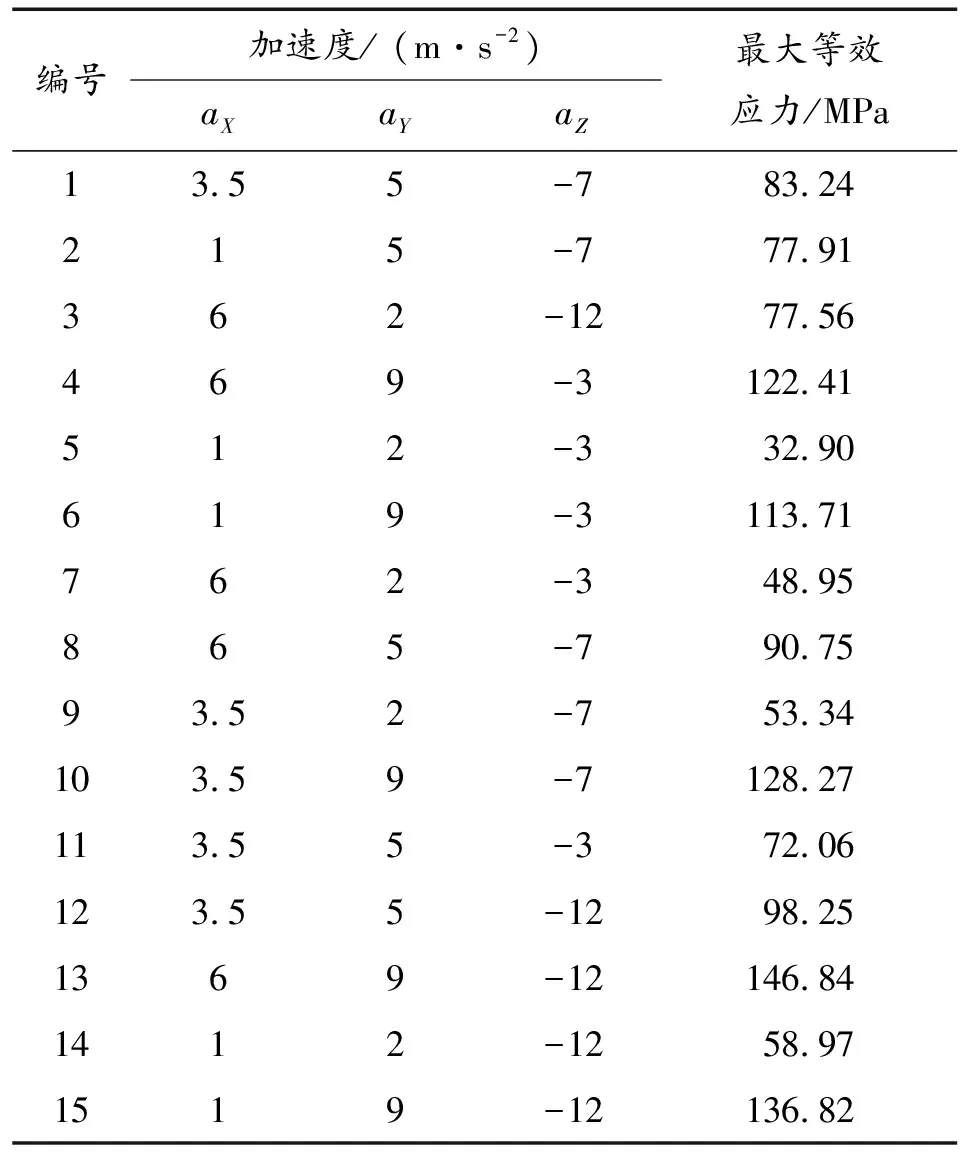
表2 四周全焊接方案FEA分析結(jié)果Table 2 Results of the FEA analysis of the four-perimeter all-welded solution
3.3.2其他焊接方案分析結(jié)果
方案2~方案5的分析結(jié)果如表3~表4所示。為表征焊接方案焊縫的承載水平,以方案1為基準(zhǔn)定義“承載系數(shù)”:相應(yīng)焊接方案的焊縫最大應(yīng)力與方案1最大應(yīng)力的比值。承載系數(shù)指示了相應(yīng)焊接方案焊縫受力水平相對于基準(zhǔn)方案的嚴(yán)重程度。
該基座采用的是945號鋼,屈服強(qiáng)度為440 MPa,焊條材料與母材相同。由表3~表4可知:只有方案5的抽樣分析中,最大Mises等效應(yīng)力超過母材屈服強(qiáng)度;且承載系數(shù)大多高達(dá)4~5,最小值也達(dá)到2.5~2.6,與前4種方案相比,焊縫承載水平顯著提高。
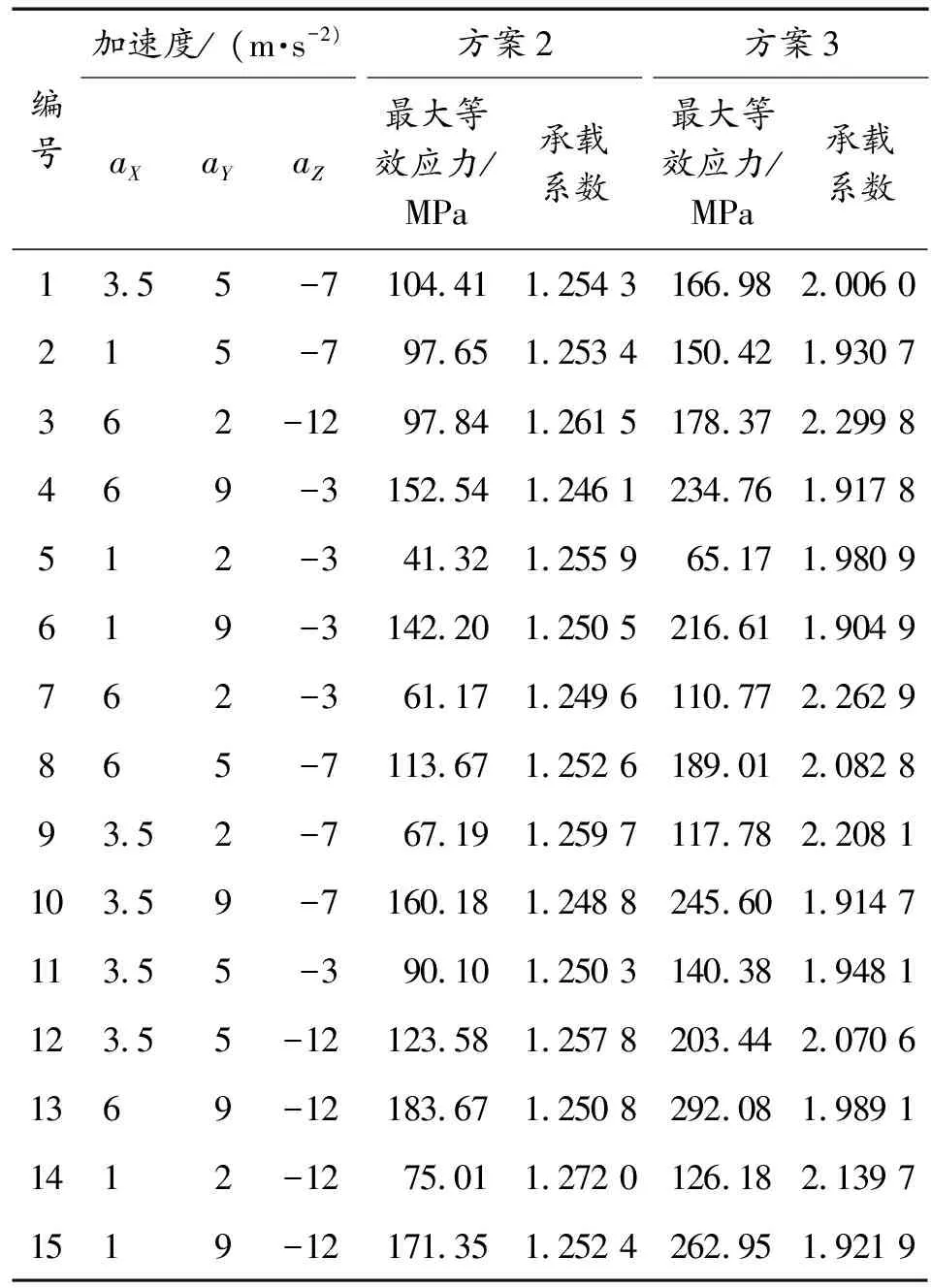
表3 焊接方案FEA分析結(jié)果-1Table 3 Results of FEA analysis of welding solutions-1
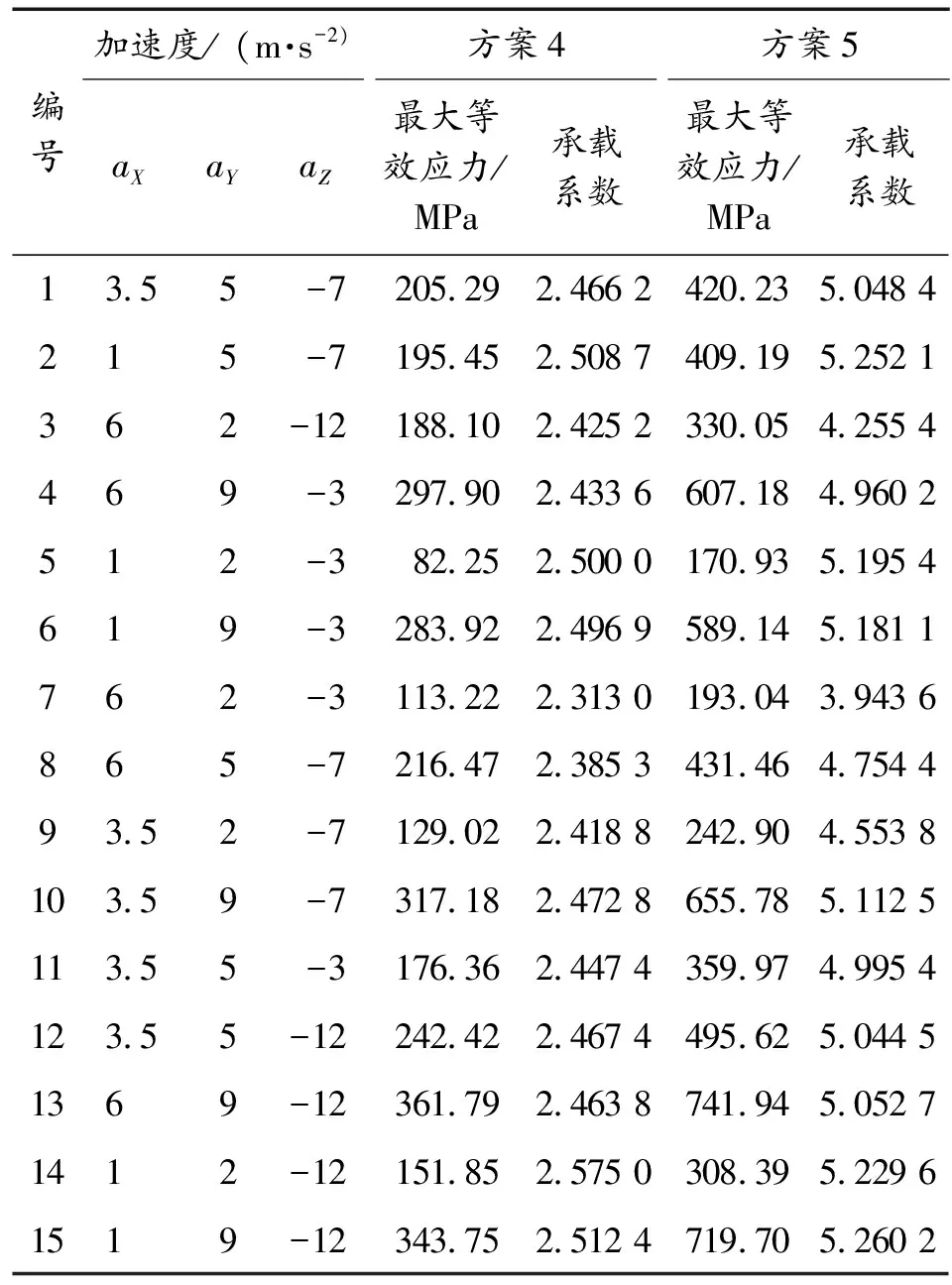
表4 焊接方案FEA分析結(jié)果-2Table 4 Results of FEA analysis of welding solutions-2
3.3.3對焊接方案的進(jìn)一步分析
1) 通過對5種方案的強(qiáng)度計算,得到5種方案的承載水平排序為:
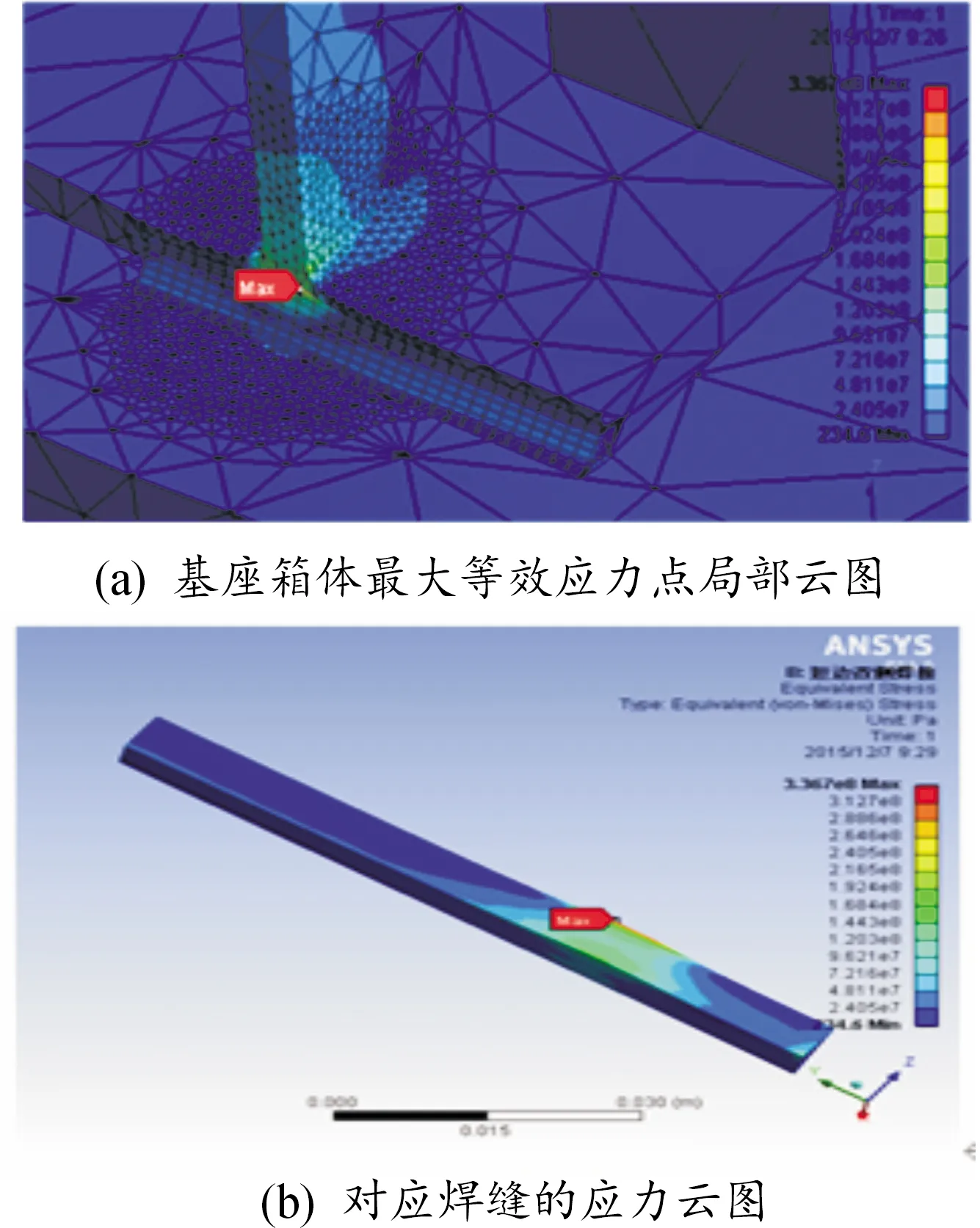
四周全焊接<四周間斷焊接<長邊雙側(cè)間斷焊接<短邊雙側(cè)間斷焊接 表5給出了5種方案焊縫尺寸因素和承載水平的量化數(shù)據(jù)。其中平均承載系數(shù)為復(fù)合中心抽樣分析結(jié)果中承載系數(shù)的算術(shù)平均值,指示了焊縫相對受力水平。焊接工作系數(shù)為:實際焊縫長度/上基座周長,指示了焊接工作量的大小。由表5中數(shù)據(jù)可知,方案5在近似相同的焊接工作量條件下(甚至高于方案4),焊縫受力水平顯著提高。結(jié)合具體的最大應(yīng)力分析結(jié)果,應(yīng)排除方案5。 表5 5種焊接方案及其承載水平量化數(shù)據(jù)Table 5 Quantitative comparison of five welding solutions and their load levels 2) 在所有焊接方案中,以上基座肘板下方的局部焊縫受力最為嚴(yán)重,是焊縫的受力得主要貢獻(xiàn)區(qū)域;這類焊縫中又以底座邊線兩端的焊縫承載更為突出,圖7以方案4為例顯示了焊縫中的應(yīng)力分布。故焊接施工中,焊縫應(yīng)盡可能布置于上基座肘板下方;并且應(yīng)特別注意上基座肘板下方焊縫的焊接工藝質(zhì)量控制。 圖7 方案4在某載荷下的Mises等效應(yīng)力云圖Fig.7 Mises equivalent force cloud for scenario 4 under a load 1)在船用設(shè)備基座這類設(shè)備中,焊接方案的設(shè)計是影響焊接強(qiáng)度的重要因素。利用有限元技術(shù)對焊接強(qiáng)度進(jìn)行數(shù)值模擬能有效降低施工成本、風(fēng)險,提高施工效率。 2)由于本研究關(guān)注于焊接方案焊縫強(qiáng)度的影響,對焊縫進(jìn)行了由船體浮態(tài)變化引起的慣性載荷作用下的接觸有限元分析。實際焊縫中可能還存在其他的載荷類型(如沖擊、振動、熱應(yīng)力等)以及其他失效模式(如疲勞、腐蝕等)。 3)結(jié)果分析表明,采用L型焊接形式,焊接強(qiáng)度不夠,裂紋容易產(chǎn)生,實際建造過程中應(yīng)避免這種焊接形式。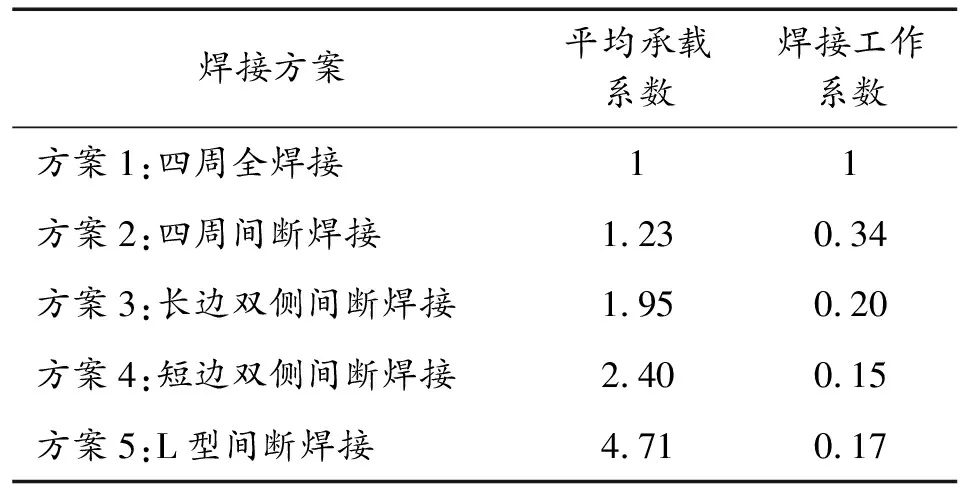
4 結(jié)論
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
民用飛機(jī)設(shè)計與研究(2020年4期)2021-01-21 09:15:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年18期)2018-11-14 01:48:24
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
