一種鋁合金覆蓋件拉延成形解決方案
2022-03-22 09:17:50張威袁根成湯金所瑞鵠汽車(chē)模具股份有限公司
鍛造與沖壓 2022年6期
在以節(jié)能環(huán)保為發(fā)展趨勢(shì)的汽車(chē)工業(yè)里,鋁合金材料是實(shí)現(xiàn)輕量化的可選材料之一,其強(qiáng)度高、質(zhì)量輕但成形性不如鋼材,材料延伸率小,給成形帶來(lái)挑戰(zhàn)。本文以小曲率背門(mén)內(nèi)板為研究對(duì)象,采用不同步壓邊的方法,提出一種新型工藝及模具結(jié)構(gòu)降低鋁板成形難度,達(dá)到縮短模具開(kāi)發(fā)周期,降低開(kāi)發(fā)成本的目的。
近年來(lái)隨著汽車(chē)制造的飛速發(fā)展,汽車(chē)業(yè)已經(jīng)成為我國(guó)經(jīng)濟(jì)發(fā)展的支柱產(chǎn)業(yè),車(chē)身制造是汽車(chē)發(fā)展中的重要組成部分,對(duì)車(chē)用材料、成形工藝、產(chǎn)品質(zhì)量的要求越來(lái)越高。汽車(chē)上約70%的零件經(jīng)沖壓工藝制成,因此沖壓技術(shù)水平的高低決定著車(chē)身的品質(zhì)高低。但隨著節(jié)能環(huán)保理念的不斷深入,汽車(chē)輕量化制造已成為汽車(chē)行業(yè)關(guān)注的焦點(diǎn)。采用如鋁合金等輕質(zhì)材料是實(shí)現(xiàn)輕量化的重要手段,但由于鋁合金不同于普通鋼板的材料性能,也給沖壓成形技術(shù)帶來(lái)挑戰(zhàn)。
劉曉晶等針對(duì)AA6009鋁合金車(chē)門(mén)內(nèi)板利用有限元模擬進(jìn)行拉深成形與工藝優(yōu)化,在凹模上設(shè)置拉延筋有效提高工件的成形質(zhì)量;胡玉明等針對(duì)鋁合金覆蓋件門(mén)洞開(kāi)裂進(jìn)行優(yōu)化,提出了鎖緊內(nèi)圈拉延筋的方法解決開(kāi)裂問(wèn)題;談順強(qiáng)等采用成形性評(píng)價(jià)函數(shù)對(duì)鋁制車(chē)身覆蓋件成形工藝參數(shù)進(jìn)行優(yōu)化,有效控制回彈。本文提出一種新型工藝及模具結(jié)構(gòu)——內(nèi)外不等深度實(shí)現(xiàn)成形的拉延方案,降低鋁板成形難度。
研究背景
材料背景
用于車(chē)身制造的鋁合金主要有2000系(鋁銅合金)、5000系(鋁鎂合金)和6000系(鋁鎂硅合金),通常應(yīng)用于覆蓋件成形的鋁合金以5系和6系居多。其中5000系鋁合金主要應(yīng)用于車(chē)身結(jié)構(gòu)件和內(nèi)板中,6000系鋁合金則被更多應(yīng)用于外覆蓋件成形中。其密度小,遠(yuǎn)小于銅和鋼,強(qiáng)度高,焊接性能較好,但是鋁合金相對(duì)鋼板其塑性差,材料的延伸性能較低,僅為25%,而鋼板延伸性可達(dá)到40%。
因此,鋁合金沖壓件成形相對(duì)鋼板難度大,成形容易開(kāi)裂,板件結(jié)構(gòu)復(fù)雜時(shí),往往由于板料延伸率不夠?qū)е聼o(wú)法成形,為解決延伸率不足問(wèn)題,工藝補(bǔ)充的設(shè)計(jì)非常重要,尤其壓料的形狀及深度對(duì)成形起到關(guān)鍵作用。因此,本文提出了一種內(nèi)外不等深度實(shí)現(xiàn)成形的拉延方案。
技術(shù)背景
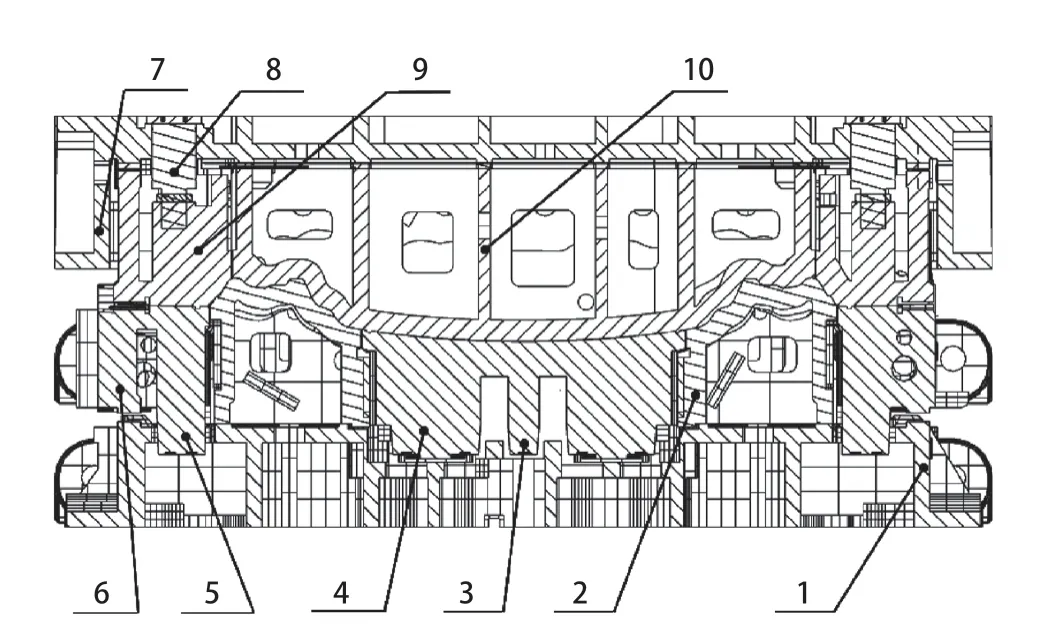
由于制件產(chǎn)品拉延深度和成形形狀復(fù)雜,同時(shí)要保證產(chǎn)品拉延充分,故設(shè)置了凹模和凸模為主拉延區(qū);凹模固定于上模本體上,凸模固定于下模座上,主成形區(qū)外設(shè)置了上壓邊圈和下壓邊圈,上壓邊圈由氮?dú)鈴椈商峁┖愣ǖ膲毫Γ幌履M鼓V虚g設(shè)置的托料芯和下壓邊圈在壓力機(jī)氣頂桿作用下同時(shí)工作,隨著壓機(jī)的進(jìn)一步工作,板件在上壓邊圈、下壓邊圈和托芯共同作用下,在凸模和凹模接觸后完成拉延過(guò)程。
小曲率背門(mén)內(nèi)板不同步壓邊圈拉延成形模具結(jié)構(gòu)圖如圖1所示。此模具結(jié)構(gòu)由下模座、凸模、托芯氣頂桿接柱、托芯、下壓邊圈氣頂桿接柱、下壓邊圈、上模本體、氮?dú)鈴椈伞⑸蠅哼吶σ约鞍寄5戎饕糠纸M成;凸模固定于下模座上;托芯和凸模通過(guò)導(dǎo)板導(dǎo)向配合,用工作螺栓與下模座緊固,其工作行程由工作螺栓行程控制,下壓邊圈和凸模導(dǎo)向配合,通過(guò)安全螺栓與下模座連接,凹模固定于上模本體上,氮?dú)鈴椈晒潭ㄓ谏夏1倔w上,上壓邊圈通過(guò)工作側(cè)銷(xiāo)與安全側(cè)銷(xiāo)和上模本體連接,氮?dú)鈴椈勺饔门c上壓邊圈上,并為上壓邊圈提供壓力。以上各接觸部件之間通過(guò)導(dǎo)板與導(dǎo)滑面配合實(shí)現(xiàn)導(dǎo)向運(yùn)動(dòng),各部件通過(guò)壓機(jī)作用力實(shí)現(xiàn)各自運(yùn)動(dòng)功能,完成背門(mén)內(nèi)板的拉延成形工作。
CHEN Ying, WEI Pei-lian, PAN Jun, ZHOU Jie, DONG Chang-sheng, YU Guan-zhen
綜上所述,方位向間歇采樣散射波干擾可有效破壞自動(dòng)相位搜索過(guò)程,不僅干擾信號(hào)無(wú)法被對(duì)消,所估相位還會(huì)使場(chǎng)景區(qū)域中大量真實(shí)點(diǎn)目標(biāo)的回波被抑制或被增強(qiáng),從而使得場(chǎng)景成像中出現(xiàn)類(lèi)似噪聲的雜亂明暗斑點(diǎn).
研究?jī)?nèi)容
不同步壓邊圈拉延模具設(shè)計(jì)
傾斜圓盤(pán)式大蒜排種裝置主要由電磁調(diào)速電動(dòng)機(jī)、種箱、排種盤(pán)、萬(wàn)向節(jié)聯(lián)軸器和鏈傳動(dòng)等部分組成。其中,電磁調(diào)速電動(dòng)機(jī)和鏈輪組成是動(dòng)力輸出裝置部分,通過(guò)二級(jí)減速實(shí)現(xiàn)排種裝置所需要的轉(zhuǎn)速;種箱內(nèi)的兩個(gè)傾斜放置的取種盤(pán)來(lái)實(shí)現(xiàn)蒜瓣的取種;兩個(gè)萬(wàn)向節(jié)聯(lián)軸器可以實(shí)現(xiàn)不在同一條直線(xiàn)上的傳動(dòng)。其結(jié)構(gòu)如圖1所示。

技術(shù)方案
一般的拉延模具結(jié)構(gòu)在汽車(chē)覆蓋件沖壓模具中運(yùn)用較廣泛,其結(jié)構(gòu)能滿(mǎn)足簡(jiǎn)單覆蓋件拉延沖壓成形要求。可對(duì)于產(chǎn)品形狀特殊的汽車(chē)內(nèi)覆蓋件應(yīng)用效果并不理想,典型的覆蓋件背門(mén)內(nèi)板,尤其是曲率小、拉延復(fù)雜的鋁合金背門(mén)內(nèi)板,這些產(chǎn)品特征在于法蘭區(qū)域平坦,拉延深度深,產(chǎn)品形狀復(fù)雜,這類(lèi)制件如果按照常規(guī)工藝?yán)映尚危蜁?huì)出現(xiàn)法蘭區(qū)域成形不足、形狀復(fù)雜變化急劇的位置開(kāi)裂,伴隨嚴(yán)重起皺。這些問(wèn)題在實(shí)際模具制造中無(wú)法通過(guò)調(diào)試完全解決,不僅會(huì)降低汽車(chē)覆蓋件產(chǎn)品質(zhì)量,還影響模具制造周期。二次拉深是解決該問(wèn)題的手段之一,但增加拉延工序就意味著增加一套沖壓模具,增加開(kāi)發(fā)成本。綜合以上考慮,研究了一種小曲率板件不同步壓料拉延成形模具工藝方案,實(shí)現(xiàn)了在一套模具上一次拉延成形,節(jié)約模具成本。
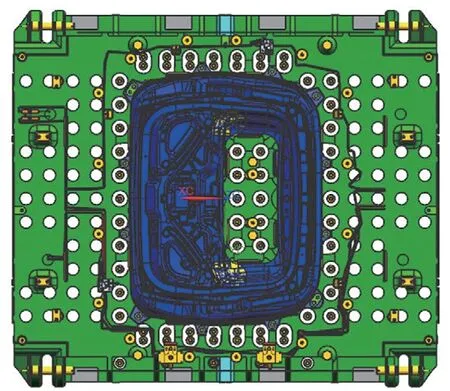
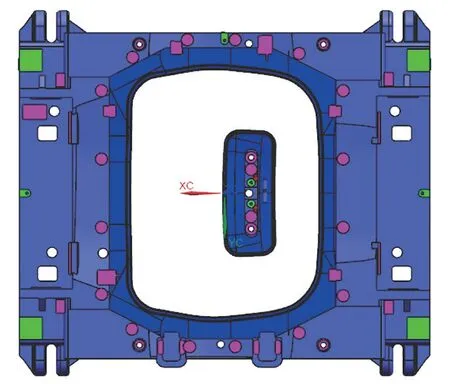
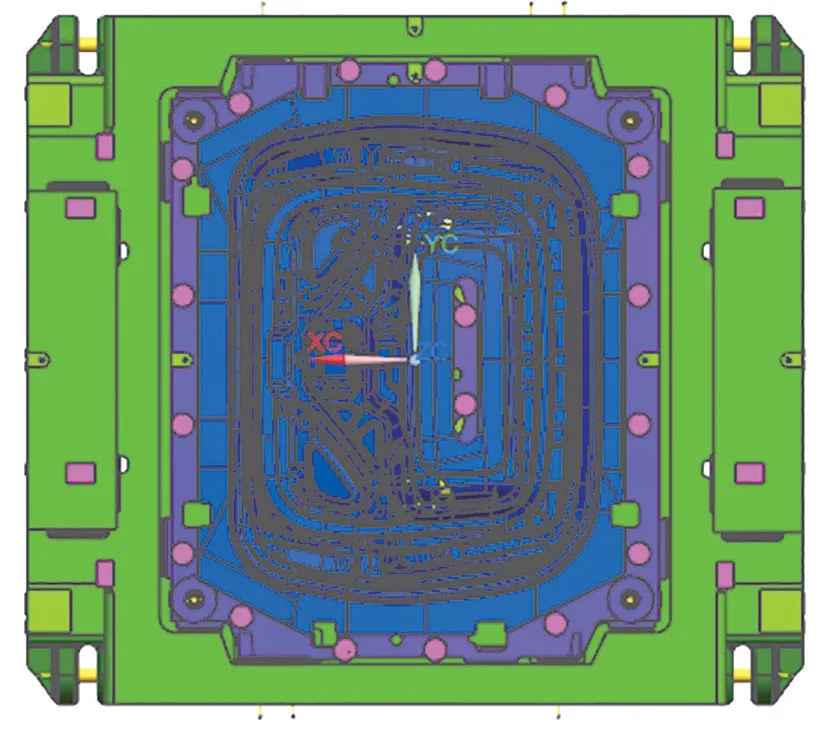
在沖壓過(guò)程中,有別于傳統(tǒng)拉延模具,板料在凹模剛性壓料面和壓邊圈接觸后與凹模和凸模拉延,僅有凹模壓料面和壓邊圈壓料,板料在凹模里面拉延成形不受控。此結(jié)構(gòu)在壓力機(jī)工作過(guò)程中,上壓邊圈和上模本體及凸模一同下行,上壓邊圈在氮?dú)鈴椈珊愣ǖ膲毫ο聦辶虾拖聣哼吶壕o,氣頂桿頂出力將下壓邊圈和托芯頂起,托芯和凹模在模具進(jìn)一步合模過(guò)程中,板料開(kāi)始逐漸在凹模和托芯之間接觸并逐步壓實(shí)。在繼續(xù)拉延成形過(guò)程中,除上述板料壓實(shí)外,板料在凹模和凸模的作用下充分拉延,在拉延過(guò)程中,板料在上壓邊圈和下壓邊圈間流動(dòng),保證了板料拉延充分成形,同時(shí)解決了復(fù)雜形狀內(nèi)覆蓋件小曲率鋁合金產(chǎn)品的拉延成形開(kāi)裂和起皺并存的沖壓工藝難題,如圖2~圖4所示。
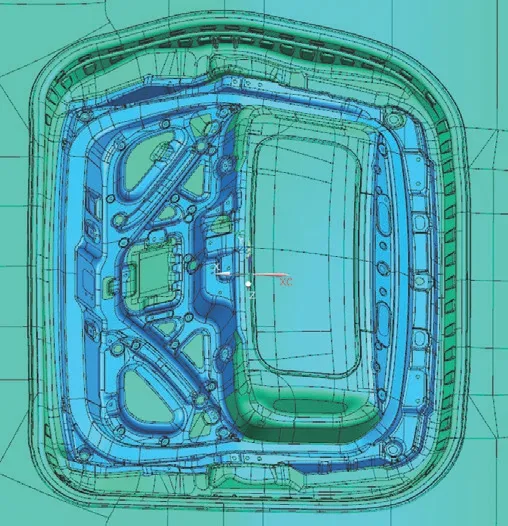
綜上所述,小曲率背門(mén)內(nèi)板不同步壓邊圈拉延成形工裝在一道工序中實(shí)現(xiàn)了多次拉延成形,解決了小曲率復(fù)雜鋁合金內(nèi)覆蓋件拉延成形不充分、起皺開(kāi)裂的問(wèn)題,節(jié)省了為解決此類(lèi)問(wèn)題增加工序而導(dǎo)致的模具開(kāi)發(fā)費(fèi)用,提高了企業(yè)設(shè)計(jì)制造水平,同時(shí)給汽車(chē)主機(jī)廠(chǎng)減少了生產(chǎn)成本,帶來(lái)了良好的經(jīng)濟(jì)效益。產(chǎn)品模擬圖和拉延成形板件如圖5、圖6所示。

結(jié)束語(yǔ)
以鋁合金為代表的輕量化材料在車(chē)身復(fù)雜覆蓋件沖壓成形過(guò)程中,常出現(xiàn)成形不足、成形困難的問(wèn)題,模具調(diào)試難度大,給模具開(kāi)發(fā)、制造,甚至批量生產(chǎn)帶來(lái)巨大挑戰(zhàn)。針對(duì)鋁合金小曲率背門(mén)內(nèi)板成形困難的問(wèn)題提出解決方案,縮短模具調(diào)試時(shí)間:⑴設(shè)計(jì)不同步壓邊圈拉延模具,在板料拉延過(guò)程中,通過(guò)上壓邊圈和下壓邊圈的共同作用,板料流動(dòng)期間保證拉延充分成形;⑵根據(jù)制件拉延深度起伏大和曲率小的特點(diǎn),在沖壓過(guò)程的不同時(shí)段成形,既解決平坦部位的充分拉延成形,又能保證小曲率深拉延區(qū)域不發(fā)生開(kāi)裂和產(chǎn)品起皺的缺陷。
