淺談汽車沖壓件材料利用率提升方法
2022-03-22 09:17:34劉玉山查向陽奇瑞商用車安徽有限公司
鍛造與沖壓 2022年6期
關鍵詞:工藝
本文重點對整車開發過程中車身沖壓件的鋼板材料利用率提升環節的具體方法進行統計、分析,并運用到實際成形開發中,對汽車行業鈑金件的材料利用率提升有一定的借鑒作用。
隨著中國汽車近20年的高速發展,汽車行業已經是鋼板消耗的大戶,國際原材料價格的不斷上漲和汽車價格的不斷下降,使得汽車行業的利潤空間已受到很大程度的影響。節約資源、提高效率、降低成本是每個車企的必經之路。在整車重量中,白車身占整車的30%~50%。從制造成本上看,白車身占整車的40%~60%,而在白車身中沖壓件占90%以上。因此,提高沖壓件的鋼板材料利用率對降低成本、提高經濟效益有著明顯的效果。各車企為了降低材料成本,通過不斷調整產品造型、調整沖壓件設計結構及沖壓工藝,追求材料利用率最大化。同時材料利用率提升的工作將貫穿于整個車型設計、開發各階段及環節:例如造型階段、車身產品結構設計,沖壓工藝設計方案、模具工藝設計及新設備、新材料的應用等方面,以下就針對部分環節進行介紹。
2)分析表明,勵磁涌流、潛供電流以及用戶中異步電動機均不會對重合閘成功率產生顯著的影響。影響重合閘成功率的主要因素為滑落性延時故障的延時長度。
CAS階段造型分縫檢查
合理選擇產品造型和產品分縫對材料利用率影響很大。在產品設計階段,由于車型設計的造型風格不同及對零件的分縫不同,導致每個零件材料利用率存在差異,圖1為受造型分縫影響材料利用率的零件。
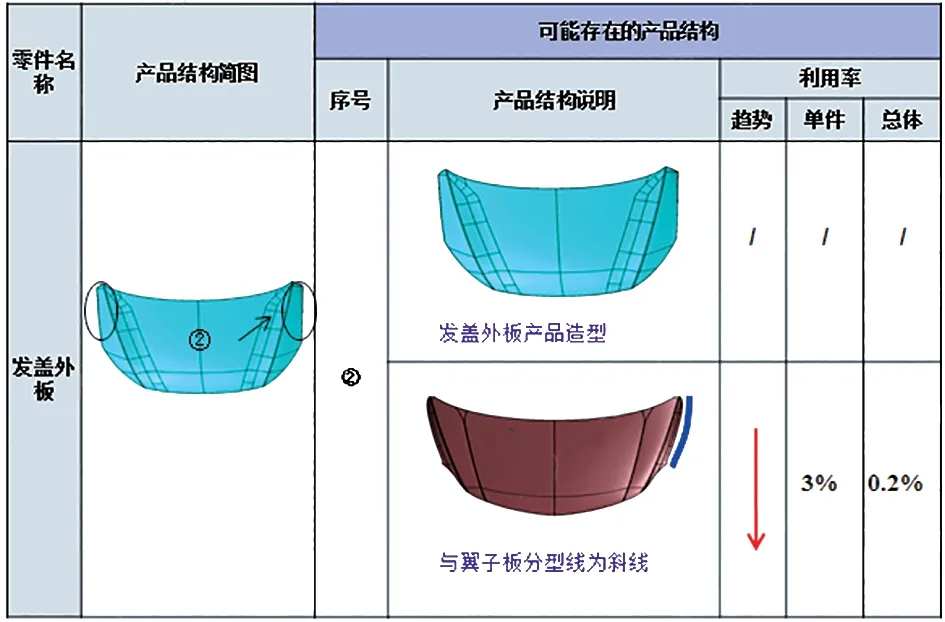

圖為中發蓋內、外板兩種結構對比,上部制件分縫更加合理,零件規則度更高,材料利用率更高;下部的上、下端制件夾角小、零件類似于三角形,材料利用率下降。圖3、圖4為門內、外板窗框結構,窗框處廢料較多,影響材料利用率,不帶上框的四門內、外板結構件材料利用率更高。


車身產品結構設計合理性
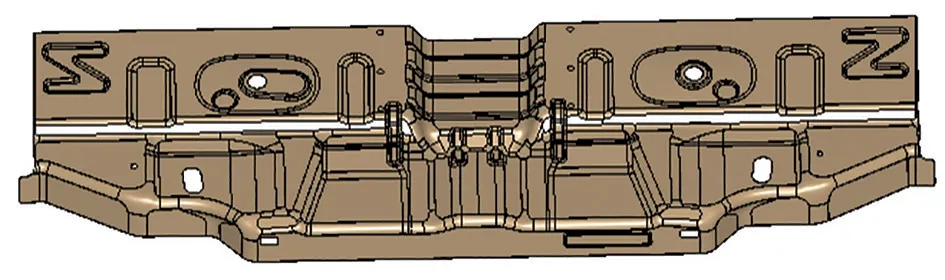
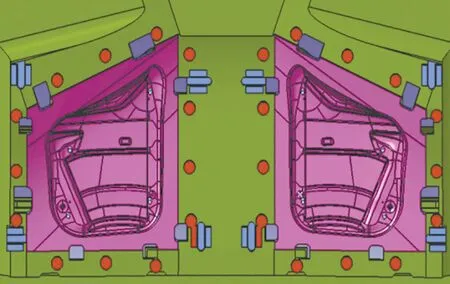
汽車車身上絕大多數零件為對稱件,在工藝設計時多考慮左右件成雙設計,在減少工藝補充、提升鋼材利用率的同時,成形難度也會降低。圖7所示的左右零件成雙,這在雙件合并情況中較為常見,合并后左右對稱件在模具設計、制件成形及材料利用率方面都有很好的貢獻,是非常有用的提高鋼材利用率的方法(圖8)。
鋸齒弧形刀是在原弧形刀的基礎上進行優化、改進,在板料尺寸一致的情況下使用鋸齒弧形刀,可以比弧形刀多節約1個齒尖到齒底的尺寸。鋸齒弧形刀生產的典型零件如圖11所示。
通過地方債置換,地方政府融資平臺的債務增長速度明顯下降,有效控制了地方政府的隱性債務風險。然而地方政府的債務規模依然龐大,想要根治地方政府的債務問題,其根本還是要改變現有的政績考核模式,不再單單以GDP增長率“論英雄”。還要打破剛性兌付和隱性擔保的現狀,徹底消滅預算軟約束問題。同時,應當建立完善的財政體系,厘清中央和地方的權力責任,明確地方官員的借貸責任。
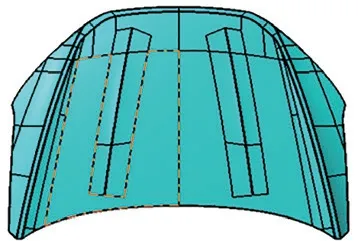
對發蓋類制件采用特殊形式的開卷落料模——弧形刀,可以提高材料利用率。目前我們開發的一副弧形刀模具,其弧度半徑為2150mm、最大寬度為1890mm、最小寬度為1360mm,應用于發動機蓋內、外板,材料利用率單件可提升4.5%,如圖10所示。


合并工藝/一模多件
合并工藝
在產品設計階段,由于不同的造型結構對鋼材利用率影響比較大,所以在新車型零件設計的過程中,在不影響零件功能的情況下,應當優先選擇鋼材利用率高的結構。

一模多件
綜上所述,在大數據背景下,高等院校應當要對以關系數據庫為主的數據庫課程體系及教學模式進行改革和創新,從數據庫系統概論、海量數據分析以及數據庫系統實踐等方面對數據庫課程進行改革,從而使得高校數據體系及教學模式更加符合時代發展的需求,為社會的發展培養出更多的高素質人才。另外,還需要為這些設想的實施提供必要的保障,提高師資隊伍的素質,加強實踐平臺建設等,這樣才能夠確保高校數據庫課程體系及教學模式改革的有序進行。
弧形刀/鋸齒刀的應用
單邊弧形刃口的弧形刀
頂蓋外板產品制件深度直接影響制件工藝補充,圖5所示的制件材料利用率為68.3%,通過降低制件的深度后,材料利用率提升到76.5%,單件的材料利用率提升了8.2%。圖6所示的前豎板本體制件設計時形狀不規則,影響板料排樣,制件材料利用率39.4%,通過制件進行分件開發后,材料利用率達到58.8%,單件的材料利用率提升了19.4%。
一模多件是指一套模具可生產多個同樣的零件,不僅減少了工藝補充,提高了材料利用率,同時提高了生產效率。頂蓋橫梁、車門加強板等拉延深度較淺、形狀簡單的細長類零件,均可采用該方式。圖9為左右翼子板一模兩件。
鋸齒弧形刀
“在白酒、化工、機械、能源四大傳統支柱產業的基礎上,瀘州著力打造白酒、電子信息以及高端裝備制造、新能源、新材料、航空航天、現代醫藥組成的‘1+1+4’三個千億產業。”劉春認為,瀘州創建“全省經濟副中心”首先要圍繞產業發展提升經濟實力。

套模工藝的運用
套模工藝是指在沖壓件制造過程中,一些小沖壓件通過利用大型零件成形中的廢料部分,并同大件模具同步生產出兩個(或兩個以上)的零件所采用的一種生產工藝方式。套模方案的優點:⑴套模件不需要單獨開發模具,在大件模具開發結構中完成,節省模具固投費用;⑵套模件不需要單獨的鋼板消耗,使用的是大件的廢料,節省鋼板材料成本;⑶套模件不需要單獨的沖壓,在大件生產的同時同步完成套模件生產,節省生產成本。圖12是后背門外板與后背門外板套模工藝的示意圖。
以圖12為例初步統計采用套模工藝后,能夠給生產和制造帶來的效益,模具固定投資節省11萬元(套模零件的模具開發費用),每臺車的生產制造沖次成本節約1.5元,板料成本節約2.26元。

遼、金、元時期的服飾有一個共同的特點,既沿襲漢唐和宋代的禮服制度,又具有本民族的特色。遼金男子的服飾多為圓領、袖的缺胯袍,著長筒靴或尖頭靴,下穿褲,腰間束帶。
結束語
提高車身鋼板材料利用率最直觀的表現就是降低制造過程中的材料成本,但要達到這個結果則需要各部門的相互配合,從造型部門CAS的設計、分縫;車身部門沖壓件的結構、分件方案、材料類型選擇;沖壓規劃的模具設計、模具精細化制造;到制造部門設備精度、生產方式、來料質量以及質量部門對產品質量的要求等等;全過程、全方位的控制,才能將材料利用率做到極致,體現了汽車設計、制造全過程能力。目前,我國自主品牌中車身的鋼板材料利用率和日、韓等國家的車型還有很多的差距,提升鋼板材料利用率是一個持續的課題,也是我們不斷挑戰的目標。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
