水玻璃鑄造舊砂應用濕法再生的工藝設計
2022-02-24 13:51:18吳劍
中國鑄造裝備與技術 2022年1期
關鍵詞:工藝
吳 劍
(江陰智銘鑄造裝備應用技術設計室,江蘇江陰 214400)
0 引言
近年來,在鑄造砂處理工藝設計過程中,經常有客戶咨詢水玻璃舊砂的再生處理問題。當談到采用濕法再生處理時,又擔心污水處理工序。
前幾年,研究設計的一條廢舊砂濕法再生的生產線。應用了干法、濕法和烘干的聯合再生處理工藝,為企業解決了長期存在的問題(廢舊砂的去向)。技改投資不大,回收處理效果明顯,主體上清理了工況場地、增加了空間利用、回用砂集約入庫,改善了環境。
顯然,從鑄造產業綜合效益來講,水玻璃砂的舊砂再生是生產全過程的重點環節。在工藝措施上可采用在線再生或離線再生。整個環節體現在:原砂資源的再利用,廢棄物排放的減少和改善作業環境等,是一種符合可持續發展的綠色鑄造工藝[1]。
1 水玻璃的性質
水玻璃是水溶性的硅酸鹽(常用硅酸鈉)。鑄造工藝中添加某種的表面活性劑而形成流態化自硬水玻璃砂。水玻璃砂鑄造工藝在鑄鋼、鑄鐵、有色金屬鑄造中廣泛應用。
硅酸鈉本身是一種弱酸強堿的生成物,在水解時與H+結合成離解度小的H2SiO3、H2Si2O5等分子,使溶液中出現多余的OH-離子,使之呈堿性。
水玻璃的堿度大小與其模數有關,常用水玻璃的pH 值在10~13 之間。
水玻璃舊砂回用宜采用濕法處理比較實用。濕法再生就是將舊砂用水浴沖洗,使水玻璃薄膜中的堿和硅膠在水浴中溶解、分解。如果適當提高水溫、或帶弱酸性,其再生效果更好。
由于水玻璃舊砂的再生性能與原砂還存在一定差距,必須對回用量進行控制,一般不超過50%[2,3]。
2 水玻璃砂舊砂處理方法
水玻璃砂舊砂,如果采用干法再生處理,再生效果不好,膠質狀的水玻璃不宜脫膜,不是合理的再生方法;如果采用熱法再生處理,焙燒爐的焙燒溫度需要很高,成本太大,后續處理工藝復雜,不是理想的再生方法;而采用濕法再生處理,針對它的性狀通過水浴搓磨達到水玻璃溶解、松散、脫膜,凈化而實現砂再生,工藝不是很復雜,處理規模較大時,是比較理想的再生方法[3]。濕法再生的三個重點要素:水浴沖洗、脫水烘干、污水處理,而污水處理是一個難題(環保要求、不宜直接排放)。
3 工藝方案與核心設備
水玻璃舊砂的再生,采用獨立的、離線濕法再生處理工藝,并考慮舊砂來源的復雜性。通過濕法、烘干的綜合再生處理,使再生砂應用指標達到品質合格的常規要求。
3.1 工藝流程
再生處理的工藝流程:對水玻璃舊砂先進行破碎、磁選、篩選(控制顆粒度、去鐵雜物),再經滾筒水浴浸泡、搓磨水洗(水解、脫膜、控制pH 值),脫水烘干(控制含水率)和凈化、冷卻的過程。
水浴浸泡的作用,是便于水玻璃溶解,不是單純的水洗。
設計產能20t/h 舊砂濕法再生工藝單元,其工藝流程設計:舊砂預處理(破碎機、輸送機、磁選機、提升機)進入滾筒搓磨水洗機,經搓磨水洗后負壓脫水,再進入快速立式烘干爐(電加熱),再經冷卻處理和第二道磁選機后提升入庫。單元的核心設備是滾筒搓磨水洗機。
整個工藝流程配置組合布袋除塵系統,構成一個獨立的離線再生單元。水洗過程排放的污水通過污水處理池進行集中化學中和處理,形成循環水回用,避免二次水污染[4]。
3.2 滾筒搓磨水洗機
滾筒搓磨水洗機是一種臥式滾筒體配置、軸向葉片攪拌的水洗設備(水浴功能),是集搓磨攪拌、定向輸送和冷卻(需要冷卻時)多道工序為一體的砂再生設備。更適合水玻璃舊砂的水洗再生處理。
滾筒搓磨水洗機采用臥式結構,其動力驅動穩定性好。在實際應用中,滾筒搓磨水洗機空載時的噪音低于80dB(A)(樣機檢測結果)。
滾筒與攪拌主軸的轉動方向相反,可有效利用主軸上導向葉片(弧形)對砂料的搓磨攪拌,螺旋形導向,達到輸送、清洗的效果。砂料進入筒體后、同時進入大量循環水水浴浸泡沖洗。并實現對砂料的切向對流和搓磨攪拌,砂料含有的小顆粒團塊不影響水洗過程。
采用常溫循環水在筒體內攪拌水洗,對熱舊砂有冷卻的作用。蒸發熱氣流隨除塵系統排放(設置除塵罩),不影響生產環境。
3.3 主要技術參數:
滾筒體直徑:?1400 mm;滾筒轉動速度:9.11 r/min;滾筒驅動功率:11kW;攪拌筒體直徑:?1200 mm;攪拌筒轉動速度:27.71r/min;攪拌驅動功率:15kW;生產能力:10~20t/h。
4 再生砂的脫水
在現實生產中,滾筒搓磨水洗機是必須的常用設備,經搓磨水洗的濕砂首先進行脫水(砂水分離),然后是烘干。
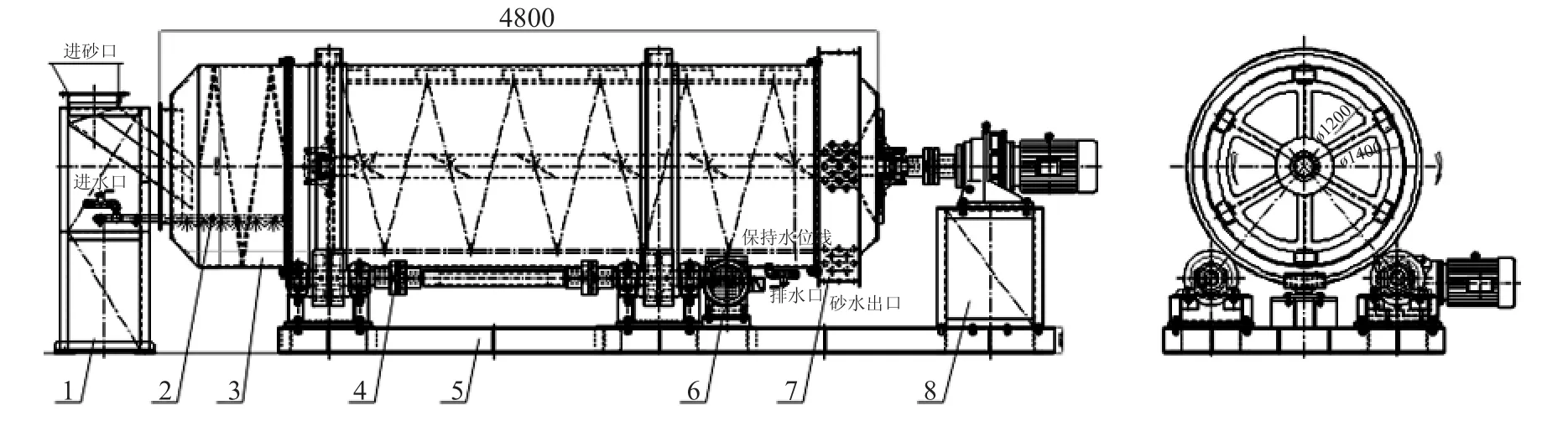
圖1 滾筒搓磨水洗機
脫水的方法通常采用:
(1)脫水池自然環境脫水(自然沉降法):在現場設置一個脫水池,底部采用過濾網板重力降水過濾。其工藝簡單、成本低,但消耗時間比較長,脫水率不是很高。(2)脫水桶離心脫水:采用離心機離心脫水,間斷性工作,其脫水能力有限,小規模生產可以采用(一般在選礦洗礦中應用)。(3)真空脫水:利用真空原理,進行負壓脫水。
例如,設計應用的一種振動輸送機,利用振動輸送過程進行負壓脫水,輸送槽面局部采用過濾篩網(高密度),底部真空負壓,實現連續脫水輸送的工作狀態。砂脫水后即進入舊砂烘干流程,而水(污水)引流到沉淀池,工藝上并不復雜。
還有一種真空皮帶輸送機的脫水工藝,砂脫水后即進入烘干工藝。
5 污水處理與水循環系統
應用滾筒搓磨水洗機的供水壓力選擇150~250kPa,可滿足滾筒水浴的應用要求(有浸泡時間)。連接水循環處理系統(含有冷卻塔和補水管路)充分利用循環水回用。
5.1 污水沉淀與回用
水洗后的污水沉淀、回用是利用四個相連的沉淀池(設計二個沉淀池、一個凈化池、一個清水池)。污水進入第一沉淀池,比重較大的泥沙先沉淀,而溢流到第二沉淀池的泥砂大部分在池中沉淀。由于沉淀污水是堿性水溶液,必須進行凈化檢測和化學中和處理(模數不同的水玻璃,酸堿度不同,注意檢測)。
沉淀池的沉淀物一般以細砂為主,還有未溶解的惰性膜成分以及其他雜物,應進行有效的環保處理。
5.2 水循環系統
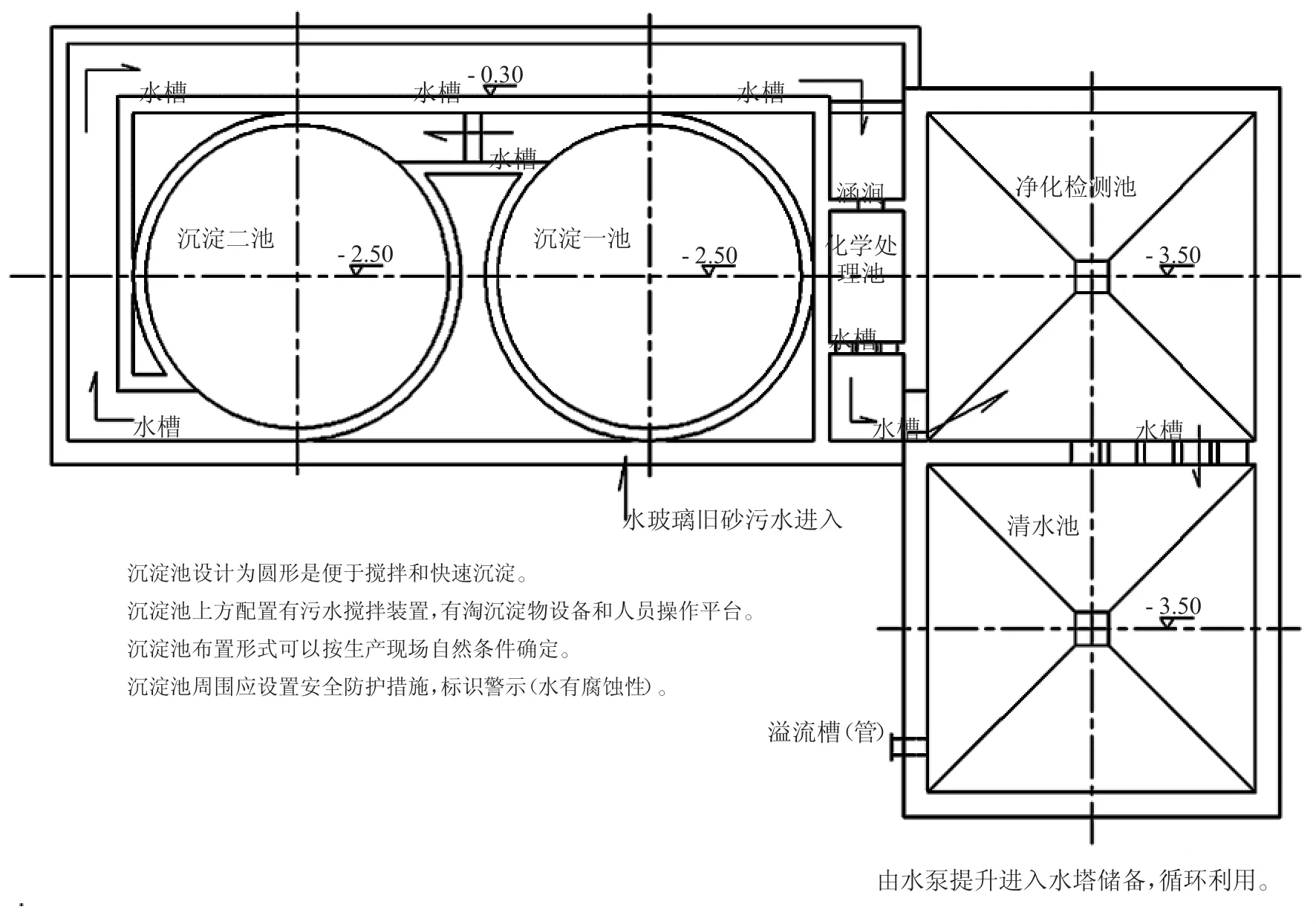
圖2 水循環污水處理沉淀池
二道沉淀池(水容量約18m3/個)為污水二次溢流過渡的泥砂在池中沉淀、并處理浮沫(膠質物)。可以設置污水攪拌裝置,達到快速沉淀的目的。當過程回流到凈化池時,應進行pH 值檢測,控制酸堿平衡。
水冷卻不是重點,可以在冷卻塔循環過程中實現。
凈化池為化學中和處理池,檢測調整水質的酸堿度(pH 值)。凈化后補水,溢流到清水池提升進入冷卻水塔,并回用。
在自然環境下,陽光和雨水的外來條件是污水凈化的有利因素。雨水可以補充清水池水源,陽光可以進一步凈化水質。清水池的溢流水可以向地溝排放(可以檢測pH 值、符合排放標準,即可排放)。
6 結束語
由于環保要求和原砂資源問題的突顯,直接影響鑄造產業生態發展的前景。所以,必須重視舊砂再生的重要性、必要性。重視綠色環保、資源再利用的創新發展理念。舊砂再生永遠是鑄造業的研究課題。上述水玻璃舊砂的濕法再生工藝設計供鑄造企業參考。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
