非徑向管板焊接接頭的超聲檢測
2021-12-22 00:39:10郭玉炳
無損檢測 2021年3期
郭玉炳
(中國核工業第五建設有限公司,上海 201512)
AP1000是由美國西屋公司設計的第三代先進壓水堆核電站,其壓水堆安全殼為雙層結構,內層為鋼安全殼容器,外層為鋼筋混凝土屏蔽構筑物[1],其主要作用是防止放射性物質向環境擴散。安全殼在核電站安全方面發揮著重要的作用,是壓水堆核電站的第三道安全屏障。
AP1000壓水堆安全殼鋼制容器為上下分別有兩個橢球封頭的圓柱體[1],是整個非能動安全殼冷卻系統的主要組成部分,其由5個主要結構模塊組成。這些模塊包括環形加強筋、環吊梁、閘門、貫穿件及其他附件。
文章詳細介紹了AP1000壓水堆安全殼貫穿件的一種非徑向管板焊接接頭的結構特點并對該類接頭焊接過程中易產生的缺陷進行了分析,同時對該焊接接頭的超聲檢測工藝的要點進行了介紹,特別對超聲檢測的缺陷定位方法進行了論述,對超聲檢測技術受限的問題提出了行之有效的解決方法,在工程實踐中取得了良好的應用。
1 非徑向管板焊接接頭的特點
1.1 安全殼貫穿件及其結構特點
AP1000壓水堆安全殼貫穿件包括機械貫穿件(包含燃料輸送管)、電氣貫穿件(內含管道、電纜等)、設備閘門及人員過渡倉等。所有的安全殼貫穿件在大多數情況下是由封閉套筒構成的雙屏障組件,其典型的結構如圖1所示。
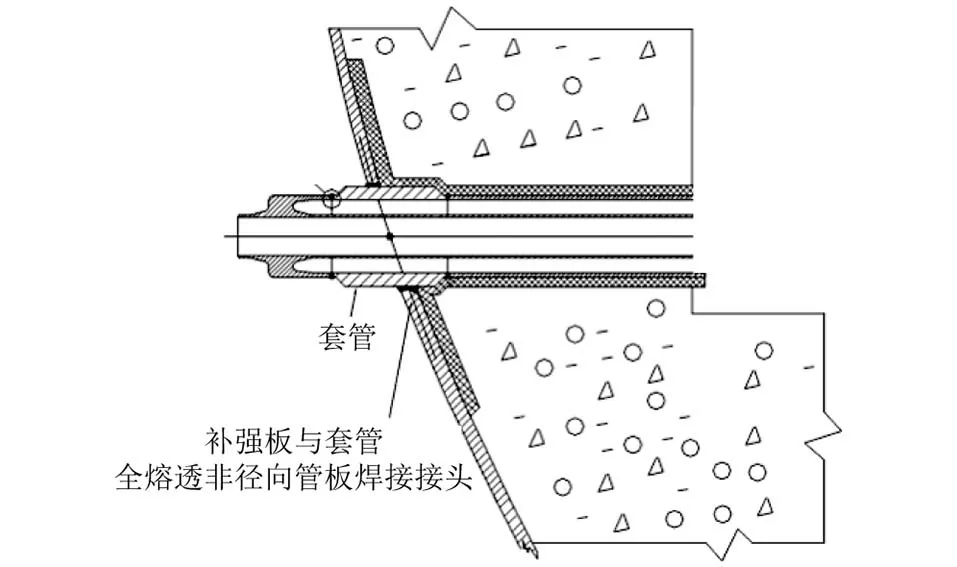
圖1 安全殼貫穿件典型結構示意
所有貫穿件套管組件都被設計成水平狀態,大部分套管的軸線都指向安全殼的中心,但也有少數貫穿件套管的軸線并不指向安全殼中心,而是與0°~180°或90°~270°軸線平行,與0°~180°軸線平行的套管有P23,P24,P25,P26,P44,P45等6根,與90°~270°軸線平行的套管有P19。貫穿件套管與安全殼或補強板的相對位置分為兩類,一類屬于正交,即套管與補強板或安全殼垂直;一類屬于非正交,即套管與補強板或安全殼呈一定的角度[2]。
1.2 非徑向管板焊接接頭的結構特點
以AP1000主蒸汽管道路徑上的機械貫穿件P44/P45為例,其結構如圖2所示,尺寸和材料參數如表1,2所示。貫穿件套管材料為SA350 Gr.LF-2;補強板材料為SA738 Gr.B;采用手工電弧焊(SMAW)的方式1進行焊接,涉及的焊接位置有3G(立焊),4G (仰焊)等。坡口形式為K型,坡口角度兩側均為45°。

表1 P44/P45結構尺寸 mm
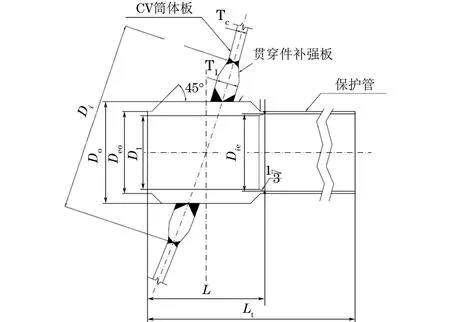
圖2 機械貫穿件P44/P45結構示意
在機械貫穿件P44/P45的安全殼底封頭上進行開孔并安裝補強板(厚度為95.35 mm), 套管插入補強板預先開好的孔中進行焊接。坡口位于補強板側,坡口角度為45°。套管材料為SA350 Gr.LF-2,外徑為520.7 mm,壁厚為57.15 mm。 套管中心軸線與補強板垂直方向成20.6°的夾角,即補強板、補與套管相交的非徑向全熔透焊接接頭沿套管周向均在不斷變化。由于此角度在不斷變化強板本身弧度的變化及套管幾何形狀的影響,其有別于正交徑向全熔透焊接接頭。部分區域因探頭掃查距離不足。筆者將結合超聲檢測工藝、被檢對象幾何特點,綜合分析解決存在的技術受限問題。

表2 P44/P45構成及材質
1.3 缺陷產生原理及重點檢測部位
受貫穿件套管結構的特點及現場工作條件影響,此類非徑向的焊接難度較大,特別是靠近下端的焊接接頭及套管與補強板夾角小的部位。根據焊接工藝分析,此類非徑向管板的焊接接頭主要采用多層多道的手工焊接方式,在工期緊、工作量大且為全手工電弧焊焊接的情況下,對整個焊接過程控制都有較高的要求。受安裝順序影響,安全殼與補強板之間的焊接接頭先于此焊接接頭完成焊接,故此焊接接頭焊接過程中受焊接應力的影響較大。
以下情況也給焊接接頭的質量帶來了諸多不確定性。組對間隙小,單側焊接完成后,若清根不徹底,極易形成未焊透缺陷;清根后或層間修磨不當,極易形成未熔合缺陷;受焊接位置及狹小空間的制約,施焊過程難以控制,若焊工手法不熟練,容易形成未熔合、夾雜等缺陷;焊接時若預熱或層間溫度控制不當,在焊接及結構應力的作用下,容易形成危害性較大的裂紋;受焊條烘干程度、風速、濕度等因素的影響,焊接過程中易產生夾雜、氣孔等缺陷。
從貫穿件套管與補強板非徑向管板焊接接頭的結構受力及焊接過程中容易產生的缺陷方面進行分析,進行超聲檢測時應重點檢測的部位有:套管一側的熔合面;補強板一側的坡口熔合面;不易于施焊的區段;套管壁內靠近熔敷金屬的部位;焊接接頭背面清根部位等。在制定超聲檢測工藝時,應結合以上重點部位選擇合適的探頭,盡量使超聲聲束與被檢面上的缺陷相垂直,以獲得最好的檢測效果。
2 非徑向管板焊接接頭超聲檢測工藝
2.1 超聲檢測技術及質量要求
對于全熔透的非徑向管板焊接接頭,熔敷金屬厚度超過12.5 mm時,要求進行100%超聲檢測(UT)。檢測參考標準為ASME Ⅴ-2001及其2002年增補。質量驗收參考標準為ASME Ⅲ NE-2001及其2002年增補。此類焊接接頭屬于ASME MC級部件,部分貫穿件位于壓力邊界處,對焊接接頭的焊接質量和檢測可靠性要求很高。
2.2 探頭掃查面制備
(1) 針對被檢測非徑向管板焊接接頭的結構特點,為充分保證超聲檢測的質量,探頭移動范圍內的表面必須平整,還須保證探頭能在掃查面平滑移動且與工件耦合良好。一般采用打磨和拋光的方式對被檢表面進行處理,實際檢測時要求被檢測面與探頭底面之間的間隙不大于0.5 mm,工件表面粗糙度不大于25 μm。為了增加掃查面的面積,須在滿足設計要求的情況下盡量去除焊接余高,一般要求焊喉小于10 mm。對局部掃查距離不足的焊縫,一般要求焊喉小于5 mm。
(2) 探頭掃查區域主要為補強板內外表面及焊接接頭區域所對的套管內壁。為保證探頭有足夠的移動范圍,補強板內外側表面的焊接接頭余高須磨平,同時應保證整個過渡區域的平整和光滑。需用幾何測量的方法在套管內側畫出外部焊接接頭邊界所對應的區域,以確定探頭移動區域并對超聲波波形進行判斷。
(3) 探頭應平滑移動,不得有起伏或擺動。因為此類情況會導致聲束耦合效果變差、不能有效入射工件或產生變型波從而嚴重影響超聲檢測的結果。探頭移動的時候應盡量靠近焊接接頭,使探頭入射點在掃查面的移動距離盡量大,保證聲束能通過整個接頭截面。對套管內壁檢測受套管內徑限制的問題,應盡量選擇晶片尺寸小的探頭進行檢測。
(4)由于設計原因造成探頭掃查距離不足時,可將此類問題歸結為技術受限,同時應進行詳細地分析,并在檢測工藝文件和檢測報告中對受限部位進行標識和說明。
2.3 超聲檢測試塊選擇
所使用的標準試塊為CSK-IA試塊,其主要作用是進行超聲檢測系統的校驗(如測定探頭入射點及前沿距離、系統定標、實測探頭角度及聲速等);所使用的靈敏度校驗試塊為ASME 3#試塊,其長橫孔尺寸為φ4.8 mm×38 mm(直徑×長度),用于缺陷當量比對和制作DAC(距離-幅度曲線)曲線。
2.4 超聲檢測探頭布置
安全殼P44/P45貫穿件非徑向管板焊接接頭的超聲檢測探頭布置如圖3所示,探頭的詳細規格如表3所示。
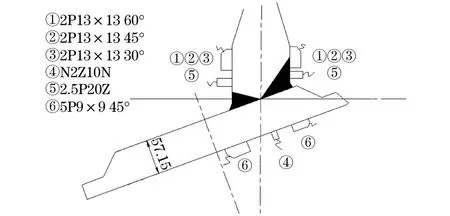
圖3 探頭布置示意
探頭①為主要檢測探頭,其折射角為60°;探頭②為輔助檢測探頭,其折射角為45°;受限于掃查距離不足,另增加探頭③為輔助檢測探頭,其折射角為30°,主要檢測坡口面上的未熔合等缺陷;探頭④為主要檢測探頭,考慮到內壁的耦合效果,選用晶片直徑為10 mm的直探頭,必要時可增加探頭軟保護套,主要檢測套管外壁熔合面上的缺陷及焊接接頭的內部缺陷;探頭⑤選用晶片直徑為20 mm的直探頭對斜探頭掃查區域進行檢測,保證斜探頭聲束傳播不受相關缺陷的影響;探頭⑥選用折射角為45°的斜探頭,主要用于套管壁內缺陷的輔助定位和確認。
探頭①、探頭②及探頭③在補強板兩側分別采用前后、左右、轉角、環繞、鋸齒等掃查方式進行掃查。對判斷為缺陷的位置應仔細觀察其動態波形,大致確定缺陷的趨向及長度大小,必要時可使用不同角度的探頭在兩側同時進行掃查。探頭掃查時,應注意識別結構反射波。探頭④沿套管內壁軸線方向進行掃查,掃查前,應確定套管外壁的焊接接頭邊緣在內壁的對應位置,以便于在探頭掃查時對波形進行判斷并完成掃查區域的表面準備等。依據缺陷回波的情況,必要時還應沿周向進行掃查。在調節儀器掃查范圍時,應至少能觀察到二次底面回波,掃查范圍至少包括補強板焊接接頭區域。
2.5 超聲檢測探頭
參考標準ASTM E164—2013,所采用的探頭規格如表3所示。
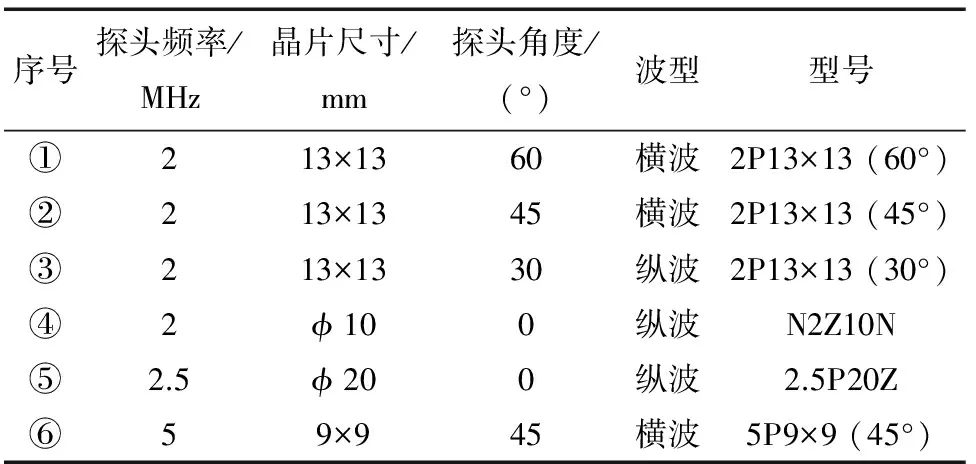
表3 探頭規格
2.6 超聲檢測的缺陷定位方法
2.6.1 缺陷定位坐標系的建立
鑒于非徑向管座焊接接頭結構的復雜性和特殊性,對缺陷的定位和識別難度較大,須采用適當的缺陷定位坐標系,保證缺陷定位的有效性和準確性,并為后續的缺陷類型分析提供依據。缺陷定位坐標中的信息還應為缺陷的識別及干擾回波的判斷提供參考。因此,建立一個合適的缺陷定位坐標系,對檢測過程的實施、缺陷數據記錄及分析處理、缺陷識別、缺陷返修、干擾回波判斷等均具有極其重要的作用。
安全殼內、外側的缺陷定位坐標系分別如圖4,5所示(圖中各符號說明見表4),以安全殼上P44/P45貫穿件套管與補強板的非徑向管座焊接接頭為例,分別在安全殼(CV)內側和外側建立統一的缺陷定位坐標系,缺陷定位坐標系的建立是構建幾何關系的前提,要充分考慮測量尺寸和角度的便利性。
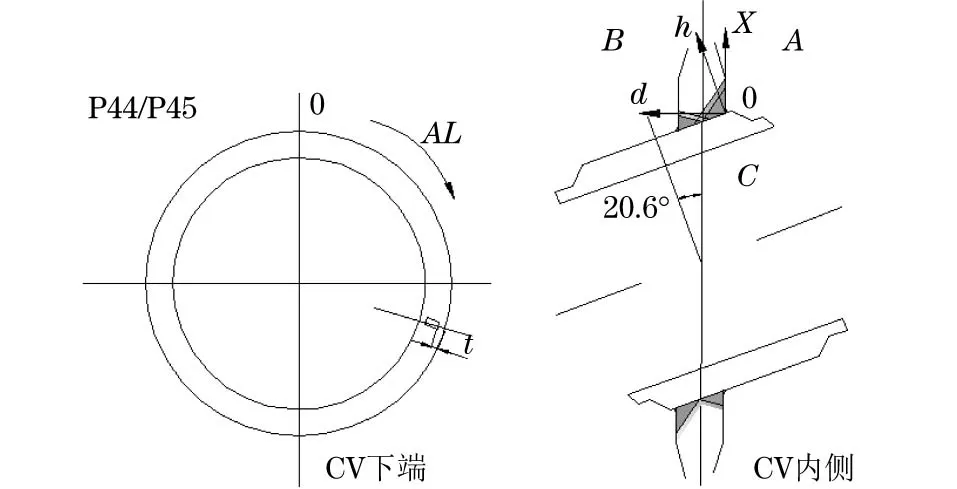
圖4 P44/P45缺陷定位坐標系(安全殼內側)
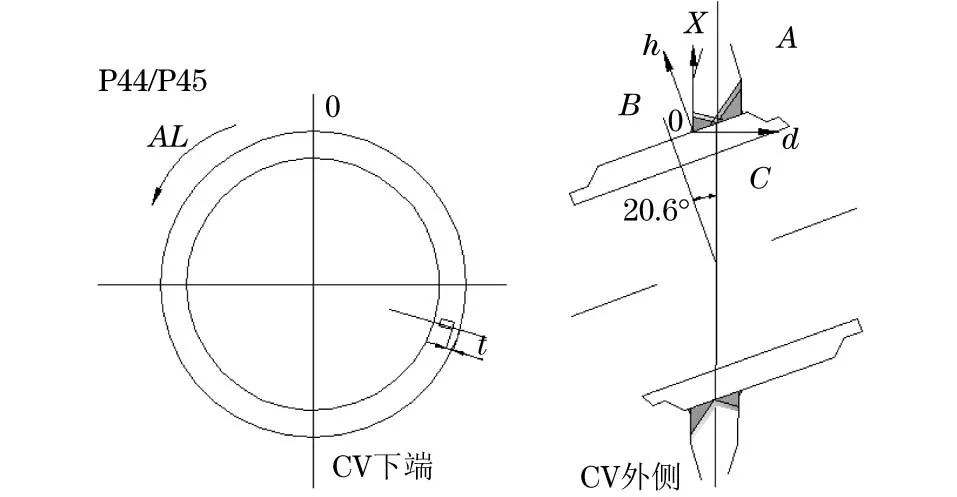
圖5 P44/P45缺陷定位坐標系(安全殼外側)
缺陷定位坐標系中相關符號含義如表4所示。
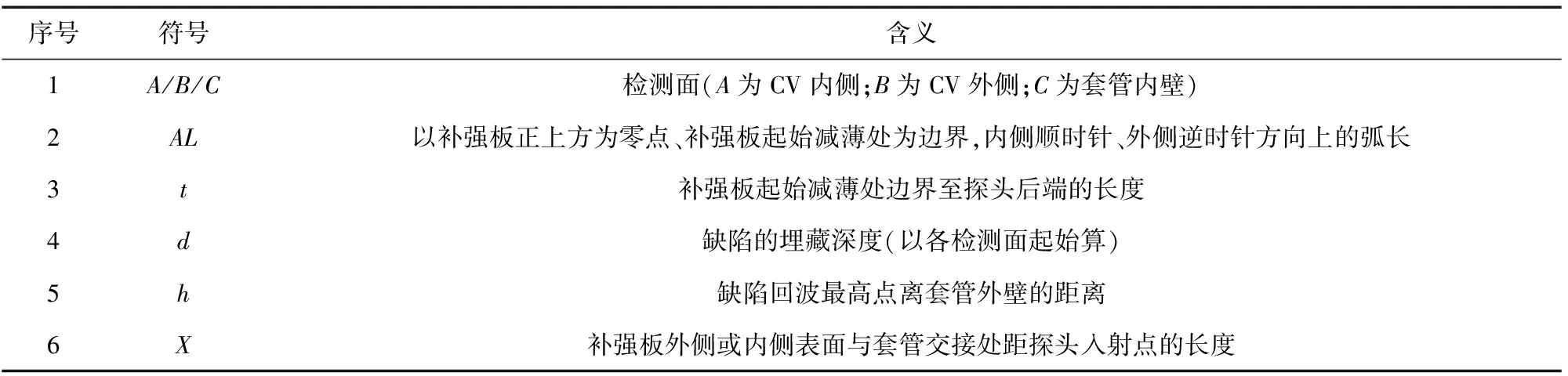
表4 缺陷定位坐標系中的符號說明
2.6.2 缺陷的定位方法
安全殼上P44/P45貫穿件套管與補強板的非徑向管座焊接接頭結構復雜,進行超聲檢測時對缺陷回波的識別和判斷非常困難。結合其結構特點及2.6.1節建立的定位坐標系進行綜合分析推導得出h,不僅解決了缺陷定位的問題,還為檢測過程中缺陷信號的識別和判斷提供了重要參考。缺陷定位分析示意如圖6所示,圖中相關符號說明如表5所示。表5中θ為游標萬能角度尺實測得出;L使用鋼板尺從補強板內側或外側與套管外壁交點處至探頭前方的長度加上探頭的前沿長度得出;S1為缺陷處最高回波處聲程,可由超聲檢測儀器讀出。數據均以缺陷最高回波所在位置及探頭位置為參照。由圖6所示的幾何關系分析可得出
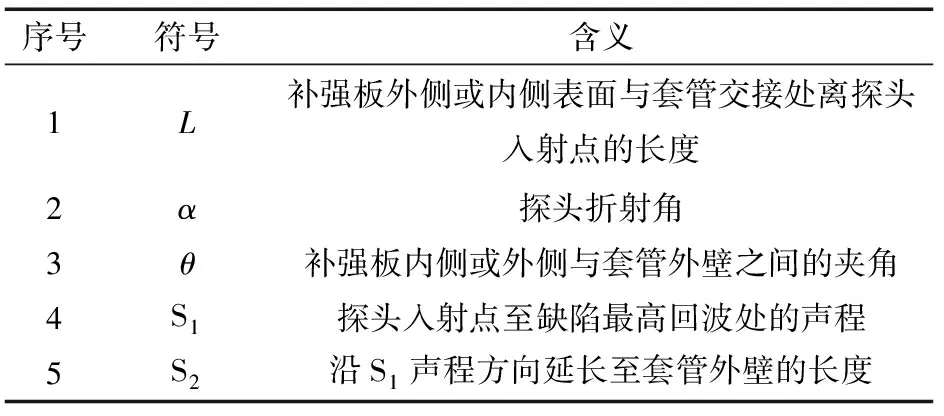
表5 缺陷定位分析中的符號說明
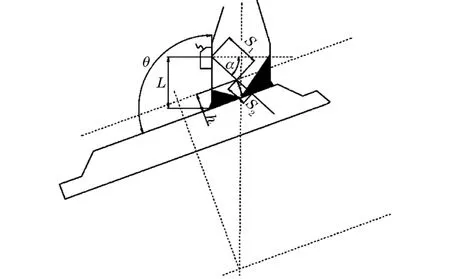
圖6 P44/P45缺陷定位分析示意
(1)
h=S2×sin(θ-90°+α)
(2)
h=L×sin(180°-θ)-S1×sin(θ-90°+α)
(3)
從缺陷最大反射回波處的儀器讀數及相關的實測數據可計算得出h值,結合缺陷最大反射回波處的d(埋藏深度),可以準確地判斷出最大反射回波處的缺陷位置。同時結合缺陷處的動態波形特征綜合評定缺陷。對于不在焊縫區及熱影響區的反射回波,應認真分析反射回波的來源,區別于因結構等原因產生的干擾回波信號,以免造成缺陷的誤判。
由圖6、表5及式(3)可知,若θ為90°,即可將式(3)改寫為
h=L-S1×sinα
(4)
式(4)可適用1.1節所述的正交類焊接接頭,即套管與補強板或安全殼垂直的焊接接頭。此方法也可方便、準確地進行正交類焊接接頭的缺陷定位。
2.7 超聲檢測技術受限區域分析及解決措施
檢測技術受限區域是指因設計原因導致的焊接接頭補強板的探頭掃查距離不足,焊接接頭熔敷金屬及熱影響區域的部分超聲聲束不可達的問題。焊接接頭采用雙面掃查,為保證超聲波全覆蓋熔敷金屬及熱影響區,掃查距離至少為1.5KT(其中K為探頭K值,T為檢測厚度),不同K值探頭要求的最小掃查距離如表6所示。

表6 不同K值探頭要求的最小掃查距離
P44/P45貫穿件套管與補強板非徑向焊接接頭的實際結構如圖7所示。從圖7標注的尺寸可知,P44/P45非徑向焊接接頭補強板的探頭掃查范圍最小部位寬度僅為70 mm,最大部位寬度為105 mm。與表6中的要求有較大的差距。掃查距離不足將無法滿足此焊接接頭超聲波全覆蓋檢測的要求。依據ASME(美國機械工程師協會)標準的相關規定,在檢測存在受限的情況下,需在檢測工藝及檢測報告中進行說明[3]。對60°,45°,30°探頭掃查受限的部位進行了計算及圖示分析。
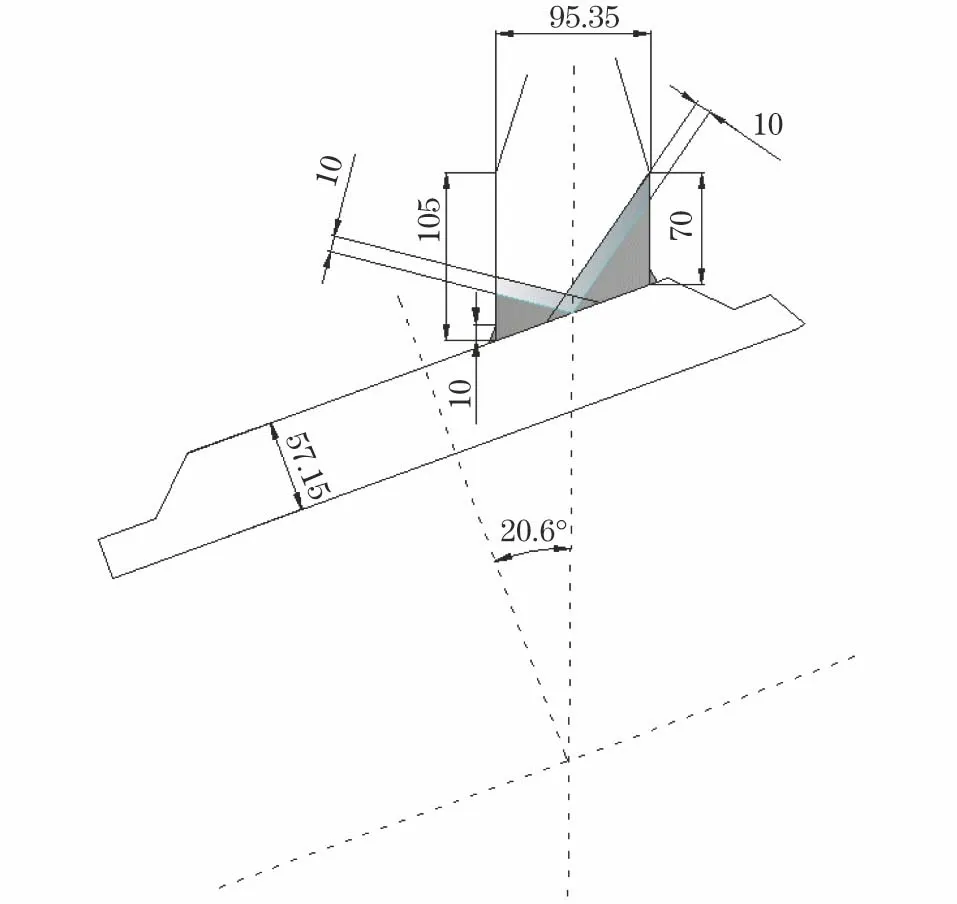
圖7 P44/P45非徑向焊接接頭實際結構示意
圖7中淺灰色區域為熱影區響(寬度約為10 mm),深灰色區域為熔敷金屬。補強板厚度為95.35 mm,套管壁厚為57.15 mm。 焊喉需打磨至5 mm以下,在補強板側,焊腳尺寸應小于10 mm,檢測時盡量增大掃查距離,減小檢測受限區域。
2.7.1 60°探頭受限區域分析
60°探頭的前沿距離為16 mm,其存在如圖8所示的技術受限區域(紫色區域),紅色線條表示60°探頭主聲束的入射方向。
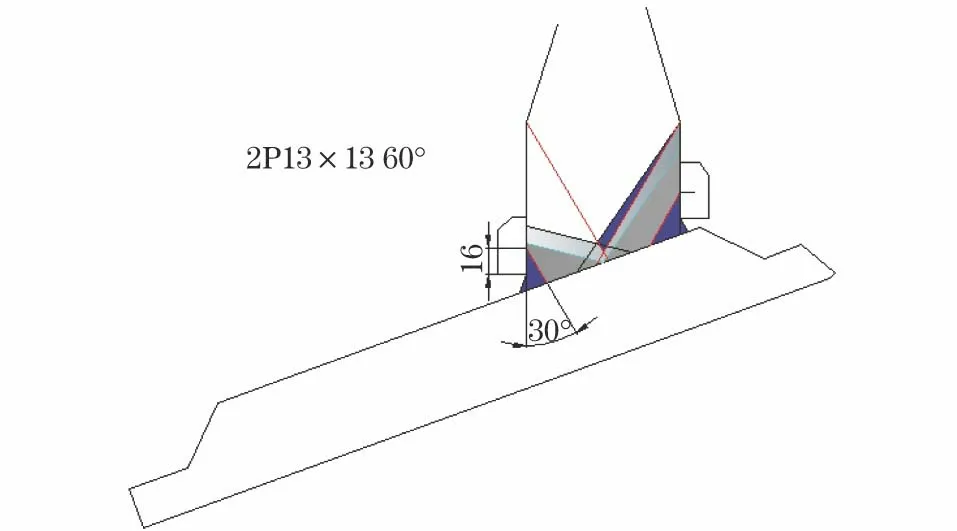
圖8 60°探頭掃查受限區域示意
2.7.2 45°探頭受限區域分析
45°探頭的前沿距離為14 mm,其存在圖9所示的技術受限區域(紫色區域),黃色線條表示45°探頭主聲束的入射方向。
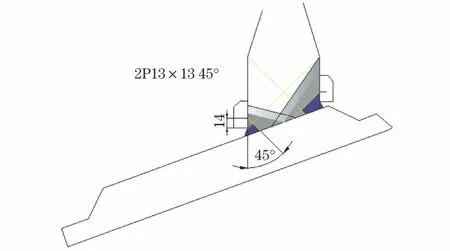
圖9 45°探頭掃查受限區域示意
2.7.3 30°探頭受限區域分析
30°探頭的前沿距離為14 mm,其存在圖10所示的技術受限區域(紫色區域),藍色線條表示30°探頭主聲束的入射方向。
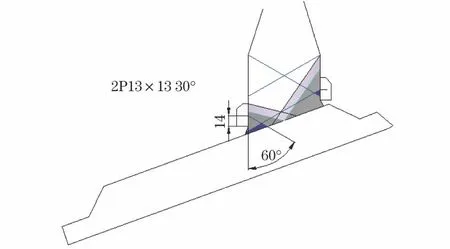
圖10 30°探頭掃查受限區域示意
60°/45°/30°受限區域分析如圖11所示。通過對技術受限區域的綜合分析并結合超聲檢測的特點可知,增加30°探頭,可最大程度地減少技術受限區域(玫紅色區域),在實際檢測中,可提高該類焊接接頭超聲檢測的可靠性和完整性。
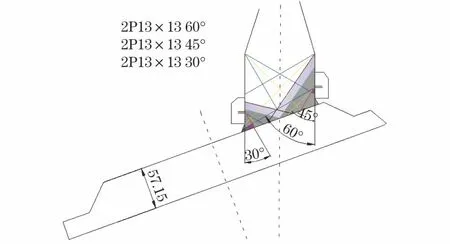
圖11 60°/45°/30°探頭掃查受限區示意
3 質量驗收
在超過基準線20%的回波的區域應注意其是否存在裂紋等危害性缺陷[3],缺陷性質應結合該類焊接接頭的結構特點、焊接工藝特點、超聲檢測工藝、缺陷動態回波特征、缺陷的位置等進行分析判定,如不能作出準確判斷應輔以其它檢測方法做綜合評定。缺陷回波波幅超過了基準線幅度值并且長度超過19 mm時應拒收,缺陷若判定為裂紋、未熔合、未焊透等,無論長度是多少均不可接受的。
4 結語
對AP1000壓水堆安全殼貫穿件套管與補強板形成的非徑向管板焊接接頭的結構特點進行介紹,分析了易產生缺陷部位及重點檢測部位,論述了該類焊接接頭的超聲檢測工藝要點及相關要求,構建了統一的缺陷定位坐標系以及準確的缺陷定位方法,并對由于結構原因造成的技術受限區域進行了綜合分析。
通過提高掃查面制備的要求,增加主聲束折射角為30°的定制探頭,最大程度地降低了結構對超聲檢測的影響,為該類焊接接頭超聲檢測工藝的可靠性和完善性提供了解決措施,并為其施工質量控制提供了堅實的保障。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
海峽科技與產業(2016年3期)2016-05-17 04:32:12
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
