金屬表面缺陷的電渦流脈沖熱成像檢測
2021-12-22 00:41:26陳曉輝解志軍劉春華
無損檢測 2021年3期
陳曉輝, 解志軍,劉春華,牟 令,賈 琦
(中國空氣動力研究與發展中心,綿陽 621000)
磁粉與滲透檢測技術是最常用的表面無損檢測手段,在檢測前必須對工件進行表面處理,如通過物理打磨的方法去除涂層,但打磨過程中可能使工件本體受到損傷,還存在人工成本較高、勞動強度極大、粉塵污染嚴重、安全性較差、檢測效率較低、檢測周期較長等缺點。這些缺點制約了設備表面無損檢測工作的開展,甚至可能因為檢測前處理不到位和檢測靈敏度不夠,而出現漏檢的現象,在設備上留下事故隱患。對于表面缺陷檢測,電渦流脈沖熱成像檢測方法具有表面預處理簡單、檢測效率高、檢測結果直觀等優點,是一種具有代替常規表面缺陷檢測手段潛能的新型無損檢測技術。電渦流脈沖熱成像在檢測鐵軌、發動機葉片、碳纖維復合材料等場合,已有了成功的應用案例[1-2]。目前,針對電渦流脈沖熱成像的圖像處理算法的研究較多,也取得了豐富成果,但關于圖像序列包含的熱響應信號特征的識別及分析較少。筆者利用搭建的檢測平臺和獨立成分分析方法[3-5],開展了金屬表面缺陷檢測,分析處理試樣的渦流熱圖像序列,識別出了缺陷不同區域的熱響應信號特征,并對相應的熱過程進行簡單分析,旨在推進電渦流脈沖熱成像檢測技術在金屬表面檢測方面的應用。
1 檢測原理
電渦流脈沖熱成像檢測技術是通過檢測缺陷對感應渦流分布的影響來實現缺陷識別的。脈沖渦流是以脈沖的方式向待測件注入電渦流熱量,利用脈沖電磁激勵的多物理時空特性,通過快速紅外熱成像方法,獲取被測件的瞬態熱傳導信息。加熱時,感應渦流主要從缺陷兩端點處繞過,聚集在缺陷兩端,形成了高溫區域,而缺陷兩側渦流密度較低或者沒有渦流通過,即形成了低溫區域[6-8]。該高溫區域的熱量Q為

(1)
式中:x為水平方向坐標;y為垂直方向坐標;σ為電導率;φ為端點電勢。

(2)
式中:W為溫度;ρ為材料密度;k為材料熱導率;Cp為材料熱容;T為材料溫度;t為時間。
材料的密度、熱導率和熱容均一致時,溫度的變化速率主要取決于周圍的溫度梯度。設試件的坐標位置分別為i(i=1,2,…,I)和j(j=1,2,…,J),對應某一時刻的坐標點溫度記為Wi,j,并用該像素點輻射出的能量大小Yi,j組成一幅完整的熱圖像,缺陷特征便被包含在若干幀熱圖像中。
2 檢測平臺
設計的電渦流脈沖熱成像檢測系統如圖1所示,該檢測系統主要由感應加熱系統、數據采集系統、控制系統等組成。感應加熱系統包括感應加熱器、加熱線圈和冷卻系統等。感應加熱器和加熱線圈直接作用于試件以獲得感應加熱效果,冷卻系統主要用于給加熱線圈降溫。數據采集系統為高精度的紅外熱成像儀,用于記錄試件從感應加熱開始到結束整個過程的紅外圖像序列信息。控制系統采用高性能計算機,主要作用是控制感應加熱設備并使得紅外熱成像系統保持同步記錄,并且能夠存儲紅外熱成像信息。圖2所示為搭建的電渦流脈沖熱成像檢測試驗裝置。感應加熱系統包括EASYHEAT 0224型感應加熱器(最大功率為2.4 kW,頻率為150 kHz400 kHz)及加熱線圈,并配備水-氣熱交換器(型號為FLOWMAX-230)用于冷卻加熱線圈。紅外熱像儀的最大成像分辨率為640像素×512像素。

圖1 電渦流脈沖熱成像檢測系統示意

圖2 電渦流脈沖熱成像檢測現場
3 獨立成分分析
獨立成分分析(ICA)是近年來由盲源分離(BSS)技術發展起來的一項技術。BSS就是在傳輸信道不清楚的情況下,在混合觀測信號中,通過統計多個獨立信號來分離出源信號的信息處理技術,是一種通過最大化地、多維地觀察混合信號中向量元素的統計獨立性,實現線性變換的方法。在圖像去噪、圖像分離、遙感圖像處理、圖像特征提取、人臉識別、字符識別等圖像處理方面應用廣泛[9-10]。筆者主要采用一種基于獨立成分分析的紅外熱圖像序列特征分析方法對實際圖像序列熱響應特征進行了分析,獲得了很好的效果。
可采用“潛在變量”模型來嚴格地定義ICA,即設x1,x2,…,xn表示n維隨機觀測混合信號,s1,s2,…,sm表示m個未知源信號,且m個未知源信號通過線性組合可得到n維隨機觀測混合信號。為了不失一般性,設n維隨機觀測混合信號和m個未知獨立源信號都具有零均值。忽略時間參數t,則ICA的線性混合模型可表示為

(3)
式中:A=[a1,a2,…,am]為一滿秩的n×m矩陣,稱為混合矩陣。
式(3)可寫為矩陣形式
(4)
由此可知,各觀測數據xi是由獨立源信號si經不同aij線性加權得到的。其中,獨立分量si和混合矩陣A是未知的,由于僅僅知道隨機變量xi,因此,要用xi估計出aij和si還需要附加一些基本假設和約束條件。
(1) 該模型為簡化模型,混合矩陣A為一個方陣,即源信號數與觀測信號數相等(n=m)。
(2) 源信號各分量si都是零均值的實隨機變量,且在任意時刻均相互統計獨立源信號。
(3) 各分量si必須為非高斯分布或者至多只有一個為高斯分布。
ICA算法的原理框圖如圖3所示。
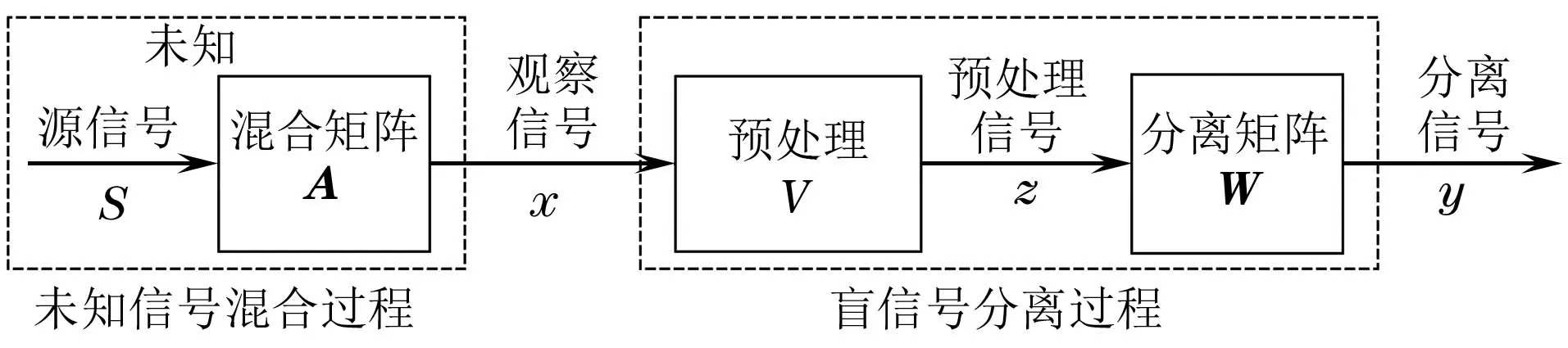
圖3 ICA算法原理框圖
4 金屬表面缺陷檢測試驗與分析
4.1 試件規格
為了觀察金屬表面線性缺陷的熱響應特征,設計了帶人工線性缺陷的平板型試件。材料為20#鋼;試件尺寸為200 mm×25 mm×10 mm(長×寬×高);人工缺陷類型為貫穿試件表面的線性缺陷;缺陷寬度約為0.5 mm;缺陷深度約為1 mm;缺陷長度為25 mm。
為了觀察金屬表面孔狀缺陷的熱響應特征,設計了帶人工閉孔缺陷的平板型試件,材料為Q345R鋼。人工缺陷類型為試件表面的閉孔缺陷,其缺陷尺寸為1.0 mm×1.0 mm(直徑×深度)。Q345R單孔缺陷試件實物如圖4所示。
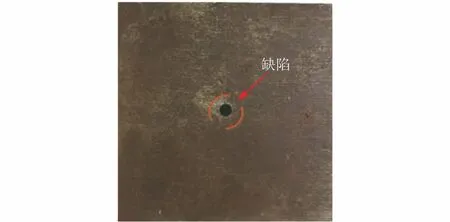
圖4 平板型Q345R單孔缺陷試件實物
4.2 試驗過程
試驗時脈沖電渦流加熱能量不宜過大或過小。因為能量過大時,試件中脈沖渦流影響范圍大,缺陷周邊升溫快,圖像背景噪聲大,不易消除;而能量過小時,脈沖渦流影響范圍小,溫度變化緩慢,試件熱響應特征微弱,不易識別。因此,平板型試件的電渦流脈沖熱成像試驗參數設置如下:加熱功率為500 W;頻率為200 kHz;感應加熱器采用脈沖的方式控制加熱線圈中的電流,以便在試件中形成合適的脈沖渦流,從而產生熱量。加熱線圈加熱時間約為4 s。紅外熱像儀在加熱線圈加熱前就開始采集紅外熱像數據,加熱結束后繼續采集紅外熱像數據,試驗持續時間約為18.2 s。開始加熱的時間約為2 s(對應熱圖像序列約為10幀);停止加熱的時間約為6 s(對應熱圖像序列約為110幀)。紅外熱圖像序列起始幀為42幀;紅外熱圖像序列終止幀為420幀。
4.3 試驗結果與分析
紅外熱圖像序列的算法處理方式為獨立成分分析(ICA),對比函數選擇高斯函數,經處理后平板型試件的紅外缺陷熱響應信號特征與熱響應趨勢線如圖5所示,其熱響應信號分為圖5(a),5(c),5(e),5(g)所示的4個混疊向量,圖5(b),5(d),5(f),5(h)為4個混疊向量所示的試件區域對應的熱響應趨勢曲線(橫坐標為熱像序列的幀數,縱坐標是熱像序列數據處理后的結果,無量綱,不代表實際物理量,僅表示溫度變化的趨勢)。
圖5(b)對應的圖5(a)的混疊向量1所代表的試件區域在加熱階段,幀數先是迅速上升到100幀左右,然后上升速度減慢持續一小段時間,停止加熱后迅速下降至最低點,然后有少量回溫。可見混疊向量1強化的是試件線性缺陷區域特征。因為線性缺陷區域距離加熱線圈比較近,熱量可以很快到達,但是當其熱量達到一定值,由于線性缺陷有一定深度,溫度上升會減慢,加熱結束后線性缺陷區域的高溫熱量會散失到缺陷附近其他區域,而呈現下降趨勢,同時由于熱傳導吸收周圍區域熱量,產生了回溫現象,表現出了如圖5(b)所示的熱響應趨勢。另外,第一個圖的峰態系數和其余圖有明顯差異,也說明了圖5(a)分離重構出來的混疊向量代表的是試件線性缺陷區域的特征。
圖5(d)中,對應的圖5(c)混疊向量2始終保持上升趨勢,在加熱階段上升速度較冷卻階段上升速度快,在250幀左右緩慢上升至300幀,保持高度基本不變,可見混疊向量2強化的是試件邊緣區域特征。因為試件邊緣區域在開始加熱時會吸收一定熱量,但由于距離加熱線圈有一定距離,溫度上升沒有缺陷及附近區域溫度上升明顯,上升較為緩慢;加熱結束后,由于缺陷及其他區域會散熱,所以邊緣區域溫度繼續上升到最高值,直至基本保持不變,因此表現出了如圖5(d)所示的熱響應趨勢。
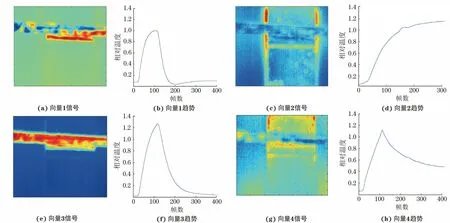
圖5 20#鋼平板試件的線性缺陷熱響應信號特征與熱響應趨勢曲線
圖5(f)中,對應的圖5(e)混疊向量3在開始加熱時以最大的上升速率迅速上升到最高點,結束加熱后溫度下降迅速,至250幀左右緩慢下降直至平穩,最后和開始加熱前保持相近。可見混疊向量3強化的是激勵線圈的區域特征。因為在加熱階段,線圈作為熱源一直處于加熱狀態,上升最明顯,當加熱結束時,沒有了熱源激勵,溫度立即開始下降,表現出了如圖5(f)所示的熱響應趨勢。由于激勵線圈正下方的溫度梯度大于其邊緣區域的溫度梯度,溫度下降速率也相對較高,當下降一段時間后周圍溫差減小,下降速率減慢。混疊向量3應是接近線圈正下方區域的特征。
圖5(h)中,對應的圖5(g)混疊向量4在加熱階段上升達到最大值,隨后在冷卻階段緩慢下降(下降速率沒有上升速率大),且一直保持下降趨勢。可見混疊向量4強化的是試件線性缺陷附近區域。因為試件線性缺陷附近區域距離加熱線圈和缺陷都比較近,熱量可以很快到達,會快速上升;加熱結束后,該區域會對周圍的區域進行熱傳導,同時會吸收缺陷傳來的熱量,所以曲線緩慢下降且保持下降趨勢,因此表現出了如圖5(h)所示的熱響應趨勢。
平板型Q345R鋼單孔缺陷試件的紅外檢測可視化結果(ICA處理)如圖6所示。

圖6 平板型Q345R鋼單孔缺陷試件中檢測可視化結果
上述試驗結果表明,采用獨立成分分析方法對試樣的渦流熱圖像序列進行分析和處理,可有效地識別出缺陷不同區域的熱響應信號特征。重構后的檢測結果直觀明了,實現了金屬構件表面線性缺陷和微小開孔缺陷的可視化檢測。
5 結語
針對渦流熱成像檢測過程序列圖像,采用獨立成分分析法識別出缺陷、線圈、缺陷及線圈附近、試件邊緣等不同區域的熱響應特征,缺陷區域中熱圖像清晰。試驗結果表明,檢測平臺可有效檢測出寬度為0.5 mm、深度為1 mm的金屬表面線性缺陷以及直徑為1 mm、深度為1 mm的金屬表面開孔缺陷,實現了金屬構件表面線性缺陷和微小開孔的可視化檢測。該技術成果不僅能為武器裝備的動能毀傷評估以及試驗設備的運行維修保養等提供重要技術支撐,在航天器防熱材料快速檢測、超高速撞擊試驗評估等領域也具有重要意義。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
電子制作(2018年11期)2018-08-04 03:25:42
海峽科技與產業(2016年3期)2016-05-17 04:32:12
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
