全矩陣捕獲和全聚焦法檢測標準化新動態(tài)
2021-12-22 00:39:10李衍
無損檢測 2021年3期
關鍵詞:檢測
李 衍
(無錫市承壓設備學會無損檢測專委會,無錫 214026)
ISO/DIS 23865:2020 《超聲雙全法檢測一般用法》是由國際焊接學會(IIW)第V委員會(焊接產(chǎn)品質(zhì)量控制與質(zhì)量保證)制定,由國際標準化組織(ISO)發(fā)布的最新標準(草案)。
超聲檢測(UT)是一種用于評價焊接接頭體積完好性的無損檢測方法。幾十年來,工業(yè)UT技術在不斷演變,相控陣超聲檢測(PAUT)相比于常規(guī)UT具有許多優(yōu)勢,例如焊縫缺陷檢出率明顯提高。PAUT已成為很有效的無損檢測方法,已被法規(guī)、標準認可為可取代經(jīng)典射線檢測(RT)的一種方法。
超聲CI(計算機成像超聲)技術進入ASME法規(guī)的最早年份如圖1所示,包括超聲波衍射時差法(TOFD)、PAUT、雙全法(FMC-TFM)等技術,有關標準化要求已相繼列入ASME標準第Ⅴ卷第四章內(nèi)。隨著新一代超聲設備計算機效率的提高,大數(shù)據(jù)管理能力的強化,近兩年來,又推出了全矩陣捕獲(FMC)和全聚焦法(TFM)——所謂“雙全法”的先進超聲技術,其缺陷表征功能大為改善,廣泛應用于工業(yè)領域,相應國際標準也緊隨出世。2018年國際焊接學會率先發(fā)布了IIW V-1842-18 《超聲雙全法技術一般用法》,即標準草案ISO/DIS 23865:2020之前身(兩者內(nèi)容大同小異)。另一國際標準體系ASME也在2019版第Ⅴ卷第四章《焊縫UT》中以附錄形式添加了雙全法檢測的具體要求:① 強制性附錄Ⅺ《全矩陣捕獲》;② 非強制性附錄F 《焊縫全矩陣捕獲法檢測》。但ASME BPVC.V-2019的雙全法規(guī)范,僅適用于基于斷裂力學驗收標準的檢測(即在役檢測)。而IIW標準及ISO標準草案一開始就在適用范圍中明確指出,雙全法既適用于在制檢測,也適用于在役設備的檢測,亦適用于返修檢測。在正文和附錄部分,還提出雙全法不僅適用于焊接接頭,也適用于鍛件和鑄件的檢測,并給出了應用案例對其進行詮釋(焊縫檢測單獨發(fā)布標準草案,即ISO/DIS 23864-2020《焊縫超聲雙全法自動檢測》)。
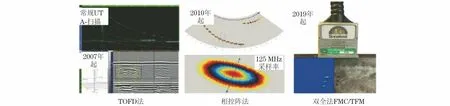
圖1 超聲CI技術進入ASME法規(guī)的最早年份
目前,現(xiàn)代計算機的處理速度,可實現(xiàn)雙全法實時成像。雙全法與常規(guī)PAUT的圖像分辨率對比如圖2所示。該圖彰顯了雙全法檢測的優(yōu)勢。
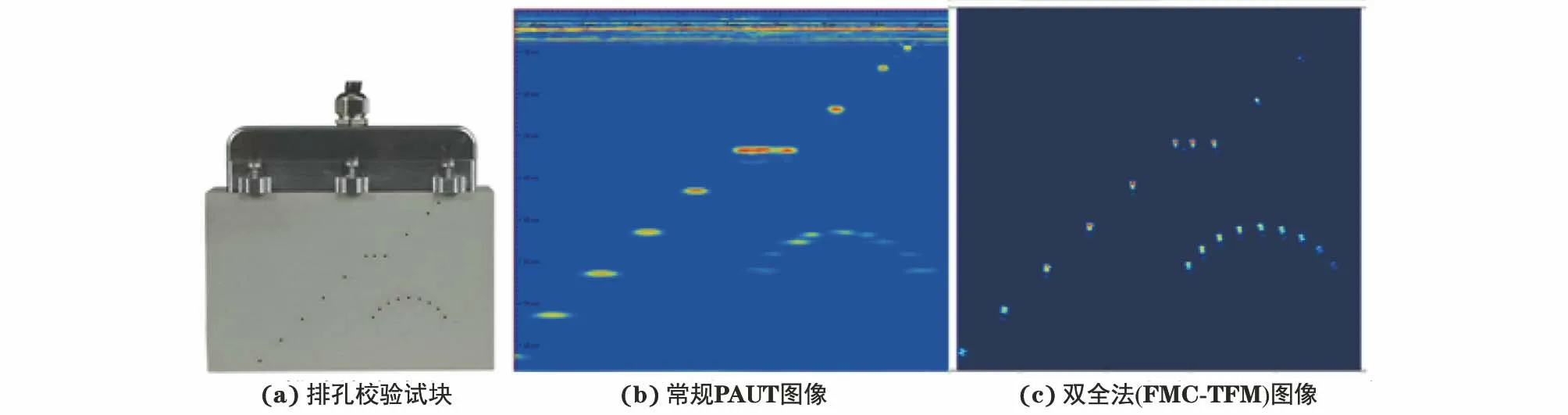
圖2 常規(guī)PAUT與雙全法檢測圖像分辨率對比
全矩陣捕獲與全聚焦法均為數(shù)字化程序驅(qū)動。全矩陣捕獲是采集方式,而全聚焦法是對其采集的信號進行處理的最常用算法(其他替代算法,詳見ISO/DIS 23865:2020附錄D)。FMC是雙全法施用的基礎; TFM是利用FMC數(shù)據(jù)生成的基本A掃信號重建圖像的過程。為解讀數(shù)據(jù),TFM算法中要輸入一些關鍵變量,如聲傳播模式和分辨率,并按波集(或波程)分組。
PAUT與TFM均可給出優(yōu)質(zhì)圖像,圖像質(zhì)量高低取決于實際應用、探頭選擇和參數(shù)選用。TFM可通過設置,使顯示圖像比PAUT更接近于實際形貌。TFM有隨處聚焦的優(yōu)點(只要所用設置可在近場區(qū)進行檢測)。一般說來,雙全法產(chǎn)生的圖像分辨率優(yōu),保真度好,信噪比高。
文章將從15個方面,解讀雙全法檢測標準化的最新動態(tài),對雙全法通則進行詳細分析。
1 適用范圍
(1) 通則為使用雙全法技術進行超聲陣列檢測,提供了指導。旨在為在制、在役設備檢測或返修檢測,推行切實可行的做法。
(2) 通則中考慮的一些應用案例,涉及損傷評價中的表征和定量。
(3) 焊縫檢測時適用標準為ISO/DIS 23864:2020。
(4) 使用雙全法的主要優(yōu)勢為,被檢工件體積區(qū)域顯示圖像由系統(tǒng)對每個像素處接收到的聲場作合成聚焦而生成,比普通相控陣技術的成像效果好,詳見ISO/DIS 23865:2020附錄A。
(5) 通則所考慮的材料是低合金碳鋼,但有些建議亦適用于其他材料[如奧氏體不銹鋼焊縫雙全法檢測時,可參閱IIW V-1843-18 《IIW奧氏體檢測》(修訂版)]。
(6)通則不包括缺陷的驗收等級。
2 重要術語
(1) 全矩陣。由n×m個單元組成的矩陣,對應于m個發(fā)射信號與n個接收信號的所有組合,每個矩陣單元均包含一個A掃描時域信號。
(2) 全聚焦法。關注區(qū)內(nèi)合成聚焦(包括重建),通過處理相應發(fā)-收組合部分或全部的A掃描信息,并考慮聲波從發(fā)射→像點→接收的行程,聚焦于眾多網(wǎng)格點上。一般用全矩陣捕獲(FMC)數(shù)據(jù)進行。
(3) 雙全法。數(shù)據(jù)采集法和成像法的組合。
數(shù)據(jù)采集法涉及全矩陣捕獲,而成像法涉及全聚焦法圖像計算。數(shù)據(jù)采集法和成像法可用幾種類似技術完成(詳見標準附錄B)。全矩陣捕獲原理如圖3所示。
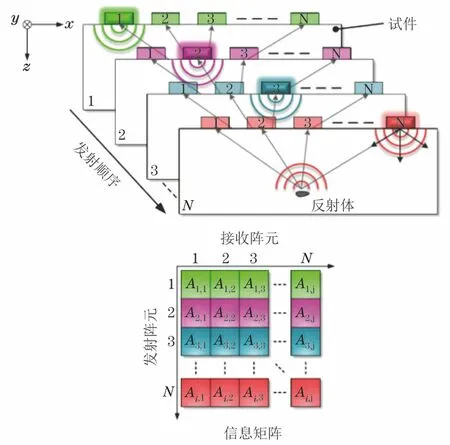
圖3 全矩陣捕獲原理示意
(4) 關注區(qū)(ROI),又稱TFM區(qū)。展示有效檢測空間區(qū)域的二維或三維圖像,其圖像由計算得出。
(5) 雙全法布置。指由探頭特性(頻率、探頭晶片尺寸、波型)、探頭位置及探頭數(shù)量等參數(shù)限定的探頭布置。
(6) 成像路徑。成像算法考慮的超聲傳播路徑(見表1)按如下界定:發(fā)射陣元至某一像素點的波程(可選直接波程或間接波程);某一像素點至接收陣元的波程(可選直接波程或間接波程);每一波程的波型(一次波,或二次波包括變型波)。
(7) 雙全法顯示。需作進一步評定的缺陷圖形或干擾信號。即需識別的真假顯示;真顯示為缺陷顯示,要進行定位、定性、定量的顯示;假顯示指包括幾何信號及其他偽影的顯示。
(8) 掃查增量。機械掃查或電子掃描方向上,連續(xù)數(shù)據(jù)的采集點間距。
(9) 半矩陣捕獲(HMC)。使用超聲陣列探頭的特定數(shù)據(jù)采集過程,陣列中所有陣元依次發(fā)射聲波,只有先前發(fā)射中未用于發(fā)射的陣元,或只有先前發(fā)射中使用的陣元(包括當前發(fā)射的陣元),才可用于接收每個發(fā)射脈沖,其目的是利用信號互易性,限制收集的數(shù)據(jù)量。半矩陣捕獲(HMC)結果為A掃信號量從N2減為N(N+1)/2。半矩陣捕獲法原理如圖4所示。
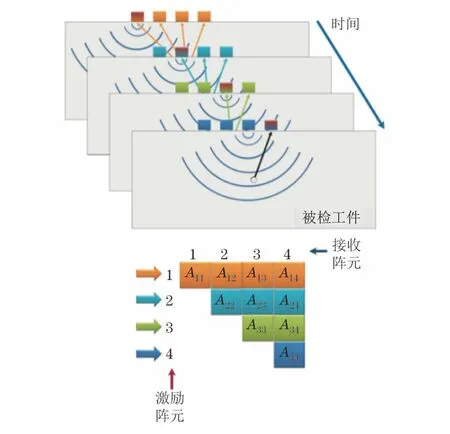
圖4 半矩陣捕獲原理示意
(10) 自適應聚焦。基于延時計算結果的聚焦,而延時計算基于參考測試信號。
(11) 網(wǎng)格。關注區(qū)中要計算和存儲圖像的點的集合,由點的位置及點-點在指定方向上的相對距離界定。
3 技術原理
3.1 概述
雙全法和PAUT均使用一個陣列探頭,陣列中每一陣元均獨立于其他陣元。與陣元聲波傳播相關的物理特性,同樣會以類似方式影響雙全法和PAUT這兩種技術的性能。標準ISO/DIS 13588規(guī)定,標準PAUT法是用主聲闌(聲孔徑)產(chǎn)生的聲束進行檢測的。
相比之下,雙全法檢測時一般用全陣列,以獲取最佳的聚焦成像性能,因此有效聚焦檢測區(qū)域應設置在陣列近場區(qū)。PAUT波束也可用雙全法類似方式聚焦,即用大聲闌(聲孔徑)或全陣列產(chǎn)生聲束,使聲壓集中在特定點,應確保這些焦點均在聲闌近場區(qū)內(nèi)。
雙全法可使用的各種成像路徑如表1所示。
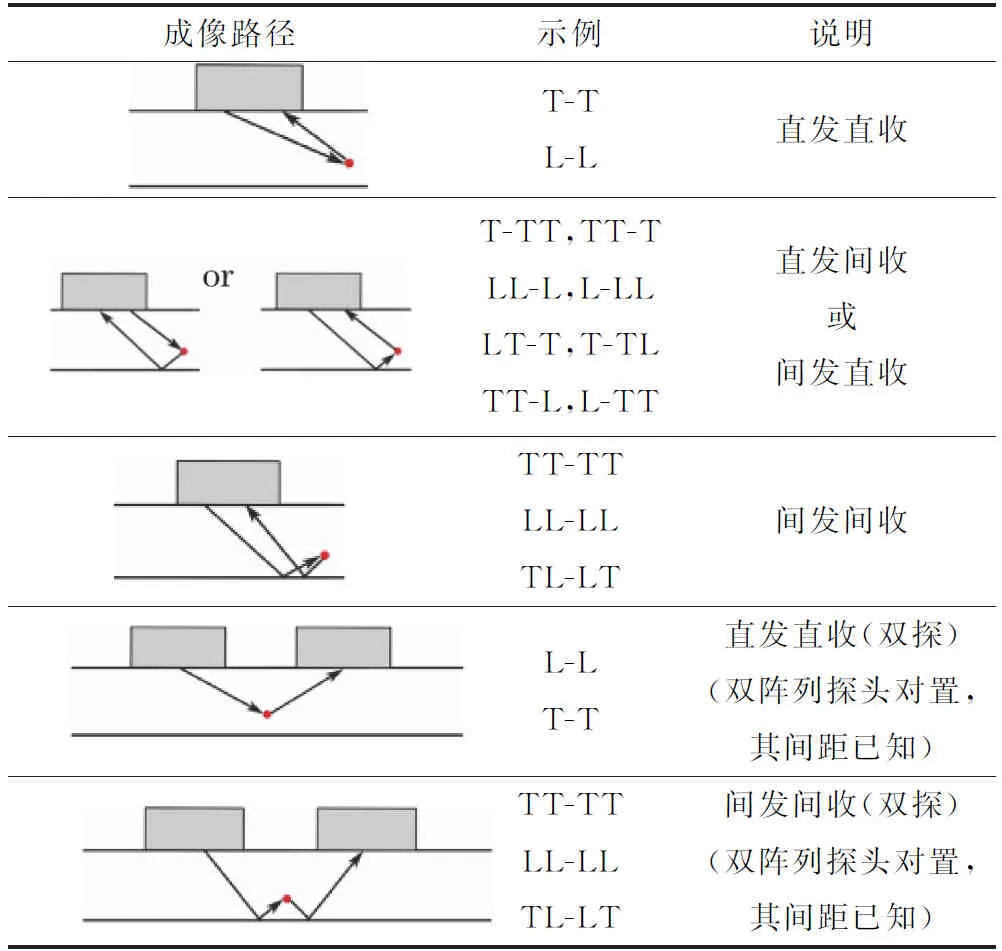
表1 雙全法成像路徑
表中,直發(fā)直收表示直接發(fā)射,直接接收,即一次波發(fā)射,一次波接收;直發(fā)間收表示直接發(fā)射,間接接收,即一次波發(fā)射,二次波接收;間發(fā)直收表示間接發(fā)射,直接接收,即二次波發(fā)射,一次波接收;間發(fā)間收表示間接發(fā)射,間接接收,即二次波發(fā)射,二次波接收(一次波為0.5S波;二次波為1.0S波;T為橫波;L為縱波)。
3.2 雙全法與PAUT比較
PAUT可將不同延時值施加到主聲闌陣元上,以控制試件中的超聲波束。這樣可產(chǎn)生由主聲闌各陣元小波相長、相消干涉所支配的波束。在接收階段,基本信號可累加求和,給出一次A掃描。相控陣超聲檢測,除能使波束偏轉(zhuǎn)一系列角度外,每一波束也能受控在主聲闌近場區(qū)聚焦聲壓。
相比之下,雙全法是一種后處理或成像技術,在激發(fā)階段不會在試件中產(chǎn)生波束。傳輸?shù)皆嚰械穆晥鲇山M成聲闌的一個陣元發(fā)射出來,而由此聲場在試件中產(chǎn)生的回波,隨即由聲闌所有陣元記錄下來,F(xiàn)MC數(shù)據(jù)采集過程如圖5所示。聲闌上各陣元一一相繼激發(fā),而合成回波則由所有陣元記錄下來,此過程稱為全矩陣捕獲。換言之,F(xiàn)MC是聲波信息從聲闌陣元“一發(fā)全收”至“全發(fā)全收”的全矩陣捕獲過程。
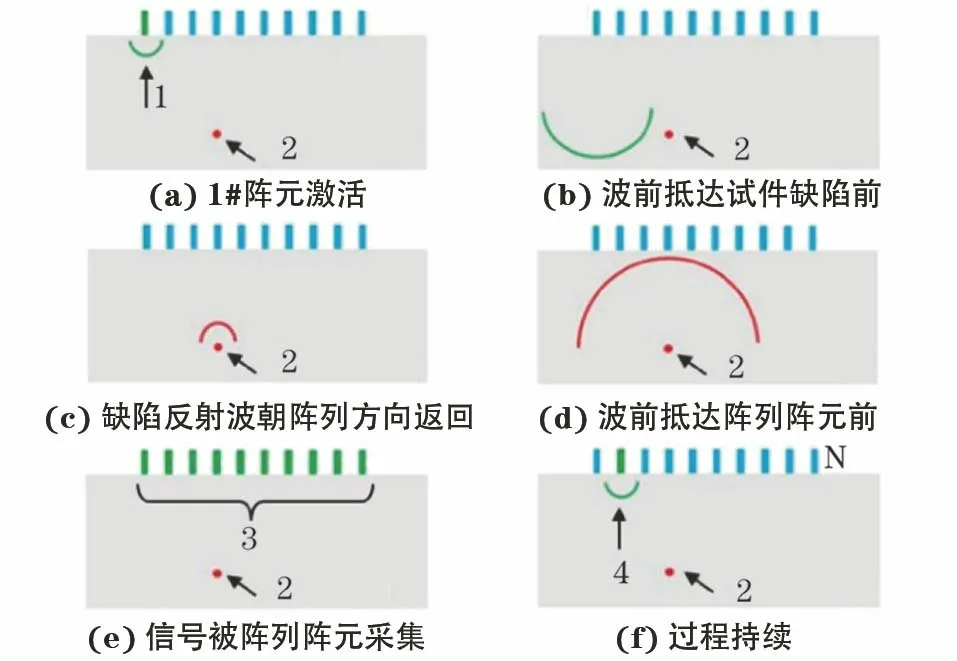
圖5 FMC數(shù)據(jù)采集過程示意
圖5所示為全矩陣捕獲過程的各步驟,具體為:① 1#陣元激活,超聲波前射入試件;② 波前抵達試件缺陷前;③ 缺陷反射波朝陣列方向返回;④ 波前抵達陣列陣元前;⑤ 信號被陣列全陣元采集;⑥ 過程持續(xù),激活 2#陣元,重復進行,直到激活聲闌末端N號陣元。圖中,1為1#陣元發(fā)射的波前;2為缺陷;3為接收陣元;4為2#陣元發(fā)射的波前。
隨后,全矩陣捕獲數(shù)據(jù)可用算法進行處理,該算法在數(shù)據(jù)矩陣上操作,以生成試件的缺陷圖像。全聚焦法用于描述將計算延時律施加于全矩陣捕獲數(shù)據(jù)的算法,以使聲能聚焦于給定關注區(qū)(ROI)內(nèi)許多點(像素)上。此成像階段(TFM施用于FMC數(shù)據(jù))計算密集,但現(xiàn)代計算機系統(tǒng)完全可以勝任[1]。
全矩陣捕獲算法的兩個重要計算式如下。
(1) 與所有發(fā)-收陣元對(i,j)和像點P相對應的超聲飛行時間tij(P),由式(1)計算
(1)

(2) 與各像點超聲飛行時間、波程相應的N×N波幅的總和,由式(2)計算
(2)
式中:Sij為i陣元發(fā)射和j陣元接收的超聲信號疊加到P位置的幅值;tij為聲波陣元i到聚焦點P到陣無j所需延時值。
4 表面條件和耦合要求
雙全法檢測時表面條件至少應滿足ISO 16810:2014要求(即掃查表面應無污垢、松散氧化皮、焊接飛濺等;應有足夠均一的外形和光潔度;能保持聲耦合良好;工件表面特征如會引起誤判,檢測前應予清除)。這是因為檢測時通常都只用單一陣元作發(fā)射體,且任何衍射信號都可能較微弱,若表面狀態(tài)差,會使得信號質(zhì)量下降,從而嚴重影響檢測的可靠性。
檢測時可使用不同的耦合介質(zhì),但其類型應與被檢材料匹配。檢測過程中,耦合介質(zhì)特性應保持恒定;應處于適于使用的溫度范圍。
5 檢測前需知
檢測開始前,操作者應有權查閱指定的資料,包括:① 檢測目的和范圍;② 報告判據(jù);③ 進行檢測的制造或運行階段;④ 母材類型或產(chǎn)品形式(鑄造、鍛造、軋制);⑤ 幾何形狀特征(特別是用反射法時);⑥ 可達性、表面狀態(tài)及溫度要求;⑦ 與焊后熱處理相關的檢測時間(有則指明);⑧ 驗收條件和定量方法應由規(guī)范規(guī)定,檢測前提供(為應用案例編寫檢測程序時采納)。
懷疑材料各向異性時,例如奧氏體不銹鋼,應特別注意頻率和波型的選擇。
6 檢測人員
遵循本導則的檢測人員,應按ISO 9712:2012或相關行業(yè)同等標準認證,經(jīng)認證符合相應UT等級。
操作者除應具備焊縫超聲檢測一般知識外,還應熟悉并具有使用雙全法的實際經(jīng)驗。應使用有代表性的試件進行過專門培訓和考核。應使用最后確定的UT工藝和選定的UT設備,對有代表性的試樣(內(nèi)含類似于預期缺陷的自然或人工反射體),進行具體培訓和考核(這些培訓和考核結果應有記錄文檔)。
7 檢測設備
7.1 概要
FMC采集過程需有一系統(tǒng),能逐一觸發(fā)陣列探頭單一陣元發(fā)射,并接收陣列中各陣元信號,也可使用包括自適應法的其他采集方法(見附錄B)。
TFM過程需要快速處理能力和大存儲容量,以處理由FMC采集獲取的大量數(shù)據(jù)。也可在內(nèi)存容量較小的情況下使用替代法[如基于平面波成像(PWI)]。
7.2 超聲設備和顯示
雙全法設備可顯示與常規(guī)相控陣超聲設備類型相同的圖像(B掃、C掃、D掃),也可提供其他類型的圖像(如立體合并視圖等,見ISO/DIS 23865:2020附錄D)。
雙全法檢測用超聲設備,應符合標準ISO 18563-1-2015要求。
設備應能獲得全部或部分矩陣,對信息可自行處理或輸入計算機作后處理。超聲系統(tǒng)的帶寬設置應足以能接收頻率為探頭中心頻率的兩倍信號,且高、低通濾波器應適當設置,如高通設置不高于中心頻率的一半,低通設置至少為中心頻率的兩倍。參數(shù)選用的具體數(shù)值,應在書面程序中明確規(guī)定。
TFM處理后的可視化數(shù)據(jù)一般為關注區(qū)或TFM區(qū)。關注區(qū)是像素網(wǎng)格,每一像素均代表一區(qū)域計算出的波幅(見ISO/DIS 23865:2020附錄B)。網(wǎng)格一般為有規(guī)則的矩形,通常首選規(guī)則網(wǎng)格(可優(yōu)化,以提高幀頻——每秒幀數(shù))。
選定的網(wǎng)格間距應足夠小,以能檢出相關缺陷。應選擇圖像內(nèi)數(shù)據(jù)點最小空間分辨率(即像素間距、節(jié)點),要使探頭位置小偏差時,參考反射體波幅穩(wěn)定在容差范圍內(nèi)。ISO/DIS 23865:2020附錄C給出了波幅穩(wěn)定性的校驗指南。
7.3 陣列探頭
任何線陣或矩陣探頭均可用于FMC采集,但該標準僅限于使用線陣探頭。雙全法檢測用超聲陣列應符合ISO 18563-2:2017 《無損檢測-PAUT設備的表征和驗證-第二部分:探頭》的要求。
TFM過程需要得到陣元相對于試件的位置信息(包括楔塊延遲聲程)以計算與成像路徑相關的聲束飛行時間。視應用,可使用與試件直接接觸的探頭,也可用有延遲聲程的斜探頭或水浸探頭。
為得到高質(zhì)量圖像,陣列探頭需具有以下特性:① 芯距足夠小,以免空間混疊;② 陣元阻尼高,以減小超聲波列長度;③ 陣元足夠小,應避免有太多指向性;④ 聲闌尺寸適當,以在距探頭一定距離處成像(TFM算法在探頭近場區(qū)有最佳結果);⑤ 楔塊尺寸優(yōu)化,以確保功效。
通常,滿足上述要求的探頭,其相對帶寬 > 60%,陣元芯距<超聲脈沖半波長(即e<λ/2)。
主聲闌中失效陣元數(shù)的規(guī)定為:16陣元中失效陣元不得多于1個,且失效陣元不得相鄰(若不達標,仍用此探頭時,須有相應技術證明)。相控陣超聲探頭主聲闌和副聲闌如圖6所示,圖中A為調(diào)控激活方向的主聲闌;H為陣元高度(固定),或稱副聲闌;P為芯距,相鄰兩陣元中心間距;e為單一陣元寬度;g為相鄰陣元間距。相控陣超聲探頭陣列主、副聲闌與超聲波束的相關性示意圖7所示[2]。
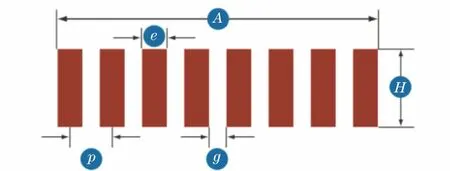
圖6 相控陣超聲探頭主聲闌和副聲闌關系示意

圖7 相控陣超聲探頭陣列主、副聲闌與超聲波束的相關性示意
7.4 掃查器械
為使圖像(采集數(shù)據(jù))保持一致性,要使用導向裝置和掃查編碼器。
在主掃查方向上,掃查增量的設置取決于被檢工件的壁厚,推薦值如表2所示。在垂直于主掃查的方向上,掃查增量的設置應確保檢測的體積覆蓋范圍。掃查速度應仔細調(diào)整,以適應設備性能。
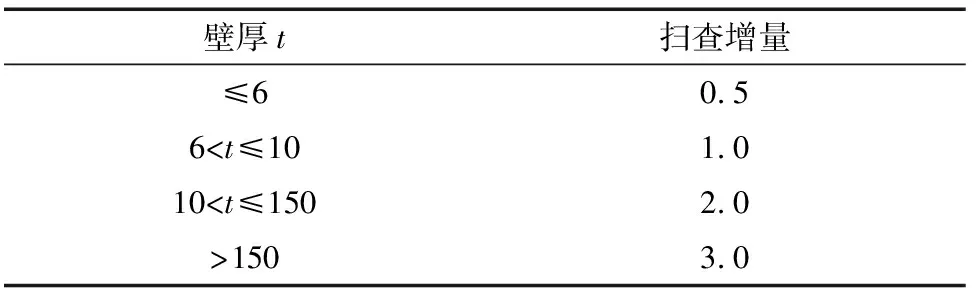
表2 主掃查方向與壁厚相關的掃查增量 mm
掃查器的另一功能是提供定位數(shù)據(jù),以生成與位置相關的雙全法圖像。
需要注意的是,雙全法掃查器可為電動或手工驅(qū)動,應有適當導向裝置導引;探頭位置容差取決于應用情況,應在檢測程序中指明;掃查速度應與所用設備匹配,以免數(shù)據(jù)丟失。
7.5 采樣頻率
采樣頻率至少應為探頭標稱中心頻率的5倍。若使用A掃描插入法(上采樣),則硬件采樣頻率可減為探頭上限頻率(-6 dB)的3倍。
根據(jù)奈奎斯特采樣定理,理論極限是信號上限頻率的兩倍。但在A/D(模/數(shù))轉(zhuǎn)換前,應對非理想濾波器提供額外裕度。
7.6 數(shù)據(jù)處理
基于超聲飛時(發(fā)射陣元→成像點→接收陣元)對A掃描數(shù)據(jù)進行處理的過程,通常稱為成像。這是TFM的基礎。為改善所得圖像質(zhì)量,所用處理算法還可以考慮某些物理變量,如指向性、擴散度、衰減度、反射率、透射參數(shù)等。
類似技術的詳細說明,見ISO/DIS 23865:2020附錄B,如全聚焦法(TFM)、采樣相控陣法(SPA)、反波場外推法(IWEX)等。
一旦數(shù)據(jù)處理成圖像,還可用附加圖像處理方法(如包絡法等),進一步優(yōu)化顯示。
7.7 缺陷顯示測評
推薦的測量方法有以下兩種。
(1) 從缺陷顯示不同點(如端部)提取散射(衍射)信號,根據(jù)衍射信號圖像,測評缺陷的顯示尺寸。
(2) 用相對于回波峰值的波幅降落法,測評缺陷的顯示尺寸。
根據(jù)案例應用,也可采用其他測量方法。
8 各種成像路徑
關注區(qū)或TFM區(qū)處于聲波從發(fā)射陣元到接收陣元的傳播路徑(包括界面反射)中,可從不同方向,利用反射和衍射信號對關注區(qū)內(nèi)的缺陷進行成像。
無向缺陷,即體積型缺陷會導致多向反射,而定向缺陷,即面積型缺陷棱邊會導致多向衍射,通常可通過改變涵蓋缺陷區(qū)域的各種成像路徑來進行檢測。利用最新開發(fā)的聲學影響圖(AIM)可對雙全法檢測成像路徑布置進行優(yōu)化。
一般來說,對定向缺陷(面積型缺陷),最好通過如表3所示的成像路徑來檢測,即缺陷的入射角α和反射角β符合下列任意一種特征:①α=β=90°;②α≈β;③ 符合斯涅爾定律(缺陷處有波型轉(zhuǎn)換時)。
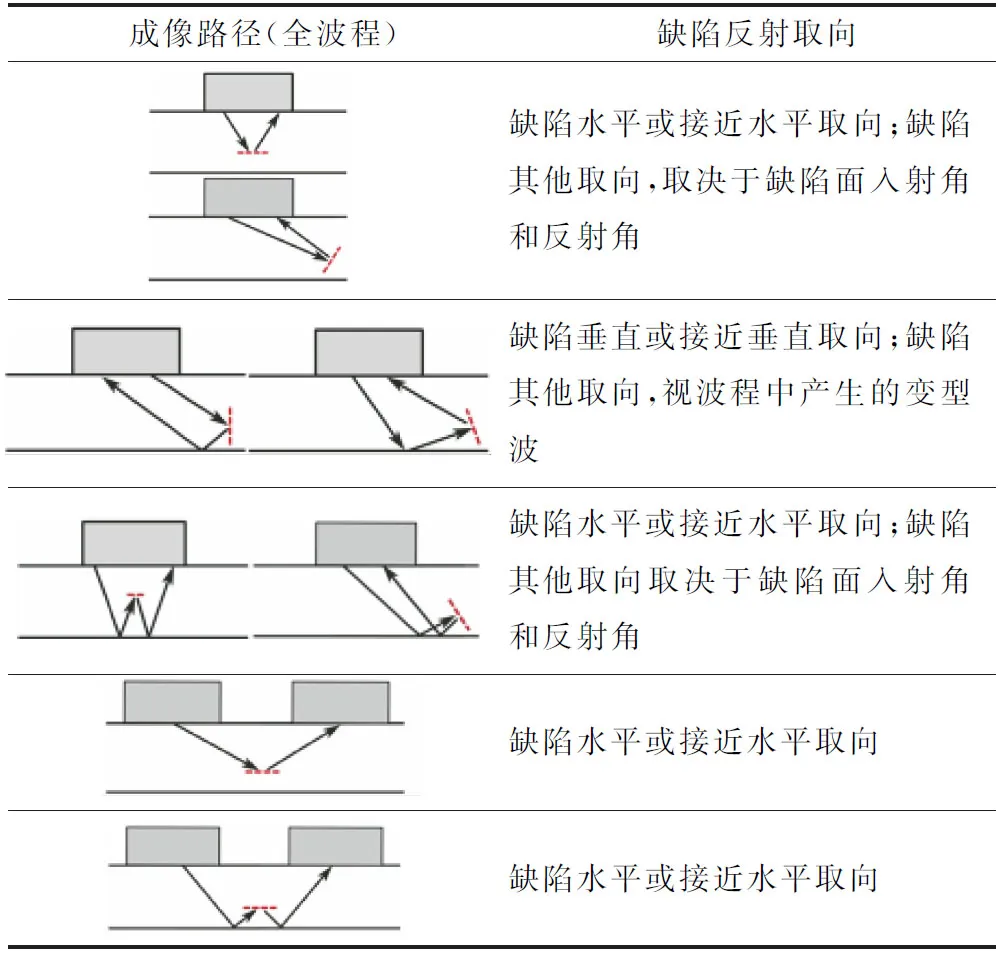
表3 定向缺陷(面型缺陷)不同成像路徑的特征
9 檢測準備
9.1 概要
檢測目的應由規(guī)范規(guī)定。因此,應確定檢測體積。被檢工件表面溫度應為0 ℃50 ℃。溫度若超出此范圍,應驗證設備的適用性。
TFM類成像法需了解諸多相關參數(shù),如測量系統(tǒng)、陣列、幾何設置和材料特性等。這里概述與成像相關的參數(shù)。
9.2 系統(tǒng)校驗
系統(tǒng)校驗、調(diào)節(jié)應考慮陣元靈敏度,失效陣元以及楔塊參數(shù)(聲速、角度、尺寸)等。
這些項目的跟蹤應按檢測程序規(guī)定出具校正記錄報告。需校驗項目至少應包括:① 校準檢查;② 覆蓋范圍檢查;③ 靈敏度檢查和調(diào)整;④ 達到相應檢測等級需考慮的設置;⑤ 定量、表征、評定(表面和內(nèi)部缺陷);⑥ 工藝規(guī)定要素;⑦ 校準試塊、參考試塊、評定試塊;⑧ 報告設定要素。
9.3 靈敏度校正
對一般情況,可用φ3 mm橫孔校正靈敏度(例如ISO 19675-2017中的PAUT校準試塊)。
若應用需要,且處理過程不考慮所有傳播效應,則可采用波幅校正。TFM的波幅校正類似于TCG(時間校正增益)或ACG (角度校正增益)相控陣校驗。探頭置于參考試塊上,在一組位于不同深度的橫孔上方移動(可用仿真法校正靈敏度)。
如圖8所示,令探頭在橫孔上方移動,記錄各橫孔回波幅度。此時,對關注區(qū)每條垂直線,對各橫孔均可測得相應波幅值。隨后,將各橫孔波幅調(diào)到基準線,測出所需增益值,以此完成橫孔波幅深度校正。對橫孔之間的點,其波幅增益值可用插值法求得(圖中1為橫孔;2為參考試塊;3,4為探頭移動方向)。
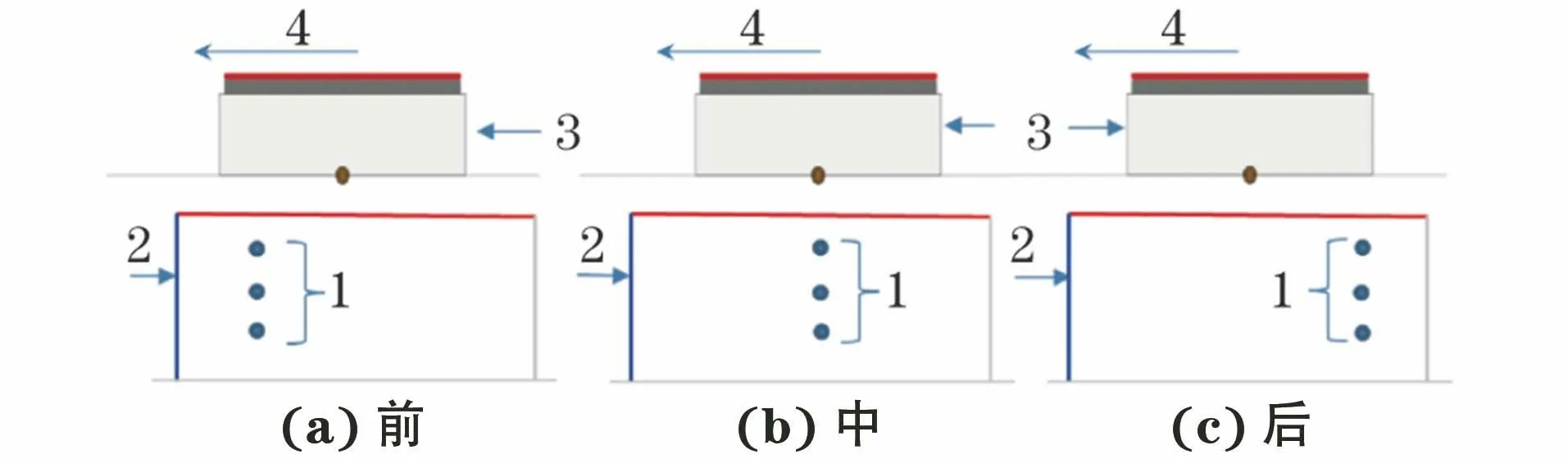
圖8 橫孔靈敏度校正示意
按關注區(qū)或TFM區(qū)深度范圍,所用參考試塊需具有的橫孔數(shù)量也不同,具體要求如表4所示。
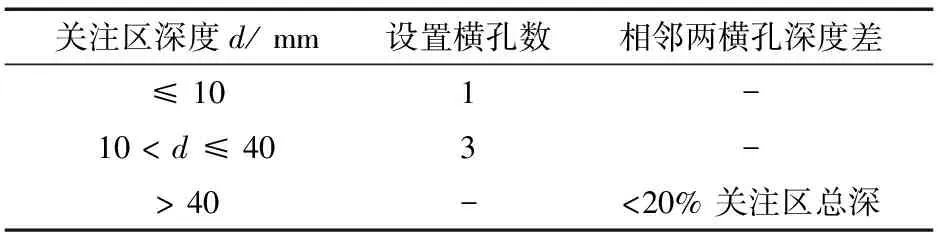
表4 靈敏度校正用橫孔數(shù)
9.4 靈敏度設置
需要時,檢測靈敏度須在代表要檢測的缺陷的反射體上進行設置和驗證。
采用多種成像路徑(TTT,TTL)時,需分別校準靈敏度。視應用情況,也可按被檢工件幾何條件或噪聲水平來進行設置、調(diào)整。
9.5 網(wǎng)格設置
網(wǎng)格設置關系到雙全法的圖像分辨率。對基本雙全法來說,若網(wǎng)格點間距小于λ/5(λ為波長),可得穩(wěn)定波幅[此規(guī)定值見ISO/DIS 23865:2020附錄C.1.3。波幅穩(wěn)定性驗證程序中,要求關注區(qū)偏移量的增量值小于λ/20 (即隨探頭頻率、波型而異),見同附錄C.2.3]。網(wǎng)格校驗指南詳見ISO/DIS 23865:2020附錄C。
10 檢測程序
進行任何超聲檢測,均應制定書面檢測程序。除標準ISO/DIS 23865:2020提出的要求,至少還應包括以下各項細節(jié):① 被檢產(chǎn)品說明;② 參考文件;③ 檢測人員資質(zhì);④ 檢測對象狀態(tài);⑤ 檢測區(qū)域;⑥ 掃查表面準備;⑦ 耦合介質(zhì);⑧ 檢測設備說明;⑨ 環(huán)境條件;⑩ 校驗和調(diào)整;掃查布圖;檢測操作程序和說明;記錄和評定等級;缺陷表征;待用成像路徑。
應用具體條件和雙全法的施用,取決于被檢產(chǎn)品類型和具體要求,并應在書面程序中作交代。對在役檢測,建議用含自然缺陷的檢測試塊,驗證檢測程序的有效性。按檢測目的和產(chǎn)品類型,有關設置和圖像示例的詳細建議,詳見附錄D。
焊縫檢測,采用ISO 23864:2020 《焊縫無損檢測-超聲檢測-使用(半)自動全矩陣捕獲/全聚焦技術》標準。
首次檢測前,應按規(guī)范要求,進行適當?shù)某绦蝌炞C。此驗證包括檢出所有要求的反射體,定量和分類性能,以及深度和寬度覆蓋范圍的證明等。
11 數(shù)據(jù)存儲
與PAUT相比,雙全法一般會收集到大量A掃描數(shù)據(jù),這些數(shù)據(jù)對應于陣列探頭所有發(fā)-收組合。圖像用采集硬件或連接采集硬件的計算機上的A掃描矩陣計算。兩種情況下,A掃描數(shù)據(jù)量可能很大而不易儲存。
構建的圖像及應用的成像參數(shù)和處理步驟,應存儲在硬盤或IT(信息技術)服務器等數(shù)字存儲介質(zhì)上,供以后查閱。
12 雙全法數(shù)據(jù)解析
12.1 數(shù)據(jù)解析流程
雙全法數(shù)據(jù)解析流程如下:① 評定雙全法數(shù)據(jù)質(zhì)量;② 識別相關顯示;③ 對相關顯示按規(guī)定定位、定量;④ 對相關顯示按規(guī)定分類;⑤ 按驗收標準判定合格與否。
12.2 數(shù)據(jù)質(zhì)量評定
雙全法檢測只向生成滿意的圖像,才可作出把握的評定。而網(wǎng)格分辨率、波幅保真度、圖像信噪比,是雙全法圖像質(zhì)量的重要指標。滿意的圖像有如下界定標準:① 耦合良好;② 時基調(diào)整良好;③ 靈敏度調(diào)整適當;④ 信噪比良好;⑤ 有飽和度指示;⑥ 數(shù)據(jù)采集達標。
雙全法圖像質(zhì)量評定要求操作者技能熟練、經(jīng)驗豐富(見第6節(jié))。書面檢測工藝應根據(jù)應用給出要求,若圖像不滿意,要求數(shù)據(jù)重新采集(重新掃查)。
12.3 相關顯示識別
雙全法檢測中,工件缺陷和幾何特征都會形成顯示。為識別幾何特征顯示,需了解工件細節(jié)。為判定圖像是否為由缺陷引起的顯示,并評估聲傳播模式或干擾時,應考慮其幾何形狀和一般噪聲水平的信號幅度。
根據(jù)應用,書面檢測工藝中應提出信號評定的有關細則。
13 檢測報告
雙全法檢測報告應符合標準ISO 16810:2012要求,另外,還應包括以下內(nèi)容:① 檢測試件,校驗試塊,參考試塊;② 探頭型式、頻率、角度、相對于參考線的位置;③ 已檢出的相關顯示的圖像,并至少標出位置;④分辨率、覆蓋范圍及網(wǎng)格分辨率檢查結果(見ISO/DIS 23865:2020附錄C)。
應記錄下所用雙全法檢測相關設置,此記錄應包括:① 靈敏度設置;② 采集過程;③ 成像過程;④ 關注區(qū)細節(jié); ⑤ 所用成像路徑;⑥ 掃查布圖;⑦ 定量、表征方法。
14 補償修正
壁厚變化會引起成像路徑(包括后壁反射)生成的缺陷圖像顯示出現(xiàn)散焦、錯位的現(xiàn)象。對此可在后處理中作補償修正,或用自適應成像法進行修正。
由晶粒組織拉長(如鋼材軋制產(chǎn)生)引起的各向異性,會造成缺陷顯示散焦。對此可通過限制聲闌、使用小角度波程、使用相關于角度的聲速或使用自適應算法,作補償修正。
制造或焊接方法產(chǎn)生的幾何形狀不規(guī)則,會造成工件表面不平整,以致聲束在表面發(fā)生反射或透射,而引起缺陷顯示出現(xiàn)散焦,對此可用自適應算法補償修正。
全矩陣捕獲的一個潛在問題是,每次只觸發(fā)一個陣元發(fā)射脈沖,探頭發(fā)射聲能有限。因而,此聲束能量會在衰減性或很厚的材料中擴散,不能透射到缺陷位置。對此,可選用更合適的探頭或使用多陣元發(fā)射法采集,進行補償修正。
若溫度超出9.1節(jié)規(guī)定范圍(即0°C以下或50°以上),則應使用與被檢工件同材料參考試塊(內(nèi)含所需關注區(qū)橫孔),在與被檢工件相同溫度條件下,校正成像特性。
其他超聲技術也受上述這些特性影響。值得注意的是,在其他超聲技術無能為力的情況下,雙全法仍可對工件進行高質(zhì)量檢測。
15 解讀補遺
15.1 標準面世過程
國際標準草案ISO/DIS 23865:2020(E)已提交所有成員國表決(征詢時間為2020-1-9~4-2)。2018年6月10日曾以國際焊接學會IIW名義發(fā)布的兩標準是IIW Ⅴ-1842-18《超聲雙全法檢測一般用法》及IIW Ⅴ-1843-18《焊縫超聲雙全法自動檢測》便是該草案的前身。我國是ISO和IIW兩國際機構的主要成員國,對雙全法這兩份國際標準草案發(fā)表了重要的意見。
15.2 檢測程序評定
雙全法檢測應按書面程序進行,檢測程序卡應至少包含表5中的要求。由于過程或設備特殊,重要變量需增補時,也應在卡中注明;每一重要變量均應規(guī)定一個數(shù)值或數(shù)值范圍。
軟件修正一般不要求程序重新評定,除非存在影響超聲信號的顯示、記錄或自動處理的變化。軟件修正應有文檔對應儲存,以便查閱。
檢測程序卡制定后須在含缺陷試樣上作演示驗證評定,以確認其達標。雙全法檢測程序卡的制定和評定內(nèi)容如表5所示(內(nèi)容引自ASME BPVC-2019第Ⅴ卷第四章表Ⅺ-421.1-1)。
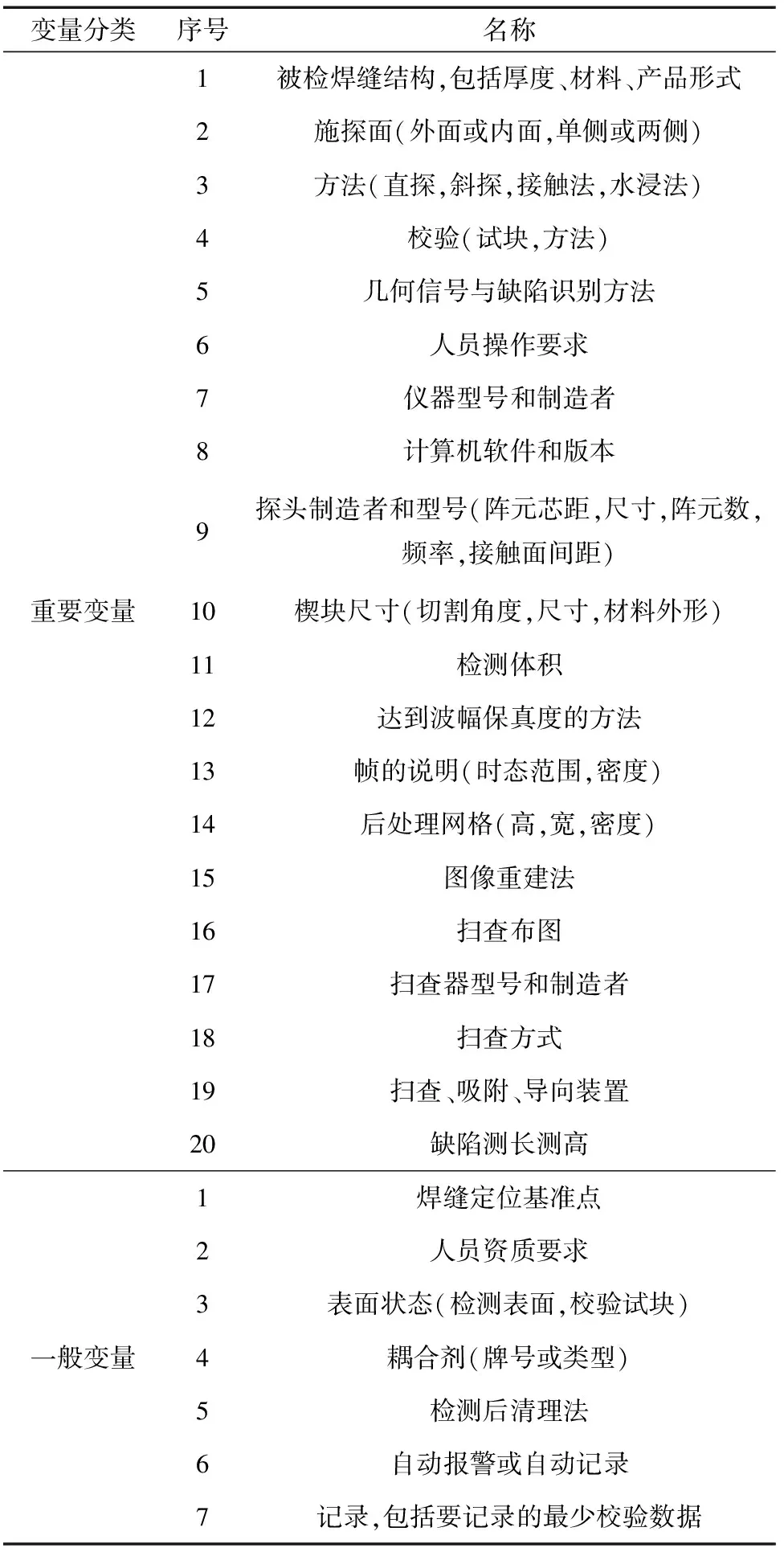
表5 雙全法檢測程序評定內(nèi)容
16 結語
(1) 以解讀ISO/DIS 23865:2020為例,簡述了當今全矩陣捕獲(FMC)和全聚焦法(TFM)檢測技術標準化的最新動態(tài)。
(2) 分析了包括數(shù)據(jù)采集、信息處理、成像路徑、靈敏度校正、網(wǎng)格驗證、顯示識別、補償修正等在內(nèi)的雙全法規(guī)范化操作的要訣。
(3) 為確保檢測質(zhì)量,建議預先創(chuàng)建仿真靈敏度圖,并通過驗證測試給出仿真結果,以此來確認數(shù)據(jù)是否準確、有效且可靠。
(4) 采用信號包絡可進一步改善表征,并提高相對于標準振蕩TFM圖像的采集率。波幅保真度,網(wǎng)格分辨率,圖像信噪比是確保雙全法圖像質(zhì)量的關鍵三要素。
(5) PAUT在行業(yè)內(nèi)已成功應用20余年,其應用案例眾多,同時該技術的性能及局限性,已早有定論。雙全法的理論與工業(yè)實踐則有待充分開拓,國內(nèi)標準化亦需急步直追!
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2019年9期)2019-11-25 07:34:36
中學生數(shù)理化·七年級數(shù)學人教版(2019年9期)2019-11-25 07:34:34
中學生數(shù)理化·七年級數(shù)學人教版(2019年12期)2019-05-21 02:53:50
中學生數(shù)理化·七年級數(shù)學人教版(2019年12期)2019-05-21 02:53:48
