最終反應器的設計制造優化
2021-12-17 07:34:52鹿鳳云
化工與醫藥工程 2021年5期
鹿鳳云
(西安核設備有限公司,西安 710021 )
尿素法制備三聚氰胺是以氨氣為載體在高溫高壓下生成三聚氰胺氣體,經冷卻、溶解、除去雜質、再結晶得到三聚氰胺成品。具有成本低、能耗低、污染少等優點。最終反應器是尿素法生產三聚氰胺項目中的后反應器,它將主反應器中未完全反應的物料再次反應,得到更為純凈的三聚氰胺產品[1]。基于高溫高壓尿素法合成的工藝方法,該設備設計溫度高、設計壓力大,工況苛刻,設計和制造過程中存在諸多特殊要求及技術難點亟需解決與優化改進。設備主要參數見表1,結構如圖1 所示。
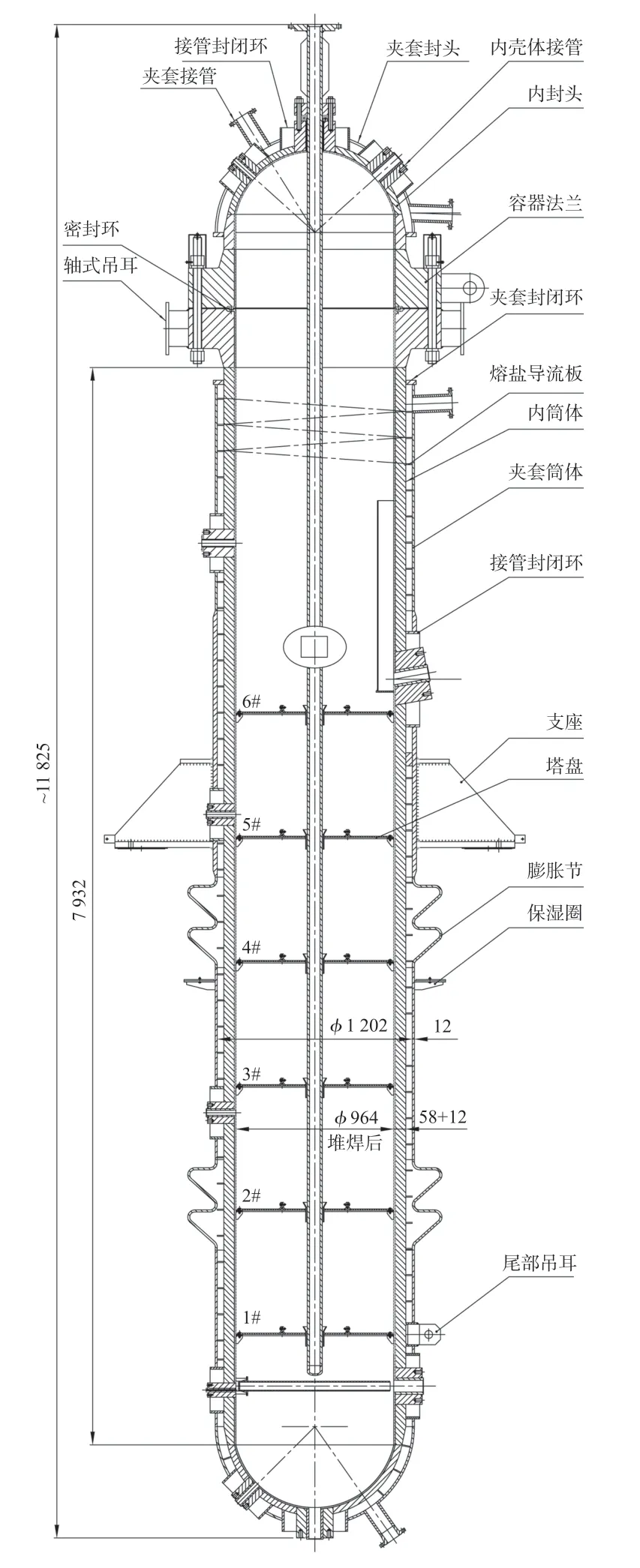
圖1 設備結構Fig.1 Structure for equipment
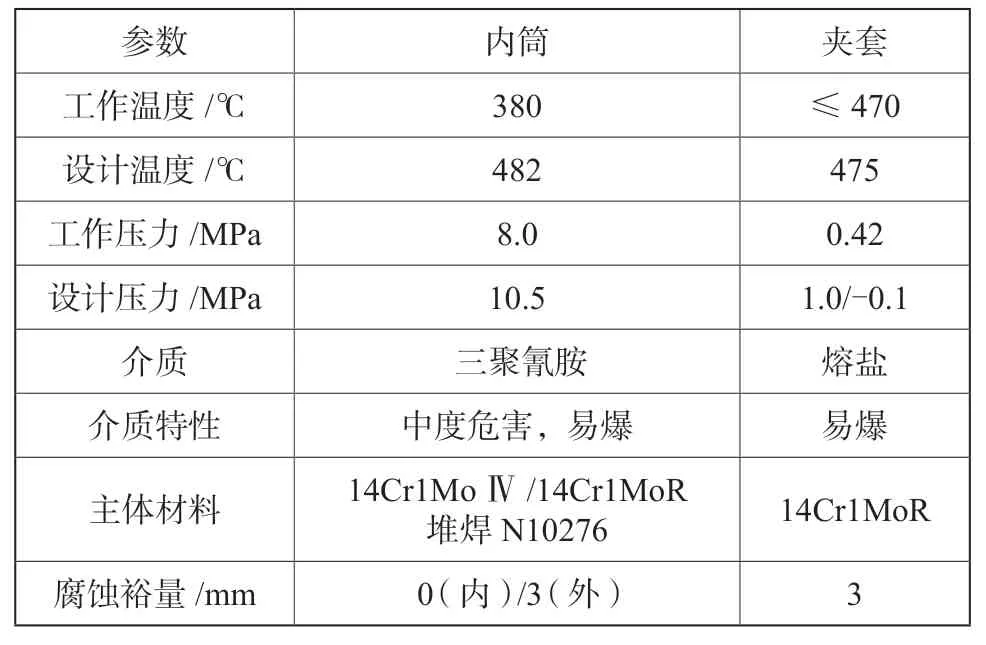
表1 主要技術參數Tab.1 Primal design parameters
1 設備主要結構優化
1.1 主體結構的選擇
設備內徑φ964 mm,筒體壁厚(58+12) mm,封頭壁厚(48+12) mm,設計溫度482 ℃,設計壓力10.5 MPa,夾套內徑φ1 202 mm,壁厚12 mm。內筒介質為三聚氰胺及氫等中度危害、易爆介質,夾套介質熔鹽。該設備為高溫高壓臨氫環境壓力容器,根據納爾遜曲線,綜合考慮設備的設計參數,確定內封頭的主體材料選用14Cr1MoR,與內筒體介質三聚氰胺接觸面選擇堆焊鎳基合金N10276[2]。考慮到內筒體直徑、壁厚、成型及校型、焊接、與夾套的組裝等多方面因素,內筒體選用兩段14Cr1Mo Ⅳ鍛件組焊而成,這樣既保證了內筒體的形狀及尺寸公差要求滿足設計,又避免了縱向焊縫過多造成無損檢測量大的困難。因為Cr-Mo 鋼材料對焊接裂紋較敏感,所以焊接、熱處理及水壓試驗后均需進行檢測,主焊縫的減少不僅減少了泄漏點,而且也減少檢測的工作量。最終反應器的主體材料為內筒體選用14Cr1Mo 鍛件堆焊N10276,內封頭選用14Cr1MoR 板材堆焊N10276,夾套筒體及封頭均選用14Cr1MoR 板材。夾套筒體與內筒體之間設置螺旋型導流板,作為熔鹽的流道。經過計算夾套筒體中部設置兩個UV 形膨脹節,既保證高溫下內、外筒體的變形協調也利于最大壓縮情況下熔鹽通暢向下流動,避免了介質死區帶來的嚴重腐蝕[3]。
因內筒體設計壓力大,其壁厚大、重量大,而夾套壓力小,壁厚薄,但支座、吊耳等支撐件均設置在設備外的夾套筒體上,因此適當增加了附件所在夾套筒體的局部壁厚,以增強其剛度,使其滿足對整個設備的安全支承。
1.2 內筒體接管的結構
設備內殼體上設置13 處接口,確定該接管結構及材料時,通過對可靠性、加工性、經濟性等方面綜合分析對比,最終確定接管結構形式為14Cr1Mo 鍛件內襯N10276管材的結構,見圖2。 該結構的優點是:熱處理后裝配襯管,避免了熱處理對防腐層材料的破壞以及接管小孔徑難以堆焊的困難。
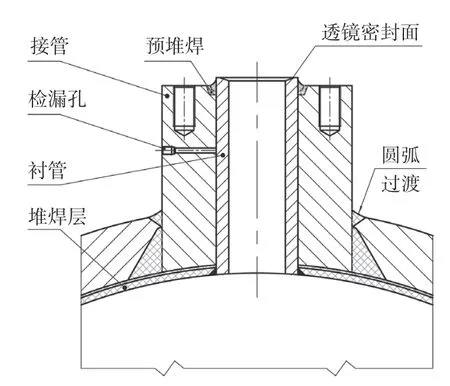
圖2 內筒體接管結構Fig.2 Nozzle structure of inner shell
該設備為高溫設備,為保證N10276 襯管與14Cr1Mo 鍛件在較高工作溫度下結合牢靠,需要確定二者間合理的裝配過盈量。設計中,根據14Cr1Mo 鍛件及N10276 管材在工作溫度下不同的線膨脹系數,計算了每種規格接管中,不同直徑、不同長度14Cr1Mo 鍛件與N10276 管材的長度方向的熱脹冷縮變化量及直徑方向的最大最小裝配間隙,最終確定了二者間不同的裝配過盈量。制造過程中,采用液氮低溫冷裝N10276 管的措施,滿足了過盈配合要求,實現二者的裝配。組裝完畢,考慮到設備內部坡口加工方便,接管組件根部進行角焊縫焊接,為保證焊接可靠性,接管組件端部采取預堆焊后開U 型坡口焊接,確保結合牢靠[4]。
通過分析對比,夾套接管法蘭選用RF 突密封面密封,內筒體接管端面均設計為透鏡墊密封,頂部凸緣由于外接附件要求設計為環連接面。透鏡墊密封面無需進行N10276 焊接或增加N10276 板材,成本低、工序少、裝拆方便,實現了高壓設備的密封可靠性。
1.3 N01 接管的結構優化
內筒體接管中的N01 接管與設備夾角10°,如果將接管設計為整體傾斜10°,如圖3a 所示,則接管與筒體間的馬鞍型焊縫與設備存在夾角,坡口加工難度大,焊縫焊接為非對稱操作,受力不均勻,焊接質量難以保證。為避免該弊端,方便制造生產,將該接管結構進行了改進優化。接管整體垂直于筒體,接管內機加傾斜10°夾角,這樣既降低了殼體坡口的加工難度又實現了焊接的對稱操作,有利于保證焊接質量。接管與殼體焊接節點如圖3b 所示。

圖3 N01 接管結構Fig.3 N01 nozzle structure
2 制造加工工藝改進
2.1 殼體加工
根據制造工藝方案要求將最終反應器分為三部分,上封頭組件、筒體組件和下封頭組件。需要解決的制造技術難點是筒體組件和上下封頭組件的裝配以及各接管過盈冷裝襯管的襯管孔和各接管焊后密封面加工。
筒體組件主要由承壓法蘭、內筒體1、內筒體2及導流板、夾套筒體組成。合理安排筒體組件加工工藝、采取有效的加工措施是保證質量的前提。內筒體為筒形鍛件,為防止筒體堆焊引起變形過大以致影響到導流空間和腔體內徑的變化,加工方法尤其重要。先將內筒體、承壓法蘭內徑加工到比圖紙尺寸大1 mm,外圓端面加工找正定位基準,堆焊鎳基合金過渡層消氫熱處理后檢測驗證外圓收縮量,根據收縮量調整確定車削外徑,保證內外徑及筒體壁厚符合圖紙要求;然后在內筒體1、內筒體2 外圓上布焊導流板,車床車削螺旋分布的導流板外圓,根據導流板外圓配制夾套筒體內徑,組對焊接成一體,保證了導流板和夾套筒體之間的間隙要求以及夾套筒體順利組裝;最后整體加工設備主法蘭密封面,以滿足高溫高壓密封要求。
上下封頭組件加工工藝遵循原則是保證封頭各接管過盈冷裝襯管的襯管孔和各接管焊后密封面加工精度。因其襯管孔徑小、精度高、深度深。為了保證冷裝孔的精度要求,分別利用粗鏜、擴鏜、半精鏜、精鏜工步,降低消除了孔徑復映誤差。同時采用強化刀桿、選用適應性強的切削參數、自制刃磨高速鋼刀加工冷裝孔,保證了孔徑前后的尺寸精度。利用液氮冷裝N10276 襯管并焊接端面后,再次上鏜床以襯管內徑找正、內壁找直,用自制的開口刀桿配以高速鋼刀加工密封面,因密封面材料為N10276,硬度高、強度大,刀具磨損快,針對小尺寸密封面以手動進刀為主,成形刀微量吃刀精光密封面,保證密封面粗糙度要求。
2.2 封閉環
最終反應器為夾套設備,夾套筒體選取圓弧過渡帶一段直邊筒體的封閉環結構,直接與夾套封頭焊接。圓弧過渡的封閉環結構,盡可能地減少了設備高溫運行時封閉處的應力集中,并最大程度地減少了Cr-Mo 鋼間的A、B 類焊縫數量。內殼體上有13 處接口伸出設備夾套外,在直徑較小的設備上,需設置較多的大接口,特別是上封頭,直徑僅DN 1 000 左右的半球封頭上,需布置5 個帶夾套封閉環的接口,而封閉環的外形結構,必須滿足焊接及檢測空間要求。設計中,結合焊接及檢測所需要的最小操作空間,對上封頭進行了空間布置及展開放樣,確定了合理的接管、封閉環結構及布置方案。如圖4 所示。
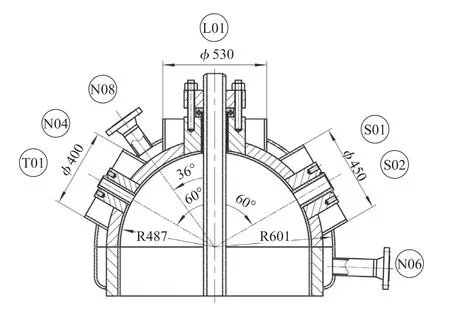
圖4 夾套及封頭伸出接管結構Fig.4 Jacket and nozzle structure of head extension
2.3 熱處理控制
Cr-Mo 鋼材料是屬于靠熱處理手段改善鋼材性能的鋼種,除嚴格控制焊前預熱溫度外,還要保持焊接過程中的層間溫度,焊后保溫的消應力熱處理以及最終的焊后熱處理等多種形式的熱處理,以細化鋼材晶粒,獲取均勻穩定組織,使材料的強度與塑性配合事宜,力保焊接接頭不開裂。同時Cr-Mo 鋼制壓力容器有延遲裂紋的傾向,這些裂紋有可能出現在焊接過程,焊后,熱處理前后,水壓試驗前后等各個階段,因此在制造過程的各個階段分別提出無損檢測以及熱處理要求以確保產品質量。該設備為夾套設備,夾套的組裝增加了內筒體無損檢測及熱處理的難度。根據現有的加工能力及技術儲備制定夾套設備的組裝順序及內筒體分段組對的原則,按照工藝路線要求穿插進行消氫等熱處理和實施無損檢測,并且制定出合理可行的部件整體熱處理和合攏縫局部熱處理工藝,確保產品的制造質量[5]。各部件熱處理參數見表2 ~ 4。

表2 部件整體熱處理工藝參數Tab.2 Process parameters of integral heat treatment of components
3 結論
根據三聚氰胺最終反應器使用性能要求,考慮了選材、結構、制造工藝、無損檢測及熱處理等各方面問題,對設備進行了結構優化和技術改進。通過制定合理的制造工藝、安排合理的裝配順序,達到了圖紙要求,最終順利完成了最終反應器設備的設計制造。

表3 內筒體合攏縫局部熱處理工藝參數Tab.3 Process parameters of local heat treatment for closure joint of shell

表4 夾套筒體合攏縫局部熱處理工藝參數Tab.4 Process parameters of local heat treatment for closure joint of jacket
(1)設計過程中選擇適合的材料,確定合理的設備整體結構,完成了內筒體接管、膨脹節、封閉環等的設計優化。
(2)制造過程中確定管口襯管加工工序,控制加工精度,完成液氮冷裝試驗,達到組裝后過盈配合要求。
(3)結合公司現有的加工能力和技術儲備,確定筒體、夾套成型及組裝工藝,確保工藝的合理性、可行性和經濟性,滿足圖紙和設計技術要求。
(4)根據組裝方案合理安排無損檢測順序和熱處理時機,制定合理可行的熱處理工藝,確保產品制造質量。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年11期)2015-03-16 05:57:40