高溫熱處理對馬尾松木材機械加工性能的影響1)
2021-11-03 12:12:46劉明德唐慶符韻林韋鵬練
東北林業大學學報 2021年9期
劉明德 唐慶 符韻林 韋鵬練
(廣西大學,南寧,530004)
自我國實行天然林全面禁伐以來,國內木材供需矛盾進一步加深。因此,加大對人工林的培育和增強人工林木材資源的高效加工利用,對保障我國的木材安全尤為重要[1]。
馬尾松(PinusmassonianaLamb.)是全國范圍內的主要人工林用材樹種,其廣泛應用于建筑、家具、木纖維工業等方面[2]。但馬尾松木材在加工利用過程中存在松脂含量高、木材易藍變等制約因素[3],尤其是在脫脂處理中存在的脫脂成本高、脫脂不徹底等問題,嚴重制約了馬尾松在家具用材方面的應用,產品附加值較低,所以馬尾松木材在增值利用和高效加工方面仍有很大的提升空間。
實現馬尾松增值利用的關鍵,在于脫脂和防霉處理。目前常用的脫脂處理,有化學脫脂、高溫熱處理脫脂。利用高溫對馬尾松木材進行處理,不僅可以讓松節油揮發,松香流動溢出木材表面,從而實現脫脂,同時高溫熱處理還是一種有效的木材改良方法,可以改善木材的尺寸穩定性及生物耐久性等物理力學性能[4]。國外在熱處理改良木材領域已經進行了大量的研究,形成了比較成熟的生產工藝[5-8];而國內也有關于馬尾松熱改性處理的研究[9-13]。這些研究表明,200 ℃以下的熱處理對馬尾松力學性能沒有明顯的負面影響,并可防藍變和提高木材尺寸穩定性。但對熱處理后,對馬尾松木材的機械加工性能變化的研究較少。
本研究以馬尾松素材(對照)及不同溫度熱處理(溫度分別為145、160、175 ℃)的馬尾松鋸材為研究對象,參照LY/T 2054—2012《鋸材機械加工性能評價方法》對其機械加工性能進行評價,利用元素分析儀和傅立葉變換紅外光譜儀對其組分變化進行定性分析,揭示高溫處理對馬尾松木材物質組成的改變,探究高溫熱處理對馬尾松木材機械加工性能的影響,旨在為馬尾松木材的高附加值生產提供參考。
1 材料與方法
1.1 材料與主要儀器
試材:馬尾松(PinusmassonianaLamb.)鋸材,采購自廣西寧明縣木材市場,鋸材尺寸200 cm×20 cm×3 cm,含水率9.65%,氣干密度0.58 g/cm3。在廣州綠澤木業有限公司對馬尾松鋸材進行高溫熱處理,共處理3個批次,每一批次10 m3,處理溫度分別為145、160、175 ℃,在0.1 MPa條件下保溫6 h。高溫處理結束后,從每一批次中隨機選取10塊鋸材,放置于通風干燥處平衡處理3個月,依據國家標準檢測鋸材含水率和氣干密度(見表1)。
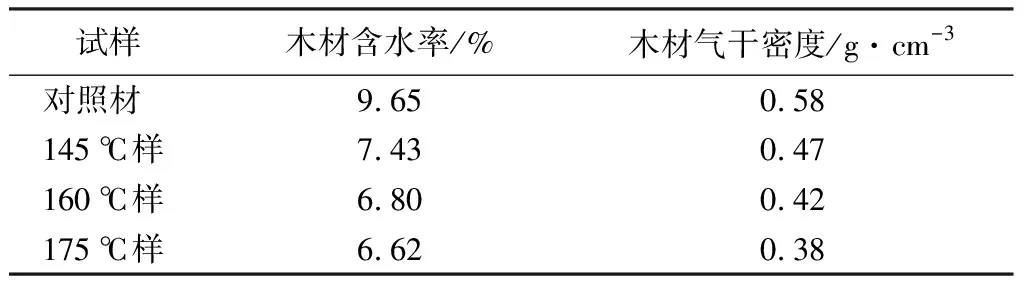
表1 不同溫度熱處理馬尾松木材含水率和氣干密度
設備:馬氏(MAS)MB504刨木機,四川青城SRP630B砂光機、馬氏(MAS)MX5117B立式單軸木工銑床、翠山機械Z4013A單軸臺鉆、佛山鴻進威MZ1610木工方眼機、馬氏MC3022仿形木工車床。
儀器:手持式表面粗糙度測定儀(HANDYSURF E-35A/B型,日本東京精密公司)、傅立葉變換紅外光譜儀(Nicolet iS10型,美國Thermo Fisher Scientific Inc公司)、元素分析儀(PE2400II型,美國PE公司)、電熱恒溫干燥箱(202型,北京永光明醫療儀器有限公司)。
1.2 試材機械加工性能測試指標
依據LY/T 2054—2012《鋸材機械加工性能評價方法》對馬尾松高溫熱處理材及未作熱處理的馬尾松鋸材(作對照)進行機械加工性能的測試,每項測試取30塊試件,測試指標如下:
(1)刨削:試樣尺寸為900 mm×100 mm×20 mm。刀具主軸轉速5 000 r/min,刨削深度為1.6 mm,調整進料速度為7、10、16 m/min,分別進行3次刨削。
(2)砂削:試樣尺寸為400 mm×100 mm×10 mm。選用120目砂帶進行單面砂光,進料速度6 m/min,砂削厚度為0.6 mm。
(3)銑削:試樣尺寸為300 mm×80 mm×20 mm。采用單軸銑床,順紋理方向進行一次銑削成型,主軸轉速為6 000 r/min。
(4)鉆削:試樣尺寸為300 mm×80 mm×20 mm。選用鉆頭直徑為25 mm的麻花鉆,主軸轉速為500 r/min。
(5)開榫:試樣尺寸為20 mm×80 mm×300 mm。加工方形榫眼,空心鑿的尺寸為12.5 mm,主軸轉速3 600 r/min。
(6)車削:試樣尺寸為22 mm×22 mm×130 mm。車床的主軸轉速為2 800 r/min。
測試完成后,按照五級劃分方法對不同處理試件分別進行評定[14-15]:1級(優秀)、2級(良好)、3級(中等)、4級(較差)、5級(很差)。
根據評定結果計算出各項加工性能的達標率(刨削、砂削為1級試樣數量百分比,鉆削、銑削為1、2級試樣數量百分比,開榫、車削為1、2和3級試樣數量百分比)和質量等級值,再采用加權方法(對每一個測試項目,按試樣達標率的高低確定其質量級別,每個加工項目的質量級別乘以其加權數)將6項試驗結果得分相加,得出綜合質量評價的總分。
1.3 試材組成成分測定方法
機械加工性能測試完畢后,將不同溫度的熱處理材、對照材粉碎,過60目篩(孔徑250 μm),取粒徑通過60目篩的木粉放于恒溫干燥箱進行干燥處理,溫度設定為60 ℃,干燥12 h。再將經過干燥處理的木粉放于密閉容器中,一部分利用灼燒法進行C、H、O元素質量分數的測定,另一部分在經過研磨和壓片后進行傅立葉紅外吸收光譜(FTIR)測定。
2 結果與分析
2.1 高溫熱處理對試材機械加工性能的影響規律
(1)刨削性能。由表2可見,不同處理溫度和進料速度,對刨削性能有著重要的影響。隨著熱處理溫度的提高,試材的刨削性能呈現先升高后降低的變化趨勢,其中160 ℃試材的達標率為42%,質量等級值為4.37,在不同溫度處理試樣中為最佳。此外,當熱處理溫度相同時,隨著進料速度的增加,試件的刨削質量都呈現下降趨勢。參考文獻[16]并結合本試驗結果,說明適當溫度的熱處理可以很好地改良試件,減少在刨削加工過程中由節子處紋理紊亂、早晚材差異、密度結構不均勻所引起的缺陷的產生,如毛刺、毛刺溝痕、削片壓痕等;但過高的熱處理溫度反而又使試件的刨削性能降低,這與熱處理過程中試件變脆和松脂的排出有著密切的聯系。
(2)砂削性能。砂削是為了獲得平整光滑的木材表面,以利于后續的涂飾加工。木材表面粗糙度,通常以木材表面輪廓算術平均偏差(Ra)值表示。由不同溫度熱處理的馬尾松試材表面輪廓算術平均偏差變化情況(見圖1)計算可得,對照及145、160、175 ℃熱處理馬尾松試材的Ra值分別為1.40、1.46、3.00、1.52 μm。
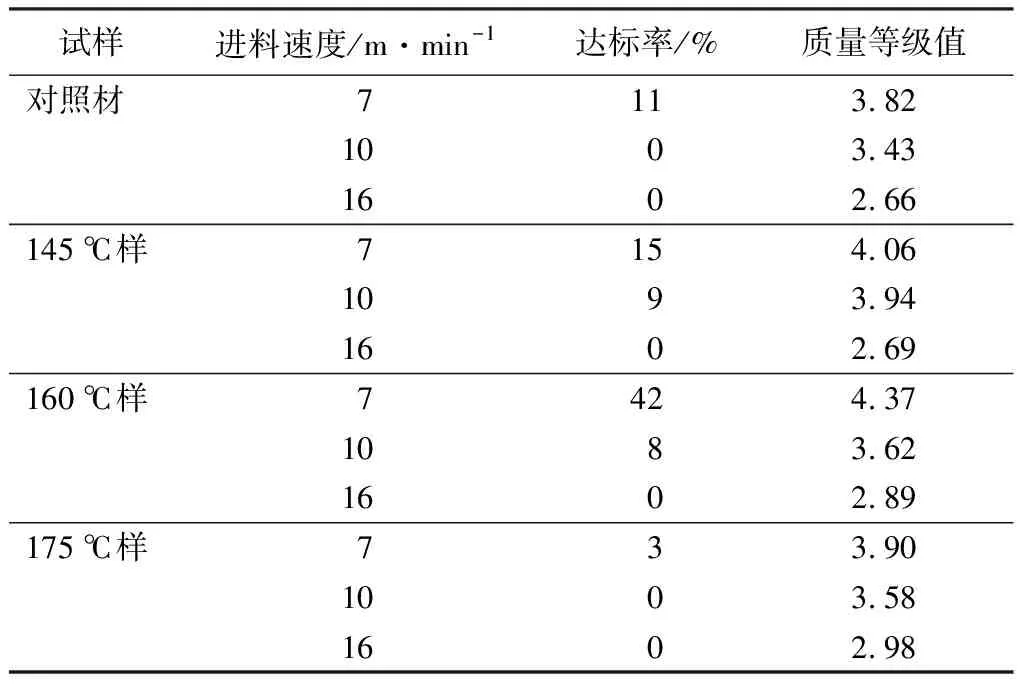
表2 不同溫度熱處理馬尾松木材的刨削性能
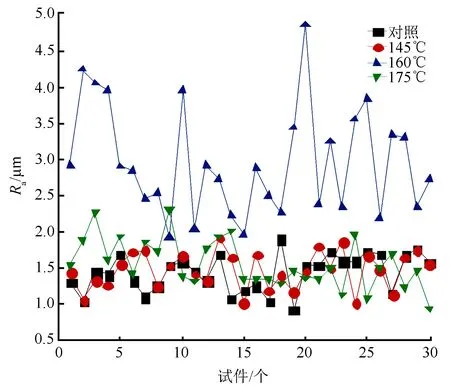
圖1 不同溫度熱處理馬尾松木材120目砂光后Ra曲線
由不同溫度熱處理馬尾松試材的砂削性能變化情況(見表3)可知:在進料速度相同、砂紙目數相同的條件下,對照材和145、175 ℃熱處理材的達標率都達到了100%,質量等級值均為5;而160 ℃熱處理材的達標率為61%,質量等級值為4.61。結合圖1、表3可知,對照材及145、175 ℃熱處理材的砂削性能相差不大,從Ra的平均值看,隨著溫度的升高砂削性能略有下降。但經160 ℃熱處理后的馬尾松試材,其砂削性能明顯差于其它的2個溫度處理材及對照材;試驗中發現經,160 ℃處理過的試材表面有較多的松脂滲出,參考文獻[17]并結合本試驗結果,說明高溫熱處理會促使試材內部的松脂自發地向外遷移到木材表面,從而影響到試材的表面光滑度。
(3)銑削性能。由不同溫度熱處理馬尾松的銑削性能變化情況(見表4)可見:不同溫度處理試件的銑削性能,隨處理溫度的升高呈現出先升高后下降的變化,且各熱處理試材的銑削性能都優于對照材。說明對馬尾松試材進行高溫加熱處理,能夠在一定溫度范圍內改良其銑削加工性能。不同溫度熱處理試材與對照試材相比,經高溫熱處理后,馬尾松試材的銑削加工缺陷明顯減少,性能得到改良。
表3 不同溫度熱處理馬尾松木材的砂削性能(120目砂紙)
(4)鉆削性能。由不同高溫熱處理馬尾松試材的鉆削性能變化情況(見表4)可見:對照試材表現出最好的鉆削性能,達標率為47%。145、160、175 ℃處理試材與對照試材相比,達標率分別下降了38%、100%、57%左右。由此可知,熱處理會降低馬尾松試材的鉆削性能,且處理溫度越高,試件表現出的鉆削缺陷相對越加嚴重。試驗中還發現,試材在原木時,位置越靠近心材的部位,其鉆孔內壁表現相對越光滑。而且大多數鉆孔下周緣主要產生撕裂缺陷,其內壁的垂直紋理面也遠比平行紋理面顯得粗糙(見圖2)。
圖2 鉆削加工主要缺陷
(5)開榫性能。由表4可見:在試材進行開榫加工后,不同溫度處理試材的達標率、質量等級表現為先降低后升高的趨勢,其中145 ℃熱處理試件的開榫性能最差。開榫的主要缺陷跟鉆削類似,榫眼的下周緣也會產生撕裂,而上周緣基本沒發現明顯的撕裂缺陷。榫眼內壁在垂直紋理的方向上存在著嚴重的壓潰缺陷(見圖3)。與鉆削性能不同的是,在熱處理溫度達到160、175 ℃時,比對照試材開榫性能得到了改良。

圖3 開榫加工主要缺陷
(6)車削性能。由不同高溫熱處理馬尾松試材的車削性能變化(見表4)可見:隨著熱處理溫度的升高,馬尾松試材車削加工性能的達標率、質量等級都表現為先降低后升高的趨勢,160 ℃熱處理時二者都達到最低點,高溫熱處理對車削性能沒起到改良的作用。車削加工的主要缺陷為毛刺、表面切痕、紋理撕裂(見圖4)。且毛刺、紋理撕裂多發生于早材部分,這是因為木材中早材部分細胞壁薄、材質較松軟所造成的。

表4 不同溫度熱處理馬尾松試材的銑削、鉆削、開榫、車削性能
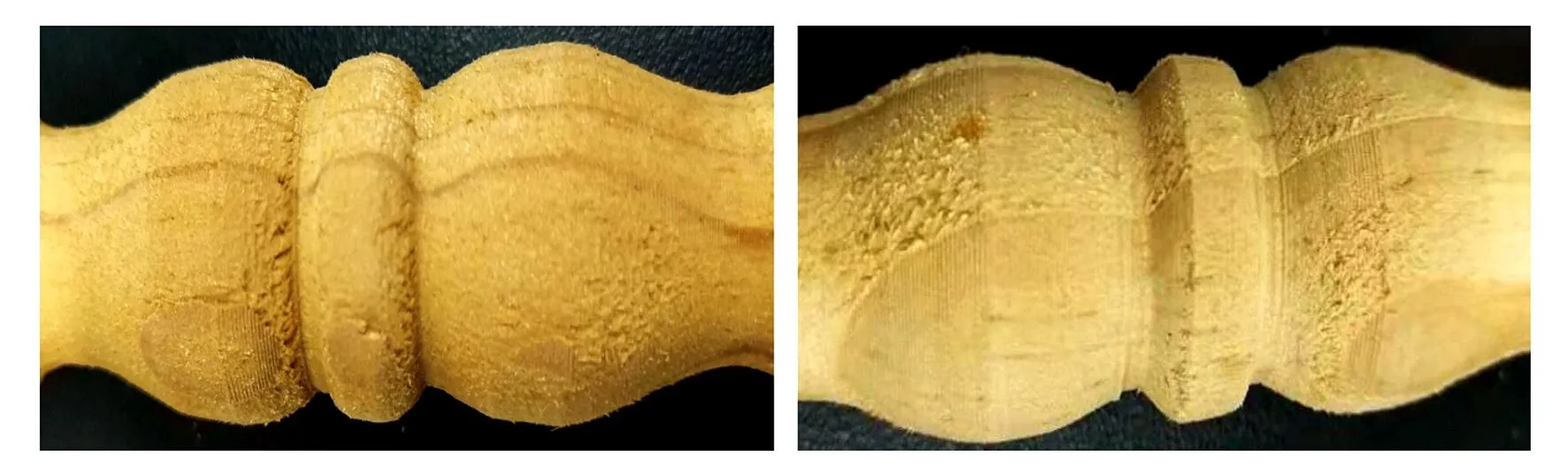
圖4 車削加工主要缺陷
(7)高溫熱處理后木材機械加工性能的綜合質量評價。綜合上述各項加工性能測試的結果,通過計算得出各處理溫度的機械加工綜合評價值:對照試樣的綜合質量評價值為24、145 ℃處理試樣的綜合質量評價值為24、160 ℃處理試樣的綜合質量評價值為23、175 ℃處理試樣的綜合質量評價值為20。高溫熱處理對綜合機械加工性能的影響不顯著,隨著熱處理溫度的升高,略微有所下降。
2.2 高溫熱處理對試材組成成分的影響
在相同測試條件時,不同熱處理試材機械加工性能的變化,往往與其組成成分結構和含量的改變有關,如含水率、結晶度、密度等。為進一步了解高溫熱處理過程中馬尾松試材組成成分的變化,本研究對不同溫度熱處理的馬尾松試材進行了500~4000 cm-1波數范圍內的傅里葉紅外光譜(FTIR)分析(見圖5、表5)、測定了不同溫度熱處理馬尾松試材C、H、O元素質量分數的變化(見表6)。
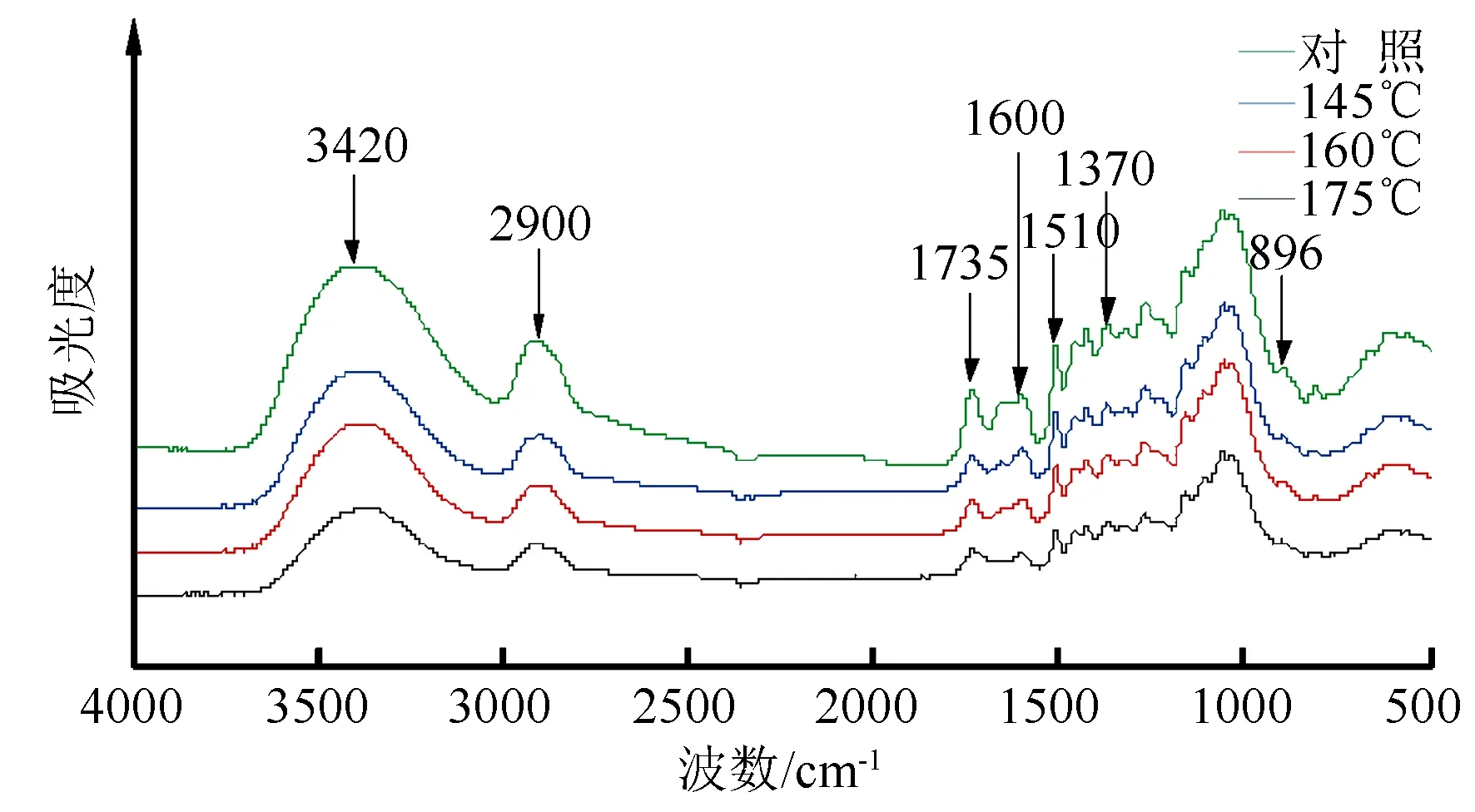
圖5 不同熱處理溫度木材的紅外光譜圖
木材經高溫熱處理后,其組成成分會發生多層次的變化。第一,木材中大量易吸收、釋放水分的羥基自由基化學基團會減少。從圖5中可看出,隨著熱處理溫度的提高,木材中的羥基吸收峰(波數3 650~3 200 cm-1)的強度明顯降低。這是因為,在高溫作用下,木材內的纖維素分子鏈間原先存在的游離羥基將發生“架橋”反應,脫去1分子的水,形成醚鍵,使游離羥基的數量顯著減少[18]。通過元素分析(見表6)表明:經過熱處理后的試材,其C元素的質量分數隨著處理溫度的升高呈增加的趨勢,而H、O元素的質量分數隨著處理溫度的升高呈現下降的趨勢。這進一步證明,在高溫作用下,木材內碳水化合物發生脫水反應,產生自由水,生成的水分在高溫條件下被蒸發。第二,木材三大組分之一的半纖維素發生降解。半纖維素分子鏈上的乙酰基在高溫環境下容易水解生成醋酸[19-21]。
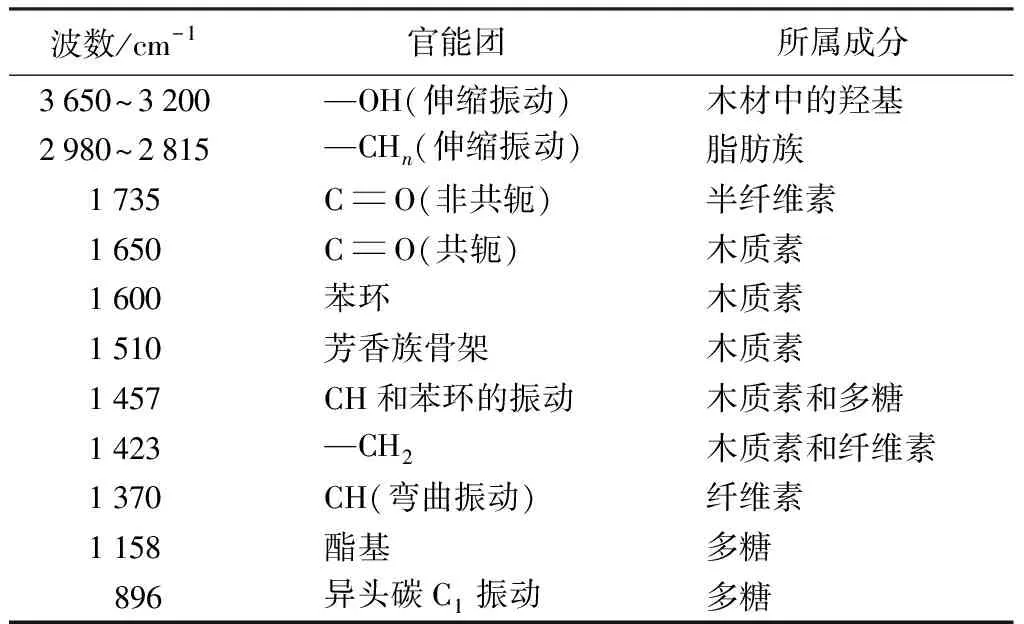
表5 紅外吸收峰所對應的官能團與木材組分
圖5中波數1 735 cm-1左右的譜帶,幾乎完全是由木聚糖乙酰基中的羰基組成的;由圖2可見,隨著熱處理溫度的升高,波數1 735 cm-1吸收峰的強度也發生明顯的降低,這正是半纖維素降解所引起。第三,結晶度的變化。Esteves et al.[22]、李賢軍等[19]、Okon et al.[23]研究發現,木材在高溫熱處理過程中,纖維素分子鏈間羥基發生的“架橋”反應,會使纖維素無定形區域內微纖絲的排列更加有序,向結晶區靠攏并取向,從而使結晶度有所增加。圖5中3 650、3 200、2 980 cm-1處的吸收峰寬度有輕微變窄,這與高溫熱處理木材中結晶度的變化密切相關。第一、第二、第三類型所發生的化學變化,會使熱處理試材的密度、含水率、吸濕性降低,尺寸穩定性提高,結晶度增加,這些物理性質的變化是引起試材機械加工性能出現差異的原因之一,但要進一步揭示化學組分改變與機械加工性能之間的關系需做更深入、細致的研究。
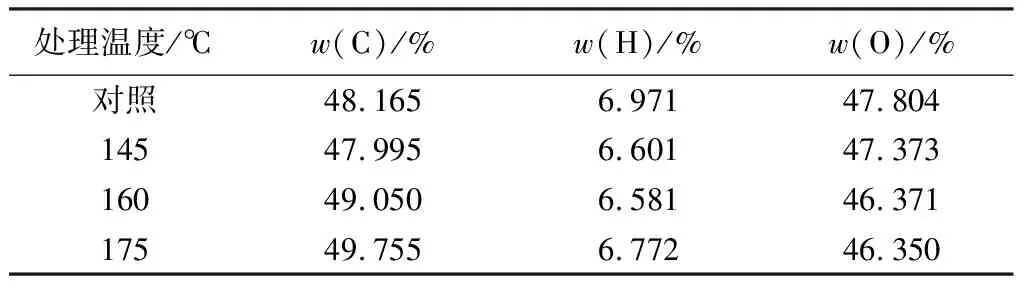
表6 馬尾松高溫熱處理材的C、H、O元素質量分數(w)
3 結論
175 ℃以下的高溫熱處理,對馬尾松試材綜合機械加工性能的影響不明顯,不同溫度熱處理的最終木材機械加工性能綜合質量評價相差不大,但不同溫度熱處理對單項機械加工性能的影響卻有很大差異。隨著處理溫度的升高,刨削、銑削性能表現為先升高后下降的規律,160 ℃處理材的刨削、銑削性能最佳,都優于對照材。鉆削、開榫、車削性能則表現為先降低后升高的規律,且鉆削、車削的處理材性能都差于對照材;而開榫的各處理材性能中145 ℃處理材表現為最差,175 ℃處理材表現為最佳。此外,砂削性能中,對照材、145 ℃處理材、175 ℃處理材的表現差別不明顯,略微有些下降,但160 ℃的處理材性能卻明顯下降。
經高溫熱處理后的馬尾松試材,其內部會發生大量易吸收、釋放水分的羥基自由基化學基團減少,半纖維素降解以及結晶度增加等化學變化,這些化學變化會使試材含水率、密度、尺寸穩定性等物理力學性質發生改變,從而使不同溫度熱處理材的機械加工性能產生差異。