關于汽車供應鏈車身零部件質量管理的研究
2021-10-12 21:01:05李澤誠
企業科技與發展 2021年9期
關鍵詞:質量管理
李澤誠

【關鍵詞】汽車車身;供應鏈;質量管理
【中圖分類號】F274;F426.471【文獻標識碼】A【文章編號】1674-0688(2021)09-0174-03
0 引言
汽車是一種滿足人體工程學、空氣動力學、審美藝術的,由動力驅動,具有4個或4個以上車輪的非軌道承載的車輛。車身是汽車上承載人的容器,對此要求車身整體結構具有良好的舒適性和安全性。同時,車身是包容整個汽車的殼體,能夠最直觀地反映汽車外觀造型形象的特點,因此車身設計時應注重外形造型,以滿足人們對外形的審美要求。汽車車身的制造是受零部件的工藝、尺寸、焊接質量等多因素影響的過程,不同的零部件問題都會直接影響整車的外觀、裝配和整車性能。對此,本文統計了A公司某年度的汽車車身零部件質量問題數據,并對前位問題加以分析,探討汽車車身零部件的質量管理思路及在設計、制造、工藝等方面提出具體的控制方法。
1 車身零部件的構成和質量現狀分析
1.1 車身零部件的構成和影響
車身是由多種尺寸精度高、形狀各異、曲面復雜的零部件拼焊組合而成的整體框架結構。整體框架可拆分為前艙、前地板、后地板、行李廂蓋、前后側門、發動機罩、側圍、頂蓋。由于各零部件的沖壓工藝和焊接工藝影響,因此多個制造環節工藝質量控制的不穩定帶來了車身尺寸控制的不穩定,繼而出現各種汽車車身質量問題,整車表現為異響、外觀問題、功能異常、裝配擋孔。
1.2 車身零部件的質量現狀
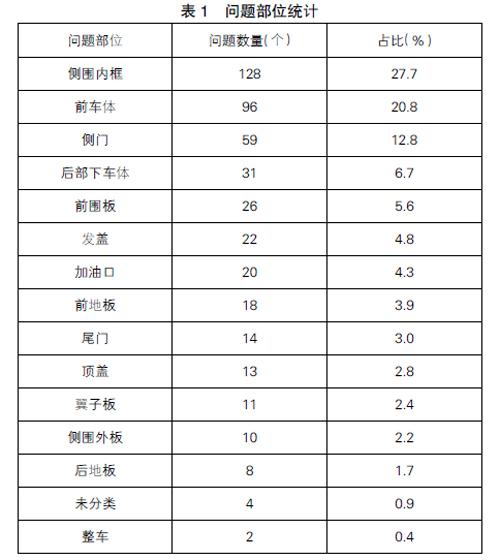
本文統計A公司某年度的造車質量問題數據,各部位零部件問題統計數據見表1,零部件的問題類型統計數據見表2。
(1)問題前三部位為側圍內框、前車體及側門。
(2)問題類型中,尺寸問題占首位,其次是鈑金外觀凹凸/變形/劃傷,脫漏焊/焊接異常、零件錯漏/漏工序問題。
(3)從零件面積來看,加油口雖小,但涉及質量問題的零件達20個,占比為4%。
1.2.1 車身零部件的尺寸偏差影響
車身零部件的尺寸精度發生偏差將會直接影響整車的功能和制造質量[1]。只有車身零部件的尺寸在標準公差范圍內,才能保證整車的零部件能正常裝配到車身上,尺寸超出標準公差,零部件搭接時會直接或間接影響整車的強度和外觀質量。通常車身零部件的尺寸不合,引起車身裝配孔擋孔、孔偏,以及鈑金錯位裝配不上、鈑金離空等問題。當制造車間出現此類零部件尺寸問題時,需要在線擴孔返修,嚴重時甚至要停線返修每一臺車,員工抱怨大,還要聯系供應商進行退貨、換貨,重新上線裝配驗證,造成不必要的浪費,影響生產節拍,加大制造成本壓力。
1.2.2 車身零部件的外觀變形影響
車身零部件的外形是否滿足設計技術規范,決定了車身的外形能否給人們帶來審美享受。汽車焊接時一般不允許有較大的變形量,所以在試生產焊接夾具調試階段和正常大批量生產時都應盡量減少和避免零部件發生變形。零部件的支架變形最常見,因為支架較軟且支架往往在零部件的最外側,所以容易發生磕碰。支架變形往往影響對手件的裝配,支架較軟、變形量不大的情況下,可以通過返修裝車上線,但是變形嚴重無法返修時會導致整車報廢。支架變形導致整車報廢的成本是極大的。
1.2.3 車身零部件的錯漏脫焊影響
車身零部件的錯漏焊問題,直接影響整車強度,脫焊更會導致安全性能無法滿足,嚴重影響駕乘人員生命安全。車身零部件的點焊是一個多變量耦合、高度非線性和多種隨機不確定因素的過程,焊點的熔核處于封閉狀態,根本無法直接觀測,并且形成過程時間非常短,焊點內部特征信息識別困難,只能通過焊后進行完全破壞性試驗或是焊接過程中反映的外部特征信息間接檢測焊點質量[2]。焊點通常區分為關鍵焊點和普通焊點,關鍵焊點的要求為100%合格,與整車安全性能緊密聯系。針對不涉及整車安全、密封性能的一般錯漏脫焊問題,可以使用鉆孔塞焊的方式返修,僅影響生產節奏和產生少量的成本。但涉及關鍵焊點時會影響安全性能,無法返修時整車報廢,損失大。
2 車身零部件在設計、工藝、制造過程的控制方法
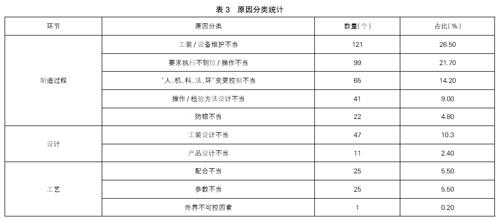
針對問題的原因進行分類統計(見表3),從設計、工藝、制造過程三個大方向進行思考及分析,提出以下控制方法。
2.1 有效識別汽車車身零部件設計階段缺陷并優化設計
在進行車身的設計工作時,不僅要考慮其自身的質量狀況,還需考慮其實際生產情況,必須滿足后期大批量生產的要求。因此,在設計時就要考慮車身零部件整套模具、夾具、檢具的穩定性問題。任何一個小的設計問題未關閉,在大批量生產后,都會演變成無法穩定控制質量的重要因素。眾所周知,車身主要起到一個骨架殼體的作用,后期工作中還需添加各種設計變更,所以對其提出了較高的要求。第一,定位策略要穩定,保障各種零件在焊接夾具上能夠定位穩定,定位孔之間的距離不能過近,避免零件發生擺動或者變形。第二,考慮合理的焊接空間,注意焊槍與零件之間避讓,否則零件在焊接過程容易發生干涉導致變形。第三,注意統一零部件的基準一致性,通過先保證其定位具有一定的精度保障零部件的加工精度,即零部件的全部工序應遵循定位基準單一化原則[3]。第四,零部件的焊接夾具設計需要滿足人體工程學,操作人員需要長期機械式操作,不舒適的焊接姿態必會導致焊接出來的尺寸不穩定。第五,零部件結構都要細分至單件做CAE分析,對前期識別沖壓易變形回彈、易開裂起皺部位的結構進行優化。
2.2 規范汽車車身零部件制造工藝
零部件的焊接工藝,既要滿足生產效率和焊接質量,又要滿足“人、機、料、法、環”等各方面的合理性。一般的焊接工藝包括焊接規范、標準化作業指導書、零部件名稱和圖號、焊槍、夾具及操作人員等,各個環節協同影響零部件的最終質量。
車身零部件大部分都是采用低碳鋼薄板和鍍鋅鋼板,不需要采用特殊的設備和工藝即可獲得較好的焊接性能和質量。為了控制焊接變形,零部件一般采用電阻點焊,最好采用機器人焊接設備進行焊接,不僅能使焊點均勻,點焊過程穩定,還能最大限度地減少零部件焊接變形量。
零部件生產必須制定明確合理的焊接工藝文件,常見的錯漏焊原因是生產過程中排產計劃變動,不同崗位員工臨時柔性生產,沒有嚴格執行工藝文件的要求導致錯漏焊。可通過在焊槍上增加焊點計數功能,按工藝規定的焊點數量設置,計數不對就鎖槍排查,杜絕漏焊。
2.3 在汽車車身零部件制造過程中提升質量穩定性
2.3.1 設備管理對零部件質量的影響
車身所有零部件都是由單件定位在焊裝夾具上,由機器人或操作員工用焊槍焊接而成。零部件焊接夾具的定位基準、壓緊塊及其他組件在使用一段時間之后會產生不同程度的磨損,從而造成定位誤差加大。在日常使用過程中,零部件的焊接夾具還會產生定位基準和壓緊塊的松動、脫落、斷裂等問題。
通過定期檢查和維護夾具,定期檢測焊接夾具定位基準,及時更換或調整損壞或磨損量較大的夾具組件,達到零部件焊接質量及尺寸的控制。
2.3.2 過程控制對零部件質量的影響
質量控制的核心就是過程工序控制,零部件焊接過程需要合理地安排每一個工序,對每一個工序都要嚴格監控。在零部件的焊接過程中,要加強過程工藝管理,提高工藝技術人員的水平,編制規范合理的工藝文件;操作員工要執行標準化操作,嚴格按照規范的工藝文件操作;同時,規定工序的質量控制點,加強工序間的檢驗,工段自檢保證其工序質量,進而得到高質量的零部件。
此外,可以建立專項提升行動,從焊接、沖壓、尺寸三大環節的過程監控改善零部件質量問題,提升員工的質量意識和管理水平,從而提升整體質量。
焊接專項:月度焊接參數審核、每日焊接狀態評審、電極頭狀態審核;制定焊接參數審核表,每月抽檢并記錄焊接參數實際輸出值。制定焊點檢查文件,員工每日抽查零件所有焊點數量、質量。制作電極頭尺寸卡板,每日抽查電極頭尺寸狀態。
沖壓專項:切邊毛刺攻關、沖壓開裂風險點識別、沖壓防銹質量優化;首末件檢查制度,可以杜絕切邊毛刺、開裂的流傳。庫房發貨區增加頂棚防雨裝置,防止生銹。
尺寸專項:尺寸行動中心建立、焊接工裝穩定性監控活動、尺寸監控系統搭建;通過軟件檢測零件尺寸數據,超過預警值則報警,搭建尺寸監控系統。制定工裝維護規則,建立月度回顧機制,監控完成率、關閉率等指標,達到穩定控制的效果。
3 結論
車身作為汽車的基本骨架,影響汽車各方面性能。車身零部件的質量問題給汽車制造企業帶來重大損失,同時不利于汽車供應鏈的健康發展。零部件的尺寸不合、錯漏脫焊及外觀變形問題,不僅使零件報廢頻率增加,更使汽車制造成本成倍地增加。本文針對影響車身零部件質量的部分因素展開了研究,并結合研究的結果提出了相關控制方法,希望能夠為日后車身零部件質量保障提供幫助,助力汽車行業發展,為人們的生活創造更大的價值。
參 考 文 獻
[1]蔣解清.白車身焊接質量控制研究[D].長沙:湖南大學,2012.
[2]堯永春,胡偉敏,唐高中,等.汽車白車身電阻點焊質量檢測關鍵技術及其應用[J].焊接技術,2016(12):78-81.
[3]佟靜.RPS理論在車門上的應用[D].長春:吉林大學,2003.
猜你喜歡
知音勵志·社科版(2016年9期)2016-11-09 08:21:16
中國科技博覽(2016年22期)2016-11-01 15:06:27
中國科技博覽(2016年22期)2016-11-01 14:20:50
中國科技博覽(2016年22期)2016-11-01 12:54:47
現代企業文化·理論版(2016年14期)2016-10-21 10:29:30
中國科技博覽(2016年19期)2016-10-19 13:44:57
中國科技博覽(2016年19期)2016-10-19 12:36:32
中國市場(2016年36期)2016-10-19 04:22:24
科學與財富(2016年28期)2016-10-14 22:54:28
科學與財富(2016年28期)2016-10-14 22:41:32
