軸肩型面對角接接頭靜軸肩攪拌摩擦焊縫成形的影響*
2021-09-13 00:14:38夏佩云尹玉環董吉義呂紅亞王春明趙慧慧封小松
航空制造技術 2021年13期
關鍵詞:焊縫
夏佩云,尹玉環,董吉義,呂紅亞,王春明,趙慧慧,封小松
(1.華中科技大學,武漢430074;2.上海航天設備制造總廠有限公司,上海200245)
攪拌摩擦焊(Friction stir welding, FSW)技術作為一種固相焊方法廣泛應用于工業領域,尤其對于鋁合金構件焊接具有相當大的優勢,與傳統熔焊方法相比,產品接頭性能、焊縫質量、生產效率得到大幅度提升。常規的攪拌摩擦焊攪拌針與軸肩同時旋轉,僅僅適用于I 型對接接頭的焊接,為了解決T 型接頭及角接頭FSW 問題,英國焊接研究所在常規 FSW 基礎上將軸肩與攪拌針分離開,提出新型的固相連接技術靜止軸肩攪拌摩擦焊 (Stationary shoulder friction stir welding,SSFSW)[1-3]。研究文獻[4–6]表明,對于I 型對接接頭采用SSFSW 相對于傳統FSW,接頭表面更光滑,厚度方向溫度梯度減小有利于提升接頭強度,減薄量更小,殘余應力變形更小。隨著SSFSW 的發展,越來越多學者開始探索T 型接頭SSFSW 的可行性。Fundación FATRONIK 公司的Penalva[7]和巴勒莫大學的Buffa[8]等共同對靜軸肩攪拌摩擦焊T 型接頭進行試驗研究,但獲得的接頭均存在一定的內部缺陷。Martin 等[9]通過填充材料實現了AA6082 鋁合金T 型接頭的焊接,獲得內部無缺陷的接頭,X方向與Z方向的接頭強度系數分別為0.77 和0.72,斷裂在熱影響區,5083 鋁合金強度未受影響,均斷裂在母材。吉華等[10]采用不填絲方法,實現了6mm 厚6061鋁合金T 型接頭單側焊接。Li 等[11]采用SSFSW 焊接T 型接頭,分別采用填絲和不填絲方法實現了5mm 厚的AA6061–T4 的焊接。郝云飛等[12]采用雙側SSFSW 實現了5mm 厚2219 鋁合金T 型接頭焊接,接頭強度達到了母材的72.73%。從文獻[13]報道來看,SSFSW 的研究大多集中在I 型對接接頭、T 型接頭、搭接接頭,并且焊接厚度一般在6mm 以下。對于角接接頭SSFSW,其內部缺陷的控制、攪拌工具的設計具有更大的挑戰,該研究仍然處于探索階段,少有報道。Setiawan 等[14]通過角接頭設計,采用常規FSW 實現了90°角接頭焊接,并非SSFSW 方法。Robert[15]報道采用SSFSW 實現了外側施焊的角接接頭的焊接,但從焊縫橫截面來看,存在明顯的頂角缺陷,但未對缺陷的形成原因進行闡述。作者采用SSFSW 進行外側施焊的角接頭試驗過程中也發現大量的頂角缺陷,并且發現軸肩的型面與頂角缺陷的產生密切相關。因此,本文針對6mm 厚150°角接頭,自行設計不同的靜軸肩型面的攪拌工具,通過分析靜軸肩的型面對材料流動的影響,揭示角接頭外側施焊SSFSW 形成頂角缺陷的根本原因,最終獲得了無缺陷的角接接頭,為攪拌摩擦焊在角接接頭構件的應用提供理論參考。
1 試驗與材料
為了便于分析材料流動,本文采用了7A52、7B52 異種材料進行試驗,7A52 鋁合金為Al–Zn–Mg 系鋁合金,具有較高強度和硬度,也稱為超硬鋁合金,具體成分見表1。7B52 主要由7A52、7652 以及7A01 為中間層的疊層復合材料。接頭示意如圖1 所示,7B52 材料厚度為30mm,長寬為300mm×100mm,7A52 材料厚度為6mm,長寬為300mm×100mm,角接頭的角度為150°,從外側進行施焊。

表1 7A52鋁合金成分(質量分數)Table 1 Composition of 7A52 aluminum alloy(mass fraction) %

圖1 150°角接頭示意圖Fig.1 Schematic diagram of 150°corner joint
靜軸肩攪拌工具結構如圖2 所示,軸肩與設備靜止部分連接固定不旋轉,攪拌針與主軸相連。軸肩的外形與角接頭形狀吻合,外徑為18mm,軸肩后端型面的橫截面(截面位置如圖2 所示)具有頂部圓角型面和鈍角型面兩種形式,如圖3 所示;攪拌針直徑為7mm,針長為6.5mm,焊接過程中焊接傾角為0°。

圖2 靜軸肩攪拌工具結構示意圖Fig.2 Schematic diagram of SSFSW tool

圖3 兩種軸肩型面的截面示意圖Fig.3 Section diagram of two shoulder profiles
2 結果與討論
2.1 兩種型面靜軸肩攪拌摩擦焊成形
圖4 為鈍角型面與圓角型面靜軸肩兩種攪拌工具作用下的焊縫表面(轉速1000r/min,焊接速度200mm/min)。與常規攪拌摩擦焊差異較大的地方在于軸肩作用區,軸肩靜止不旋轉,僅用于拘束材料,隨著焊接的進行,軸肩對焊縫表面起到碾壓成形作用,無傳統FSW表面“魚鱗”狀表面。工具的前端由于起焊位置材料擠出堆積在焊接工具前端而形成飛邊,隨著焊接前進,飛邊持續轉移至結束端的匙孔前端,而焊縫兩側幾乎無飛邊。圓角型面軸肩作用的焊縫表面成形更優,表面光潔、無缺陷;而鈍角型面靜軸肩作用的焊縫表面頂角處存在表面缺陷,位置存在于頂角偏向前進側。
圖5(a)和(b)分別為圖4 所示焊縫的橫截面。鈍角型面軸肩作用的接頭表面存在缺陷位于角接頭頂角與前進側位置。文獻[15]中的角接接頭也存在偏向一側的頂角缺陷,可見頂角缺陷是目前角接接頭靜軸肩攪拌摩擦焊接較易出現的缺陷(圖6[15])。頂角缺陷處存在多處孔洞(圖5(a)),即使在有一定壓入量的情況下(兩側有較大飛邊),應為該處的頂鍛力不足而形成。圓角型面軸肩,焊縫表面光滑,組織致密,頂角處無可見缺陷,如圖5(b)所示。

圖4 兩種型面作用的焊縫表面成形Fig.4 Surface of corner joint welded by SSFSW with two kinds of shoulder profiles

圖5 兩種軸肩作用下的焊縫橫截面Fig.5 Cross section of joints welded by SSFSW with two kinds of shoulder
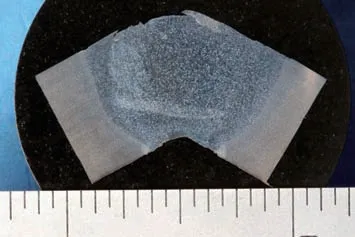
圖6 角接接頭頂角缺陷Fig.6 Top corner defect of corner joint welded by SSFSW
2.2 靜軸肩攪拌摩擦焊材料流動特點
圖7(a)和(b)分別為圓角型面、鈍角型面軸肩作用的角接接頭材料流動示意圖,工藝參數均為焊接轉速1000r/min,焊接速度100mm/min,壓入量0.2mm。可以看出兩種型面作用下的材料流動差異非常明顯。前進側可見向下流動的流線形,后退側焊核區材料向上流動,熱機影響區可見向上發生彎曲變形(圖7(c)右圖和(d)右圖)。圖7(a)中,前進側A處材料持續向B處的流動,導致B處壓力增加材料增多,進而在攪拌針的作用下向焊縫后退側轉移,后退側C點材料堆積后向壓力更低的地方D處方向轉移,D處由于材料向后退側材料堆積的壓力,并且受到型面約束形成D1和D2流動;并且頂角E處型面向原始工件的型面有一定壓入量,那么頂角處存在多余材料,并且對材料具有垂直型面向下的壓力,驅動頂角材料流動至前進側補給由于前進側持續向下流動的空腔(圖7(c)左圖)。頂角處持續的材料補給和壓力的傳遞,可以讓前進側材料的壓力更多地向下流動,底部B處材料的積累造成底部壓力增大,B處材料大量向后退側轉移,因此可以發現圖7(a)中后退側中7B52 材料較圖7(b)更多。圖7(b)中,由前進側轉移至后退側的材料更少,那么D處受到后退側堆積材料壓力減少,不至于只能向頂角E和F處流動,反而傾向于向前進側壓力更小的空腔處填充,形成水平流動D1,其中A處可見7A52材料的組織(圖7(d)左圖)。但由于鈍角型面相對工件原始型面無多余的材料,導致尖角處E的壓力不足,上層材料基本呈水平流動(圖7(b),無法完全填充前進側空腔。

圖7 兩種軸肩型面角接接頭材料流動示意圖Fig.7 Material flow of corner joints welded by SSFSW with two kinds of shoulder profiles
從材料流動–補給模式來看,若材料流出后才有材料的補給可以形成致密的焊縫,當材料流出而材料無法得到充足的補給則會出現孔洞缺陷。從前述分析可知,前進側一致向下的材料流動導致前進側頂部必然造成瞬時空腔。圖8(a)為鈍角型面的軸肩作用的材料流動示意圖,由前進側轉移到后退側材料減少,D處由下方材料造成的壓力不足以引起向E方向的流動,并且型面基于材料的壓力為垂直斜邊方向的壓力,不能驅動材料向E處流動,而是轉向水平流動,補給前進側部分空腔;但由于水平流動材料只在同一水平位置轉移,無法充足補給A處的瞬時空腔,從而形成孔洞缺陷。圖8 (b)為圓角型面軸肩作用的焊縫材料流動示意圖,可知由于前進側向后退側轉移的材料更多,在D處的下方堆積材料的壓力和型面的壓力雙重作用下,只能向E處和F處流動。通過上述分析可知,頂角處的圓角直接決定了焊縫最終的外形,圓角增大時,頂角處型面對塑性材料的壓力增大,但是減薄接頭厚度,因此在獲得良好成形的基礎上應盡量減小頂角的圓角R值。

圖8 兩種軸肩型面與焊縫材料流動示意圖Fig.8 Material flow patterns of joints welded by SSFSW with two kinds of shoulder
2.3 工藝參數對角接接頭靜軸肩攪拌摩擦焊頂角缺陷的影響
圖9 為鈍角型面軸肩在不同工藝參數條件下作用的焊縫成形。在焊接轉速1000r/min,焊接速度100~200mm/min 條件下,壓入量0.05~0.3min 范圍內,均出現偏向前進側頂角缺陷。壓入量增大并未對焊縫成形有改善作用,其他工藝參數的改變對缺陷也無明顯的改善作用,這也進一步證實了鈍角型面軸肩是頂角缺陷生成的根本原因,無法通過工藝參數的改變而消除。

圖9 鈍角型面不同參數條件下角焊縫成形Fig.9 Corner joints welded by round corner SSFSW under different process parameters
圖10 為圓角型面在不同參數條件下的焊縫表面成形。在該工藝參數范圍內,圓角型面軸肩均可獲得無頂角缺陷的接頭。圖10(c)為焊接轉速1000r/min,焊接速度200mm/min 條件下,壓入量從0.4mm 逐漸減少至0.05mm 的焊縫表面,可以看出,隨著壓入量的減少,焊縫表面由小飛邊變為無飛邊,在極小的壓入量情況下,圓角型面也可獲得無缺陷的焊縫。說明圓角型面的軸肩在驅動后退側材料向頂角流動,并驅使頂角處材料向前進側補給空腔,其中壓入量的貢獻較小,焊縫成形的重要因素在于軸肩對上方材料的驅動。

圖10 圓角型面不同焊接參數條件下角焊縫成形Fig.10 Corner joint welded by sharp corner SSFSW under different process parameters
3 結論
(1) 角接接頭靜軸肩攪拌摩擦焊頂角缺陷出現在偏前進側頂部,其原因是前進側一致向下的材料流動導致前進側頂端形成瞬時空腔,得不到及時的材料補給。
(2) 圓角型面軸肩相對鈍角型面軸肩更有利于頂角處材料補給前進側頂部的瞬時空腔,從而消除了角接接頭頂角缺陷。
(3)采用圓角型面軸肩攪拌工具成功實現了6mm厚150°角接頭靜軸肩攪拌摩擦焊,并且在極小壓入量(0.05mm)條件下依然可獲得無缺陷接頭。
(4) 圓角型面軸肩攪拌工具在一定參數范圍內(焊接轉速1000r/min,焊接速度100~200mm/min)均可獲得表面和內部無缺陷接頭;而采用鈍角型面軸肩攪拌工具,即使改變工藝參數也無法消除頂角缺陷。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07