自走式圓捆機喂入量控制系統設計*
2021-08-13 09:47:22劉家君郭輝呂全貴李林
中國農機化學報 2021年7期
劉家君,郭輝,呂全貴,李林
(1. 新疆農業大學機電工程學院,烏魯木齊市,830052;2. 新疆中收農牧機械有限公司,烏魯木齊市,830011)
0 引言
我國的秸稈資源十分豐富,農作物秸稈年產量可達9億t,秸稈收獲類機械在農作物秸稈收獲利用方面起到重要作用[1-2]。而喂入量是體現收獲機械作業效率的重要參數之一,但由于秸稈收獲過程復雜多變,田間秸稈長勢、秸稈含水率、秸稈品種以及作業速度、割幅寬度等因素的動態變化都會使得喂入量發生波動,從而影響收獲效率,嚴重時甚至造成機械故障。
為提高收獲機械的工作效率,同時減少因喂入量波動造成的機械故障,國內外專家對喂入量的監測和控制都做了一定的研究[3-4]。采用的方法主要可概括為扭矩功率監測法和動態稱重測量法[5]。
其中通過測量扭矩或消耗功率來反映喂入量的方法,又因所監測收獲機械的工作部件的不同而有所區別,可分為割臺消耗功率監測、過橋提升消耗功率監測以及脫粒滾筒或粉碎部件功率消耗監測[6-11]。動態稱重測量法通常用于具有中間輸送裝置的收獲機械,借助稱重傳感器測量物料在輸送過程中對輸送裝置底板的壓力,從而反映喂入量的大小[12]。
一般情況下,采用控制作業速度的方法控制喂入量,目前,自走式收獲機械通常采用帶傳動無級變速系統和閉式液壓無級變速系統,其中后者更有利于實現作業速度的自動控制[13-15]。
在秸稈收獲作業過程中,由于秸稈長勢不均,而圓捆機作業時速度基本不變,因此造成作業過程中秸稈喂入量波動較大,使得圓捆機易發生堵塞故障。因此,本文提出以打捆負載為反饋控制作業速度,進而控制喂入量的方法,實現降低圓捆機堵塞故障概率,同時保護機具、提高生產效率。
1 自走式圓捆機整機結構及工作原理
自走式圓捆機整機結構如圖1所示,主要分為作業系統和行走系統,均由發動機提供動力。
作業系統功能:實現秸稈從割臺收集、過橋提升、兩級破碎、中間輸送,最終再由強制喂入輥送入成捆室,形成圓捆的一系列過程。行走系統功能:通過閉式液壓系統為主動輪提供動力以及控制作業速度。
表1為圓捆機主要工作參數,行走系統依靠閉式液壓系統實現作業速度從0~7.7 km/h的控制。
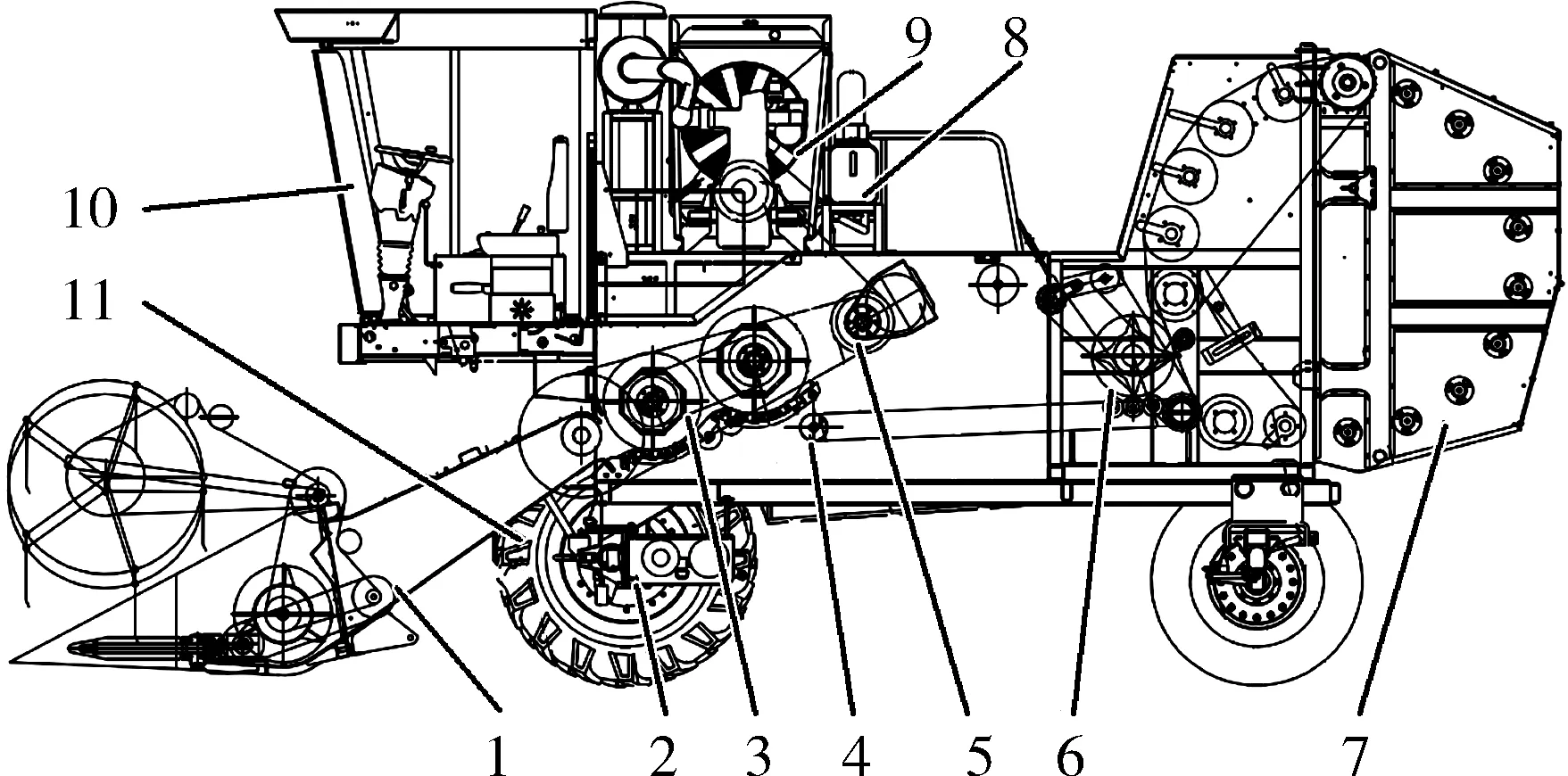
圖1 圓捆機整機結構示意圖Fig. 1 Structure diagram of round baler1.割臺及過橋 2.液壓馬達及齒輪箱 3.兩級破碎室 4.中間輸送帶5.打捆作業主軸 6.強制喂入輥 7.打捆室 8.閉式泵及比例閥9.發動機 10.駕駛室 11.驅動輪
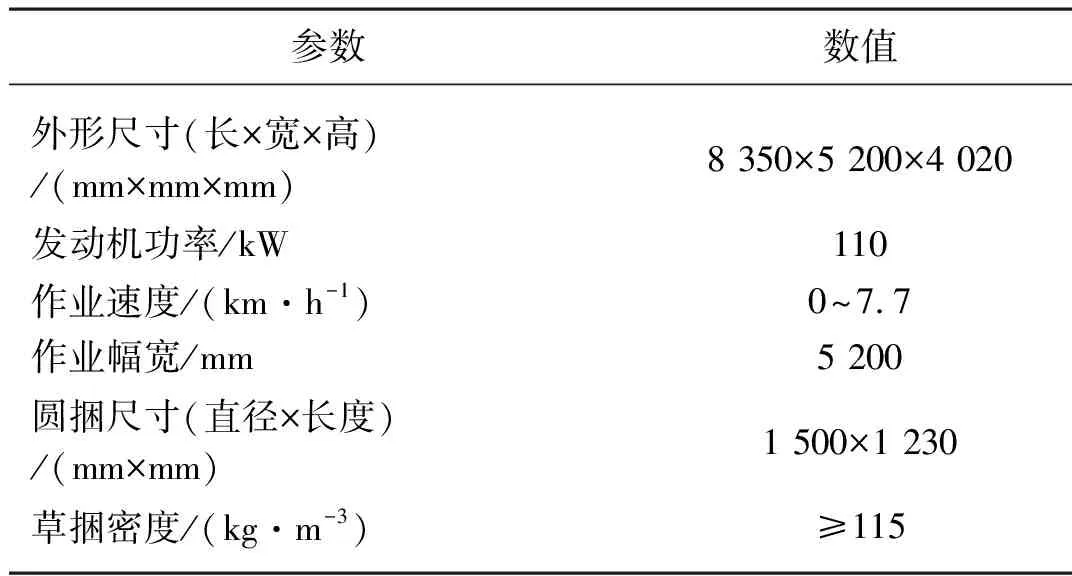
表1 圓捆機主要作業參數Tab. 1 Main operation parameters of round baler
2 喂入量控制系統設計
自走式圓捆機喂入量控制系統由兩部分組成,分別是以扭矩傳感器為核心的打捆負載監測系統和以電磁比例閥為核心的閉式液壓驅動系統,其中打捆負載監測系統由車載控制器、終端顯示屏、扭矩傳感器、霍爾傳感器等組成。驅動系統由閉式液壓泵、電磁比例閥、油箱、液壓馬達等組成,圖2為控制系統結構示意圖。
如圖2所示,從發動機主軸輸出的動力主要分為兩個部分,第一部分通過閉式液壓泵為圓捆機行走系統提供動力;另一部分通過作業主軸為作業系統提供動力。因此,借助扭矩傳感器和霍爾傳感器監測作業主軸的扭矩和轉速。車載控制器將采集的扭矩值、轉速值經過數字濾波處理后,計算得到作業負載值。控制器根據作業負載與秸稈喂入量的關系,將負載值轉換為喂入量,并通過CAN總線發送至終端顯示屏。終端顯示屏設定作業負載范圍并發送至車載控制器,當作業負載不在設定負載范圍時,車載控制器控制變量泵排量,實現作業速度控制,進而實現喂入量控制。
2.1 硬件設計
2.1.1 硬件選型
發動機額定輸出功率為110 kW,由式(1)可得,主要用于打捆作業、行走以及機械磨損消耗。其中用于打捆作業消耗約占額定輸出功率的70%~80%。
PN=Px+Pz+Pm
(1)
式中:PN——發動機額定輸出功率,kW;
Px——圓捆機行走消耗功率,kW;
Pz——圓捆機打捆作業消耗功率,kW;
Pm——圓捆機械磨損消耗功率,kW。
(2)
式中:Tz——作業主軸扭矩,N·m;
nz——作業主軸轉速,r/min。
結合作業主軸轉速范圍為1 200~1 500 r/min,可通過式(2)計算得到作業主軸扭矩的變化范圍為490~700 N·m,預留30%的扭矩余量,計算得到扭矩為910 N·m 較為合適,因此選用量程為0~1 000 N·m的LZ-DN1非接觸式扭矩傳感器。
控制系統接線圖如圖3所示,采用24 V直流電源,控制器、顯示屏和發動機ECU通過CAN總線進行通信。控制器XO1和XO2端口控制電磁比例閥,實現變量泵排量控制,XI1和XI2端口分別采集車速和轉速數據。元件參數及型號如表2所示。

圖3 控制系統接線圖Fig. 3 Wiring diagram of control system

表2 部分元件選型表Tab. 2 Selection table of some components
2.1.2 閉式液壓系統設計
變量泵型號為ACA3920302L1,輸入轉速為2 300 r/min,排量變化范圍64~125 mL/r;定量馬達型號為HHD393001AA,其排量為64 mL/r;電磁比例閥型號為EKAAA2C,采用PWM輸入型,工作電壓為24 VDC。根據變量泵和定量泵的排量,以及齒輪箱傳動比等可計算出圓捆機作業速度可控范圍是0~30 km/h,滿足系統設計需求,液壓驅動系統原理圖如圖4所示。

圖4 閉式液壓驅動系統原理圖Fig. 4 Schematic diagram of closed hydraulic drive system1.比例電磁閥 2.變量泵 3.補油泵 4.油箱 5.冷卻器 6.節流閥7.過濾器 8.溢流閥 9.定量馬達 10.單向閥
定量馬達轉速
(3)
式中:nd——定量馬達輸出轉速,r/min;
nf——發動機輸出軸轉速,r/min;
ib——發動機輸出軸到變量泵輸入軸傳動比,取1.05;
Svb——變量泵排量,39~64 mL/r;
Svd——定量馬達排量,取64 mL/r。
當發動機以額定轉速2 200 r/min作業時,定量馬達可變轉速范圍是1 407~2 310 r/min,當電磁比例閥位于中位時,變量泵排量為0,定量馬達轉速也為0。
圓捆機作業速度
(4)
式中:VY——圓捆機作業速度,km/h;
ic——齒輪箱傳動比,Ⅰ檔29.3,Ⅱ檔14.62,Ⅲ檔7.29,Ⅳ檔3.64,本文選擇Ⅱ檔14.62進行計算;
il——輪邊減速器傳動比,取5.41;
d——圓捆機主動輪直徑,取1.33 m。
通過式(3)、式(4)計算可得,該行走系統速度范圍為0~29.39 km/h,田間作業時變速箱通常采用I檔或Ⅱ檔,得到作業速度范圍0~7.32 km/h,定量馬達轉速為0時,作業速度為0。
2.2 軟件設計
2.2.1 主程序設計
秸稈喂入量的大小受圓捆機作業速度、割幅寬度、割茬高度、秸稈長勢、秸稈含水率等因素的影響。圓捆機在田間作業時,割幅寬度為定值,割茬高度基本不變,而秸稈長勢和秸稈含水率無法控制,因此本文采用控制作業速度的方法實現喂入量控制,控制流程圖如圖5所示。
q=VYWGρZε
(5)
式中:WG——割臺寬度,m;
ρZ——秸稈平均生長密度,kg/m2;
ε——損失系數;
q——喂入量,kg/s。
圓捆機啟動,并且主離合結合后,通過終端顯示屏設定作業負載安全范圍,并發送至車載控制器。控制器判斷當前作業負載是否滿足設定要求,若作業負載低于設定負載最小值,則控制電磁比例閥提高作業速度;若作業負載高于設定負載最大值,并且該狀態持續一段時間,表明圓捆機當前喂入量較高,則需控制電磁比例閥降低作業速度,使圓捆機在發生堵塞故障之前,降低喂入量,使得作業負載逐漸恢復正常。當作業負載恢復正常后,再適當提高作業速度,恢復正常作業效率。
2.2.2 終端顯示器界面設計
借助HMIDeveloper集成開發環境的圖形庫完成終端顯示屏界面設計,之后進行槽函數的編寫和每個圖框賦值以及其他操作,以實現控制系統要求的功能。最終設計完成界面如圖6所示,分為工況監測界面(a)和調試界面(b)。

(a) 工況監測界面

(b) 調試界面圖6 終端顯示屏界面Fig. 6 Terminal display screen interface
工況監測界面主要實現對打捆主動軸的扭矩、轉速以及打捆負載(主軸功率)進行實時顯示,使駕駛人員對作業時打捆機的狀態有直觀的了解;調試界面用于設定打捆作業主軸扭矩安全范圍,并通過點擊標定按鈕將設定的參數發送至控制器。
3 喂入量標定試驗
喂入量標定試驗主要探究在不同喂入量的工況下打捆負載的變化范圍,為喂入量的控制提供理論基礎。本試驗以9LRZ-5.2型自走式青(黃)貯秸稈收獲機為試驗樣機進行試驗。樣機的主要參數如表1所示。
試驗設定4塊試驗區,每塊試驗區長度為200 m,寬度為7行(5.2 m割幅剛好能收7行秸稈)。采用5點取樣法分別對每塊試驗區隨機選取5個1 m×7行樣方的(面積為5.2 m2),以10 mm(圓捆機割茬高度(8~16 mm)左右的割茬高度人工收集樣方內的秸稈,并計算每塊試驗區秸稈的平均生長密度(秸稈長勢),測量結果如表3所示。
根據表3數據可知,每塊試驗區秸稈平均種植密度基本一致,秸稈長勢波動較小,滿足圓捆機喂入量標定試驗要求。圓捆機分別以3.5、4.5、5.5、6.5 km/h的作業速度,在4個試驗區進行秸稈收獲作業,并記錄作業過程中作業主軸扭矩、轉速以及打捆平均負載等數據,如表4所示。
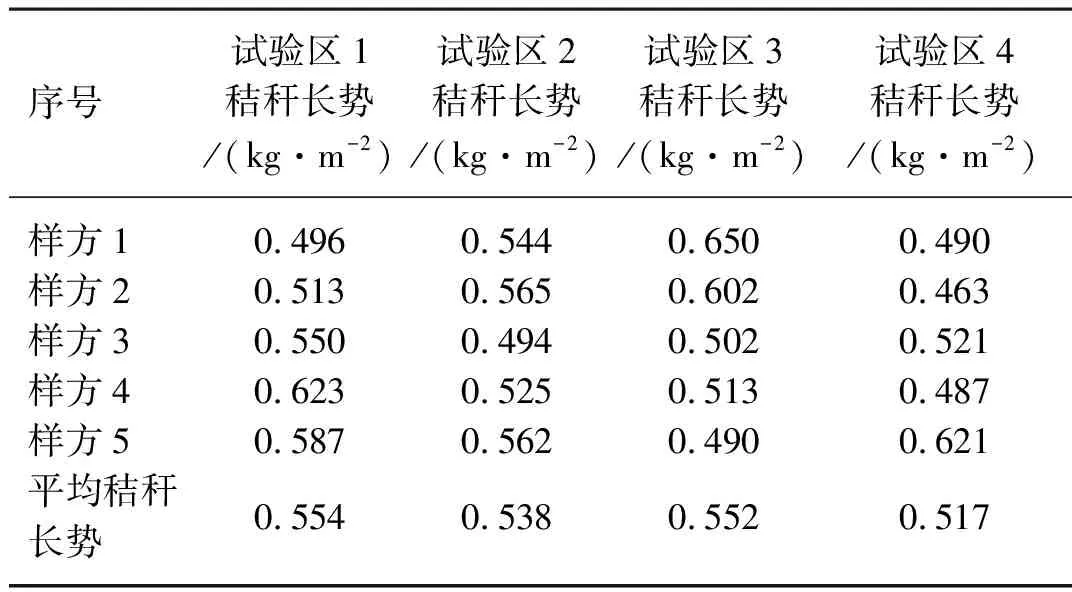
表3 秸稈長勢情況評估Tab. 3 Evaluation of straw growth

表4 喂入量標定Tab. 4 Feed rate calibration
分析表4中的數據可知,圓捆機作業時作業主軸轉速基本不變,扭矩隨喂入量增大而增大,并且喂入量越高,扭矩的波動越大。空載時作業主軸扭矩基本穩定。根據表4中喂入量與打捆負載的數據,得到圖7的關系曲線,并通過回歸分析得到喂入量與平均主軸負載的數學模型。
如圖7所示,喂入量與平均主軸負載的二次回歸數學模型
y=-0.001 9x2+0.264 5x-4.492 1
R2=0.994
(6)
式中:x——平均主軸負載,kW;
y——喂入量,kg/s。
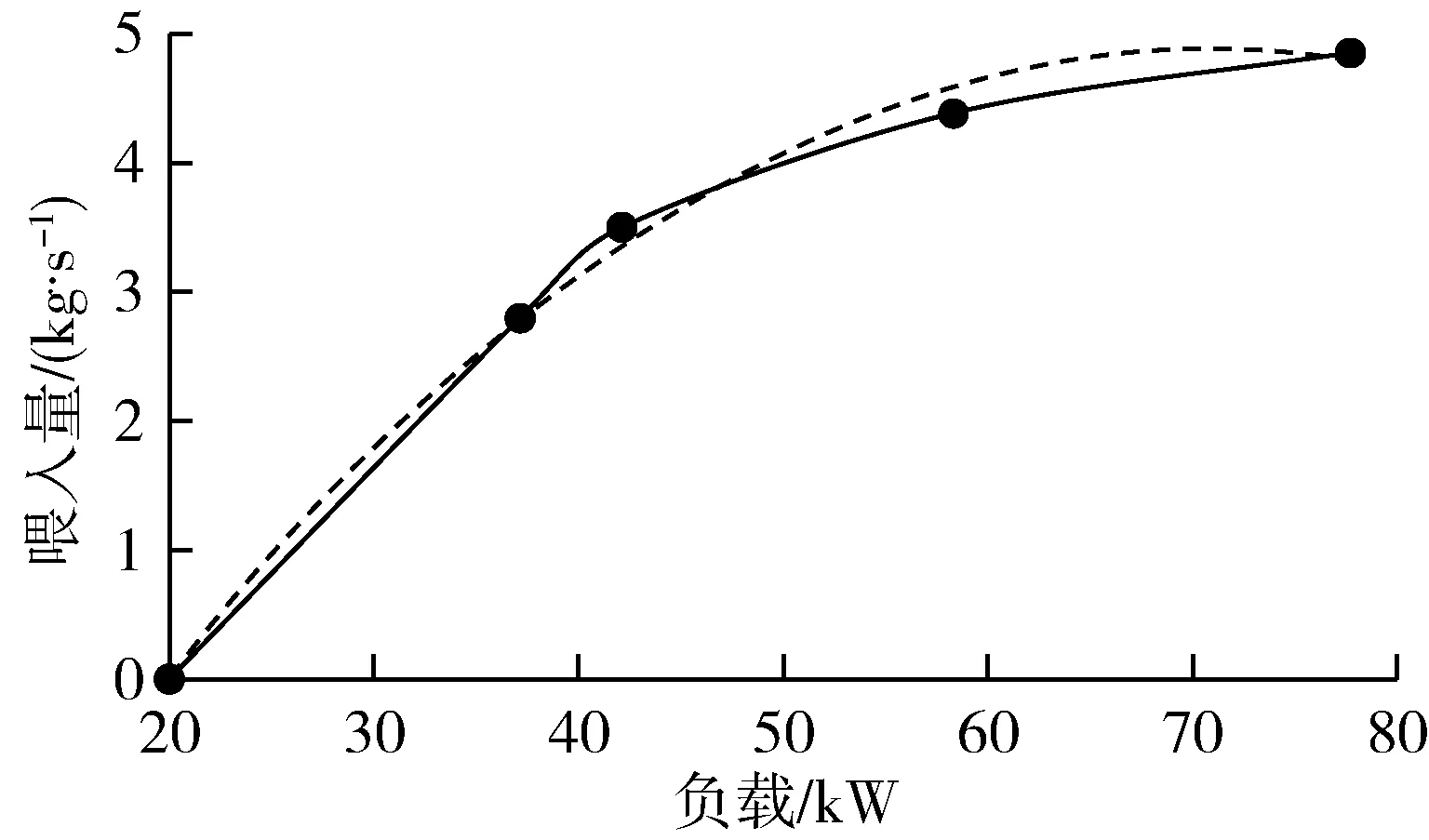
圖7 喂入量與主軸負載關系曲線Fig. 7 Curve of relationship between feedingamount and baling load
R2為0.994,表明該曲線的擬合度較高,分析式(6)可知,當監測負載值為69.5 kW時,喂入量達到最大值4.713 kg/s,之后負載上升喂入量反而下降,表明可能發生堵塞故障,因此將72 kW設為正常作業下系統允許的最高作業負載。該負載對應的作業主軸扭矩為406 N·m,即當扭矩監測值小于406 N·m時,可確保圓捆機正常作業。取±5%的扭矩波動范圍,得到最大允許扭矩為427 N·m。
4 田間試驗
4.1 試驗原理及方法
本文參考GB/T 35488—2017《聯合收割機監測系統》試驗方法設計以下試驗。試驗方法:圓捆機以正常作業的最高作業速度(Ⅱ檔高速),在田間連續作業,借助數據記錄儀,記錄作業主軸扭矩值大于設定的最高扭矩值情況下的扭矩數據和車速數據,通過分析試驗數據驗證控制系統的性能。
4.2 試驗結果及分析
如圖8所示,為驗證自走式圓捆機喂入量控制系統的有效性,在新疆昌吉市新湖農場進行了田間驗證試驗。
試驗所用到的工具和儀器有動態扭矩監測儀,CAN總線數據記錄儀,含水率測定儀,皮尺等。動態扭矩儀監測儀與控制器通過串口連接,用于實時顯示作業主軸扭矩的變化。駕駛人員可根據顯示數值手動控制作業速度,以應對當主軸扭矩達到最大值,但控制系統卻沒有進行減速控制的情況。含水率測定儀用于測定試驗地的秸稈平均含水率,CAN總線數據記錄儀記錄用于記錄作業主軸扭矩、轉速以及車速數據,便于后續的數據分析,其中數據記錄儀采樣周期為0.02 s。

圖8 田間試驗Fig. 8 Field test

(a) 扭矩曲線

(b) 車速曲線圖9 打捆扭矩及車速數據Fig. 9 Baling torque and speed data
試驗過程:啟動自走式圓捆機,在主離合結合之后,控制系統開始運行,逐漸提升發動機轉速至2 200 r/min(額定轉速),此時作業速度為0,喂入量為0,駕駛人員提升作業速度至7.5 km/h左右,并保持該作業速度進行打捆試驗。生產草捆5捆,其中第3捆出現打捆負載高于設定最高打捆負載的情況,其余4捆均正常作業。
分析第3捆的主軸扭矩和作業速度數據得到所示的扭矩曲線圖9(a)和速度曲線圖9(b)。從圖9可知由于作業速度較高,主軸扭矩波動較大,在第1 000個采樣點之后主軸扭矩逐漸增大,在第1 408采樣點主軸扭矩超過設定最大扭矩值,并且仍在增加。控制系統監測到該狀態,并開始降低作業速度,以降低喂入量。在第1 442個采樣點至第1 745個采樣點,作業速度降低至之前速度的50%,用時6.74 s。在此階段,作業主軸扭矩由最大463 N·m降低至244 N·m。作業速度在第2 090個采樣點之后恢復穩定,即速度穩定所需時間為13 s。作業扭矩在2 435個采樣點之后逐漸穩定,即扭矩穩定所需時間為20 s。結果表明所設計的喂入量控制系統可以實現預期功能。
5 結論
本文為解決在打捆過程中因喂入量過高而造成的堵塞問題,設計了自走式圓捆打捆機喂入量控制系統。此控制系統以作業主軸負載為反饋,通過閉式液壓驅動系統可實現對圓捆機作業速度的有效控制。
經田間調查得到試驗地的平均秸稈生長密度,進一步通過喂入量標定試驗獲得作業主軸負載與喂入量的關系曲線,且回歸系數R2=0.994,表明回歸曲線擬合度較高。
通過田間試驗,作業速度的調整時間小于7 s,扭矩穩定所需時間小于20 s,表明該系統可以根據作業主軸負載控制作業速度進而實現喂入量的有效控制。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
學生天地(2020年17期)2020-08-25 09:28:54
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
故事大王(2016年7期)2016-09-22 17:30:08
