復合材料在大飛機主承力結構上的應用與發展趨勢
2021-07-27 03:38:40馬志陽高麗敏徐吉峰
航空制造技術 2021年11期
馬志陽,高麗敏,徐吉峰
(中國商飛北京民用飛機技術研究中心,民用飛機結構與復合材料北京市重點實驗室,北京102211)
復合材料的應用比例是新一代大飛機安全性、經濟性、舒適性和環保性的重要指標。復合材料在飛機上的應用經歷了前緣–口蓋–整流罩–擾流板–升降舵–方向舵–襟副翼–垂尾–平尾–機身和機翼等主承力結構應用的過程,如表1所示。
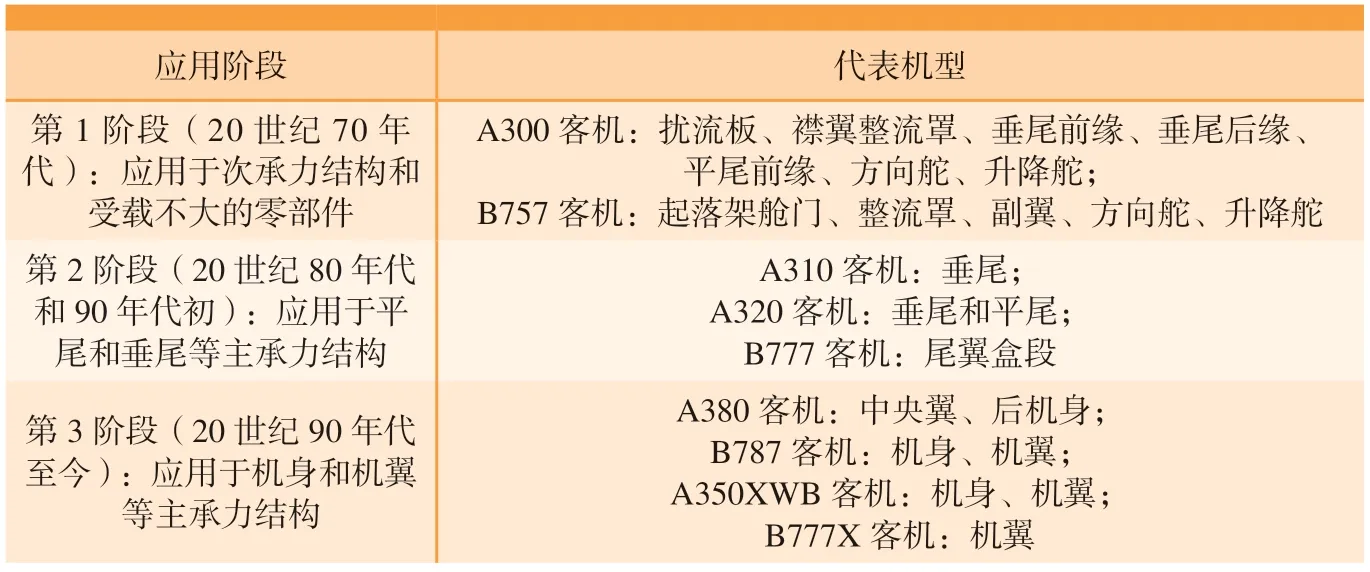
表1 復合材料應用歷程Table 1 Application of composite in large aircraft
我國民機復合材料結構應用技術的研究起步較晚,但在復合材料結構設計、制造工藝方面也進行了探索和實踐。“十五”至“十二五”期間,開展了“民機復合材料次承力結構設計技術研究”、“民機全尺寸復合材料尾翼與舵面設計和分析及制造與試驗驗證”、“民機復合材料機身與中央翼基礎與關鍵技術”、“民機復合材料機頭基礎及關鍵技術”和“大型客機復合材料機翼設計制造與驗證技術研究項目”等民機預研課題的研究。“十三五”規劃出臺后,以復合材料為代表的新材料技術被列入國家發展戰略。在“十四五”規劃中,創新和關鍵核心技術自主可控被提升到新的高度,先進復合材料的國產化勢在必行,大尺寸復合材料主承力結構件的技術攻關也被擺到了突出位置。
本文分析了主要的民機主制造商在大飛機主承力結構上應用復合材料的情況,并總結了復合材料在未來民機上的發展趨勢。
波音公司
波音公司在民機主承力結構上應用復合材料的嘗試始于B777客機的尾翼,隨后在B787客機上實現了跨越式發展,將應用范圍擴大至機翼和機身,最新的B777X機翼則集成了目前世界上最先進的復合材料制造、裝配和檢測技術。
1 B787客機
波音公司787項目于2004年4月啟動,B787客機于2009年12月首飛,2011年9月首架交付。B787客機是世界上第一款將復合材料應用于機翼和機身主承力結構的大型民機,復合材料單機用量約25t,占全機結構重量的50%左右。日本東麗公司為B787客機研發了第三代增韌環氧復合材料T800S/3900–2B,屬于經改進的大絲束碳纖維,該材料的沖擊后壓縮強度值(Compression after impact, CAI)達到了315~345MPa[1]。
B787客機的機翼展長約60m,由日本三菱重工委托日本新明和工業株式會社研制。機翼壁板為整體的I型加筋壁板,采用“濕蒙皮+干長桁”的共膠接工藝,蒙皮采用預浸料自動鋪帶(Automated tape laying,ATL)工藝制造。機翼前、后梁長度均約為28m,分別由3段組成,由人工在陽模上鋪貼、熱壓罐固化成型[2–3],如圖1所示[4]。

圖1 B787翼盒裝配Fig.1 Assembly of B787 wing box
B787客機的機身由6段筒體組成,每段機身筒體采用纖維自動鋪放(Automated fiber placement, AFP)工藝制造,如圖2所示[5],縱向桁條為帽形閉合剖面,與機身蒙皮共固化整體成型,隔框為“C”形剖面框(圖3)。該機身筒體制造方案減少了約1500個零件和40000~50000個緊固件。
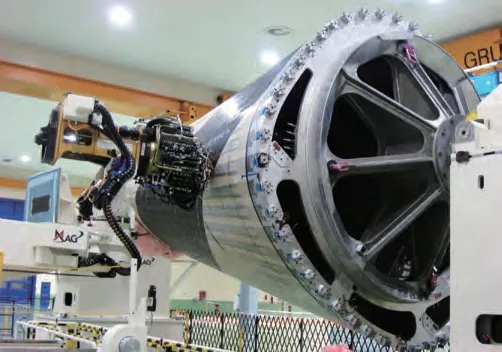
圖2 B787客機機身蒙皮的AFP工藝Fig.2 AFP process of B787 fuselage skin

圖3 B787客機機身壁板Fig.3 B787 fuselage panel
2 B777X客機
B777X客機于2020年1月25日首飛。客機采用全復合材料機翼,翼展達到了71.8m,是目前世界上最大的復合材料機翼結構,其代表了當今最先進的復合材料技術水平,使得大型復合材料結構件的制造與裝配向著全自動化邁進了一大步。
B777X機翼蒙皮、長桁和翼梁均采用了AFP工藝,長達32m的翼梁不分段整體鋪貼成型,大幅減少了零件數量和裝配工作量。
B777X機翼壁板和翼梁的制造使用了兩套創新的龍門式高速AFP設備[6]。
(1)壁板AFP設備。12.8m的主龍門梁上裝有20個盤型卷軸的AFP鋪絲頭,其重量達1.7t,龍門可以沿著機翼壁板模具移動超過30m,鋪絲頭可以跨越龍門移動7.5m,能覆蓋最寬處達9m的模具。機翼壁板在置于工作區域內的低曲率陽模中制造,鋪絲頭在其上做往復運動,20個卷軸同時輸送38mm寬的預浸帶,即一次可鋪放760mm寬的預浸帶。
(2)翼梁AFP設備。裝有16個絲軸的鋪絲頭,其重量達0.5t,可將12.7mm的預浸帶鋪放在“U”形模具上(圖4)。該系統最快可在10min內完成超過30m長的一層預浸帶鋪放。

圖4 B777X客機翼梁“U”形模具Fig.4 U-shaped mould of B777X wing spar
空客公司
空客公司的復合材料應用比例是漸進增長的,從最初在A300上不足5%,到A310、A300上約5%,再到A320升至10%,A380則達到了25%,A400M升至30%,直到A350XWB的52%。
1 A380客機
A380客機的復合材料用量為25%左右,應用部位包括了中央翼盒、尾翼、襟翼、副翼、擾流板、機身上壁板、機身地板梁、機身后體球框、整流罩等,其最大設計特點是首次將復合材料應用于中央翼盒,并達到減重1.5t的效果[4]。
A380客機中央翼盒采用ATL工藝制造,復合材料層板厚度達到50mm以上,翼身對接區更達到100mm以上,突破了大厚度復合材料結構的設計、制造和驗證技術。
A380客機的水平尾翼和垂直尾翼同樣采用了ATL工藝,而在后機身和機翼外襟翼上使用了AFP工藝,后機身壓力框采用了樹脂模滲透成型(Resin film infusion, RFI)工藝。
2 A400M軍用運輸機
A400M是2003年推出的一款軍用運輸機,于2009年12月首飛,復合材料用量約為30%,應用部位包括了機翼、平尾、垂尾和貨艙門等,主要的創新工藝有翼梁的熱隔膜預成型(Hot drape forming)工藝、艙門及后壓力隔框的真空輔助樹脂滲透(Vacuum assisted process, VAP)工藝,機身后部裝卸坡道和發動機進氣道的樹脂滲透技術(Resin infusion, RI)工藝等[7–8]。
A400M復合材料機翼由英國GKN公司負責生產,材料為美國Cytec公司提供的977–2碳纖維增韌環氧預浸帶。
A400M復合材料翼梁具有一定的代表性,采用了“ATL工藝+熱隔膜預成型+熱壓罐固化”制造,前、后梁均長19m,前梁分為12m和7m兩段,后梁分為14m和5m兩段。制造翼梁的具體工藝過程為:首先通過ATL工藝鋪放出平板預成型體,如圖5所示[9],再將該預成型體夾在兩層隔膜之間并轉移至熱隔膜機上,在隔膜之間抽真空后封裝,從預成型體上方進行紅外加熱至所規定的工藝溫度,此時樹脂可流動,隔膜可延展,然后再次抽真空,將預成型體均勻壓到模具上,進行一段時間的保壓以保證預成型體彎成為“C”形,最后取下預成型件,撕去隔膜,將“C”形預成型件轉移到固化工裝上裝夾好進行熱壓罐固化成型。其工藝優點在于生產效率較高,缺點是制造復雜外形零件較困難,因為生產工序較多,纖維容易褶皺,設備要求較高。

圖5 A400M翼梁采用ATL工藝制造Fig.5 ATL manufacture process of A400M wing spar
3 A350XWB客機
A350XWB客機項目于2005年10月啟動,客機于2013年6月首飛,2014年12月首架交付。其結構材料幾經修改,最終和B787客機類似,在機翼和機身上大量使用了復合材料,用量達到了52%。
A350XWB機翼和機身的復合材料選用了美國Hexcel公司生產的M21E/IMA預浸料。
早期,A350XWB機翼蒙皮采用ATL工藝制造,但隨著AFP工藝在復雜輪廓和變厚度鋪層方面的優勢,機翼蒙皮也同長桁和翼梁一樣,改為了AFP工藝制造(圖6)。以翼梁為例,前、后梁長均約31m,分別由3段組成:前梁內段長7m、中段長12.7m、外段長11.5m,后梁(圖7)每段長約10m。前梁在制造過程中,采用了可旋轉的15m殷鋼芯軸,在其上鋪放纖維絲束,鋪放完成后,對稱切割成兩件“C”形梁,再轉移到固化模具上,進行熱壓罐固化;后梁采用殷鋼模具和五坐標自動控制,模具固定在轉動芯軸上鋪設,機器可按要求自動控制鋪放厚度,鋪設完成后的熱壓罐固化與檢驗同前梁一致[3,10–11]。
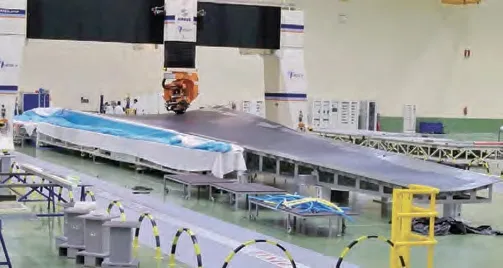
圖6 A350XWB機翼下壁板蒙皮AFP工藝Fig.6 AFP process of A350XWB lower-wing skin

圖7 A350XWB機翼后梁Fig.7 Rear spar of A350XWB wing box
A350XWB機身制造方案與B787不同,機身筒段分為前、中、后3段,每段筒段由4塊壁板拼接而成,壁板蒙皮和長桁共固化成型,再通過鋁合金框裝配而成,圖8為機身蒙皮的AFP工藝[10]。這種分塊式機身筒段壁板方案,在兼顧可制造性的同時,能根據筒段各處受力情況進行結構優化,在維修性上也具有一定的優勢。

圖8 A350XWB機身蒙皮AFP工藝Fig.8 AFP process of A350XWB fuselage skin
A350XWB客機具有代表性的AFP設備為:
(1)翼梁AFP設備。由西班牙M.Torres公司提供,如圖9所示。該設備考慮了在纖維絲束按45°鋪放到90°彎角時邊緣可能出現的問題,可實現沿著梁的“U”形結構進行鋪絲,考慮到M21E/IMA預浸料的低黏度,其鋪絲頭可以提供更高的溫度和更大的壓力。該設備的鋪絲速度高達60m/min,大幅提高了生產效率[12–13]。

圖9 A350XWB翼梁AFP設備Fig.9 AFP equipment of A350XWB wing spar
(2)機身AFP設備。由美國Electroimpact公司提供,采用了專用于機身鋪放的雙頭自動纖維鋪放機,在完成鋪放的同時還能執行切割動作,能夠彎曲雙向鋪覆傾斜且復雜的表面,進給速度可達50.8m/min。
中國商飛
中國商用飛機有限責任公司作為國內最大的民機主制造商,在推動復合材料應用于民機結構方面做了諸多嘗試。
(1)首架正式投入航線運營的ARJ21支線客機復合材料用量為2%左右,其方向舵和翼梢小翼采用了碳纖維/環氧樹脂復合材料,翼身整流罩和機頭雷達罩采用了玻璃纖維/環氧樹脂復合材料。
(2)2015年底下線、2017年首飛的C919客機,其復合材料用量達到了12%,應用部位包括了水平尾翼、垂直尾翼、翼梢小翼、后機身、雷達罩、副翼、擾流板和翼身整流罩等[14]。C919客機中央翼盒原計劃采用復合材料,但由于缺乏應用及驗證經驗,為了保證研制進度,最終改為了傳統的金屬結構。
(3)2015年12月,中國商飛北京民用飛機技術研究中心完成了遠程寬體客機前期論證項目復合材料機身曲面加筋壁板工藝驗證件的研制。該壁板弧長6.05m、航向長度3.5m,由29根帽形長桁、6套“C”形隔框和連接角片組成,如圖10所示。帽形長桁采用熱隔膜預成型工藝,固化后的干長桁與AFP工藝鋪貼的濕蒙皮共膠接成型。該壁板是國內第一件采用AFP工藝制備的大尺寸機身曲面壁板,為后續寬體客機型號研制在驗證工藝方案可行性和積累工藝參數方面奠定了基礎[15]。
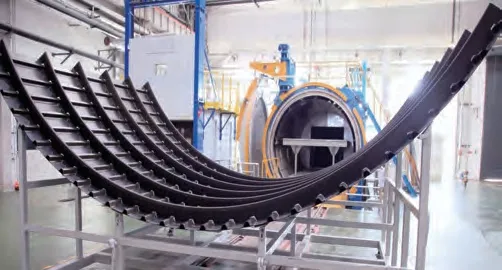
圖10 寬體客機前期論證機身曲面加筋壁板Fig.10 Fuselage panel of earlier stage research for wide body aircraft
(4)中國商飛于2012年啟動了C919復合材料機翼研制攻關項目,以C919客機為平臺,全面開展復合材料機翼的設計分析、制造裝配和試驗驗證。2018年,C919復合材料機翼研制攻關項目典型盒段靜力和損傷容限試驗順利完成(圖11),這也是國內首次干線飛機級復合材料機翼盒段靜力和損傷容限試驗。該項目形成了較為完整的復合材料機翼結構設計原則、強度分析方法和設計許用值數據庫,并首次在國內民機重大預研項目中建立了復合材料機翼的“材料–設計–分析–工藝–裝配–試驗”全流程體系[16]。

圖11 C919復合材料機翼研制攻關項目典型盒段靜力和損傷容限試驗Fig.11 Static and damage tolerance tests of key projects of C919 composite wing box
(5)2018年底,由中國和俄羅斯聯合研制的CR929攻破關鍵技術難關,CR929寬體客機復合材料前機身攻關全尺寸筒段順利總裝下線(圖12),該全尺寸筒段長約15m,直徑約6m,環向壁板分為4塊,由縱縫拼接而成,最大框弧長約6m。該筒段的研制突破了壁板AFP工藝、全尺寸級長桁制造和裝配等技術難題,是國內首次采用全復合材料設計理念開展的寬體客機機身大部段研制工作。

圖12 CR929飛機前機身攻關復合材料全尺寸筒段Fig.12 Composite forward fuselage of key projects for CR929 aircraft
CR929遠程雙通道寬體客機計劃在機翼及機身結構上大面積使用復合材料,預計使用比例超過50%。此項目進一步提升了我國復合材料機身研制技術成熟度[17]。
其他飛機主制造商
1 俄羅斯聯合航空制造集團公司
由俄羅斯聯合航空制造集團公司(OAK)主持研制的干線客機MS–21(又稱MC–21)于2017年5月首飛。該機包括了MS–21–200(可搭載135人,航程6000km)和MS–21–300(可搭載163人,航程5900km)兩種型號,其復合材料用量均約40%,可實現機體減重10%~15%,應用部位包括了外翼盒段、中央翼盒、襟翼、副翼、垂尾、平尾和發動機短艙[18–19]。
MS–21客機機翼壁板、翼梁和中央翼盒均采用了一種復合材料液體成型工藝:真空輔助樹脂傳遞模塑(Vacuum assisted resin transfer molding, VARTM)工藝,即模具型腔抽真空,使用液體樹脂以壓力注入干纖維然后成形,固化過程使用固化爐而不依賴熱壓罐。該工藝的實現得益于樹脂材料的進步,MS–21客機選用了由美國Cytec公司研發的中模高強碳纖維TX1100和EP2400樹脂,該樹脂體系采用先進的增韌技術,有效解決了樹脂韌性與黏度的矛盾,在提高樹脂韌性的前提下,可在低黏度狀態下保持足夠的工藝時間,使大尺寸制件的樹脂完全浸潤成為了可能。MS–21機翼翼盒如圖13所示[20]。
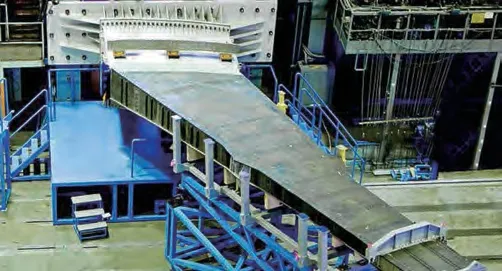
圖13 MS–21機翼翼盒Fig.13 Wing box prototype of MS–21 aircraft
MS–21機翼壁板蒙皮利用龍門立式自動鋪絲機在陰模鋪貼成預成型體。壁板長桁為“T”形截面,利用自動鋪絲機在“C”形陽模進行鋪貼,然后分切成兩個“L”形預成型體,組裝成“T”形長桁后,再與蒙皮組裝成壁板預成型體,轉移至樹脂熱注射設備進行注膠,注膠結束后進行固化爐成型。
MS–21機翼翼梁采用了上下緣條及腹板等厚結構,翼梁不分段整體制造,如圖14所示[21],翼梁最大厚度12mm,最小厚度4mm,首先在陽模上將碳纖維干絲鋪貼成預成型體,再通過轉移工裝轉到陰模后進行注膠及固化爐成型。

圖14 MS–21機翼翼梁Fig.14 Wing spar of MS–21 aircraft
MS–21客機是全球第一架采用非熱壓罐工藝(Out of autoclave)制造主承力結構件的大型民機,零件最大尺寸達到了20m×4m。其工藝實現了大型加筋結構的整體化成型,并具有設備投入少、能耗低、結構減重效果好的優勢,這也是MS–21客機的重要賣點之一[18–19],但其也對成型模具提出了很高的要求,需要在工藝可操作性和結構精度方面實現良好的平衡。
新MS–21客機裝備了俄羅斯自主研發的PD–14發動機,于2020年12月15日完成了首飛。由于國際形勢的變化,俄羅斯正開展碳纖維干絲和樹脂的自主研發,后續的MS–21客機將轉向俄羅斯國產的復合材料。
2 加拿大龐巴迪公司
C系列客機是龐巴迪公司研制的新型單通道窄體干線客機,市場定位為100~149座級的客機,于2013年9月首飛,包括108座的CS100和130座的CS300兩款機型,翼展35.08m。C系列客機的復合材料用量約為46%,應用部位包括外翼盒段、中央翼、平尾、垂尾、機身尾段和尾錐等[22]。
C系列客機外翼盒段使用了具有專利的樹脂轉移注射(Resin transfer injection, RTI)工藝制造,材料為無屈曲織物(Non-crimped fabric, NCF),手工鋪貼蒙皮、長桁和翼梁的預成型體,然后將預成型體轉移至陰模,并在熱壓罐內進行注膠及固化。
RTI工藝兼顧了液體成型工藝和熱壓罐固化的優點,可進行復合材料制件整體化成型和復雜型面成型。熱壓罐的固化壓力可加速大尺寸結構樹脂浸漬過程,并保證預成型體的質量以及降低制件的孔隙含量。制件的纖維體積含量可通過注入樹脂的含量和熱壓罐壓力有效控制。
結論與展望
綜合大飛機的先進性、使用特性、制造技術水平和成本考量等因素,主承力結構使用復合材料已是大勢所趨,且向著復合材料結構的整體化、大型化、制造與裝配自動化前進。出于經濟性的考慮,以液體成型為代表的非熱壓罐制造工藝以其整體成型、復雜型面成型的能力和低能耗、低成本的優勢必將成為飛機主承力結構制造技術的主要發展方向。
先進復合材料作為我國的一項“卡脖子”技術,亟需突破復合材料應用到主承力結構的設計分析、制造裝配、試驗驗證等關鍵技術,建立符合適航標準的大型民機復合材料主承力結構研制全流程。
我國通過民機型號研制以及一系列民機預先研究,已初步建立了“設計–制造–裝配–維修”的復合材料一體化概念和相配套的技術體系,但也面臨著材料體系單一、材料規范不全、材料性能數據積累不足、供應鏈不完善等問題。
隨著國際競爭的加劇,先進復合材料作為我國的一項“卡脖子”技術,應以“自主可控”為目標,盡快實現其國產化,并提升其設計分析、制造裝配、試驗驗證等關鍵技術的成熟度,建立符合適航標準的大型民機國產化復合材料主承力結構研制全流程。
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
應用化工(2014年10期)2014-08-16 13:11:29
石油化工應用(2014年8期)2014-03-11 17:40:03
